
- Устранение трещин
- Книга: Оборудование грузоподъемное. Общие технические требования
- Навигация: Начало Оглавление | Другие книги | Отзывы:
- 3.5. Устранение дефектов в швах сварных соединений
- Каталог
- Каким способом следует удалять трещины под последующую заварку ответ
- 1. ОБЩИЕ ПОЛОЖЕНИЯ
- 2. СВАРОЧНЫЕ МАТЕРИАЛЫ
- 3. ПОДГОТОВКА ОТЛИВОК ДЛЯ ЗАВАРКИ
Устранение трещин
Устранение трещин в основном производят заваркой. Однако не всегда заварка трещины обеспечивает устранение дефекта, например при ветвистой трещине или, если причиной возникновения трещины является недоброкачественность металла. В таких случаях производят замену дефектного листа или профиля или всей конструкции.
Для обеспечения качества заварки проводят необходимую подготовку трещины. В целях предупреждения дальнейшего распространения трещины концы ее засверливают сверлом диаметром 6—8 мм, трещину разделывают под сварку V- (при толщине до 16 мм) или Х-образно (более 16 мм) и отверстия раззенковывают. Если трещина несквозная, то при разделке кромок следует удалить дефектный участок до чистого металла. Если один из концов трещины расположен около кромки листа, то трещину под сварку разделывают до кромки. Дефектные участки металла или шва (в районе трещины) при разделке кромок удаляют механическим способом — вырубкой пневматическим зубилом или высверливанием, либо воздушно-дуговой или газовой строжкой.
Для уменьшения напряжений, возникающих при сварке, концы завариваемой трещины (рис. 113, а) подогревают пламенем газовой горелки и одновременно охлаждают боковые стороны, в результате происходит продольное сжатие трещины, вызывающее предварительное ее раскрытие. Такое раскрытие трещины можно произвести также, раздвигая ее клином (рис. 113, б, в), забитым в середину.

Рис. 113. Расклинивание трещин нагревом (а) и клиньями (б, в) : 1 — холодный компресс, 2 — район нагрева, 3 — клин
Подготовка кромок под сварку должна быть выполнена в соответствии с требованиями, изложенными в технологическом процессе.
В такой же последовательности производят вырубку и замену участка шва в случаях, когда в шве обнаружена трещина.
При коррозионном износе сварного шва в виде заглубления его в основной металл и когда шов утратил первоначальную форму производят частичное и полное восстановление шва наплавкой. При этом разделку кромок под сварку продолжают за концы дефектного участка шва на 50—75 мм в каждую сторону, а участок шва после вырубки дефектного шва зачищают до чистого металла; прилегающие к шву поверхности листа также необходимо зачистить на ширине 20—30 мм по обе стороны шва.
При короткой трещине (до 300 мм) сварку выполняют обратноступенчатым швом на проход; при длине трещины более 300 мм сварку производят от концов к середине этим же способом. После заварки трещины сварной шов испытывают на непроницаемость и герметичность, проверяют его качество. При односторонней разделке кромок после заварки трещины сварной шов с обратной стороны подрубают для устранения наплывов и непроваров, а затем производят подварку. Устранение трещин частичной или полной заменой листа или профиля выполняют в случаях, когда требуется усилить конструкцию.
Источник
Книга: Оборудование грузоподъемное. Общие технические требования
Навигация: Начало Оглавление | Другие книги | Отзывы:
3.5. Устранение дефектов в швах сварных соединений
3.5.1. Устранение дефектов в швах сварных соединений должно производиться по технологическому процессу и производственным инструкциям предприятия-изготовителя.
3.5.2. Удаление дефектных участков под заварку должно производиться механическим способом — (фрезеровкой, вырубкой, пневматическим зубилом, абразивным инструментом и др.) на длину дефектного места +10 мм с каждой стороны при условии сохранения основного металла.
Применение электрической дуги для выплавки сварных швов не разрешается.
Допускается применение плазменно-дуговых и воздушно-дуговых процессов для исправления дефектов шва.
3.5.3. Дефектные места в швах сварных соединений исправляют заваркой дефектного места. Исправлять неплотные швы зачеканкой запрещается.
3.5.4. В сварных швах со сквозными трещинами перед заваркой следует засверлить концы, чтобы предотвратить распространение трещин. Дефектный участок в этом случае проваривают на полную глубину.
3.5.5. При заварке дефектных участков должны выполняться все указания настоящего РД по подготовке под сварку, режим сварки и т. п. Углы разделки, подготовленной под заварку выборки, должны обеспечивать надежный провар во всех местах. Поверхность выборки не должна иметь острых углов и заусенцев.
3.5.6. Заварка допускается только после полного удаления дефектного шва или его участка и подготовки места под сварку в соответствии с требованиями технологической документации и настоящего РД.
Место, подготовленное под сварку, должно быть принято ОТК.
3.5.7. Дефектные швы и их отдельные участки можно заваривать любым способом, обеспечивающим требуемое качество сварного соединения.
При заварке отдельного участка шва должно быть обеспечено перекрытие прилегающих концов основного шва.
После заварки участок шва необходимо зачистить до полного удаления раковин и рыхлости в кратере и создания плавных переходов к основному металлу.
3.5.8. При наличии непроваров или прожогов в соединениях, выполненных точечной сваркой или электрозаклепками, допускается сварка дополнительных точек по числу дефектных при условии сохранения прочности и товарного вида изделия.
3.5.9. Исправленные швы сварных соединений должны быть повторно проконтролированы в соответствии с требованиями настоящего РД.
3.5.10. Не допускается исправление дефектного участка более двух раз.
3.5.11. Остаточные деформации в сварных соединениях, превышающие допустимые, устраняются механической (в холодном и горячем состоянии изделия) или термической правкой. Способ правки выбирается в соответствии с технологической документацией и требованиями настоящего РД.
3.5.12. Швы сварных соединений должны удовлетворять следующим требованиям:
иметь гладкую или мелкочешуйчатую поверхность и плавный переход к основному металлу. Неровность шва не должна превышать 0,5 мм для легкодоступных швов и 1 мм для труднодоступных;
наплавленный металл должен быть плотным по всей длине шва, не иметь скоплений и цепочек поверхностных опор и шлаковых включений, прожогов и свищей;
все кратеры должны быть заварены.
3.5.13. В сварных соединениях не допускаются трещины всех видов и направлений, расположенные в швах и околошовной зоне, в том числе и микротрещины.
3.5.14. В сварных швах соединений не допускаются:
непровары на поверхности по сечению швов в соединениях, доступных сварке с двух сторон, глубиной более 5 % толщины основного металла, если толщина не превышает 40 мм и более 2 мм, если толщина основного металла превышает 40 мм. Длина непровара должна быть не более 50 мм и общая длина участка непровара не более 200 мм на 1 м шва;
непровары в корне шва в соединениях, доступных сварке только с одной стороны, без подкладок, глубиной более 15 % толщины основного металла, если эта толщина не превышает 20 мм, и более 3 мм, если толщина основного металла превышает 20 мм;
размеры отдельных шлаковых включений или пор, либо скоплений их по глубине шва более 10 % при толщине свариваемого металла до 20 мм и более 3 мм при толщине свариваемого металла свыше 20 мм;
шлаковые включения, расположенные цепочкой или сплошной линией вдоль при суммарной их длине, превышающей 200 мм на 1 м шва;
скопления газовых пор в отдельных участках шва в количестве более 5 на 1 см 2 площадки шва;
суммарная величина непроваров, шлаковых включений и пор, расположенных отдельно или цепочкой, превышающая в рассматриваемом сечении при двусторонней сварке 10 % толщины свариваемого металла, или 2 мм; при односторонней сварке без подкладок превышающая 15 %, или 3 мм;
Источник
Каталог
Рекомендации
При выполнении ремонтных работ ручной дуговой сваркой приходится заваривать различные виды трещин, а также всевозможные технологические отверстия, в том числе резьбовые. Посоветуйте, пожалуйста, как это делать правильно и эффективно?
Заварка трещин. Как показывает опыт, заварка (ремонт) трещин без соответствующей подготовки может вызвать их мгновенное распространение даже при незначительных нагрузках и снижении температуры. Поэтому подготовку кромок под сварку и наложение сварных швов при заварке ручной дуговой сваркой проводят в соответствии с требованиями ГОСТ 5264 и ГОСТ 11534. Если форма и размеры ремонтных швов не вписываются в стандартные, то в каждом конкретном случае их вычерчивают с учетом особенностей и размеров элементов, а затем заносят в КТД и паспорт изделия.
Перед разделкой необходимо тщательно осмотреть трещину, точно определить ее концы (границы трещины хорошо проявляются при нагреве их газовой горелкой до температуры 100-150°С), накернить их, затем засверлить сверлом диаметром 6-10 мм, а при толщине детали более 100-125 мм — сверлом диаметром 20-25 мм. Сверление выполнять так, чтобы центр отверстия совпадал с концом трещины или был на 3-5 мм дальше трещины. Когда отверстия на концах трещины высверлить невозможно (дрель не помещается в конструкции), по согласованию с технологами, на полностью разгруженных или сжатых элементах отверстия прожигают газокислородным пламенем, отступив от конца трещины на 50-80 мм. Для лучшего провара отверстия в конце трещины следует раззенковать на 1/2-1/3 толщины стенки. Разделку трещин и выборку металла можно производить как механически, так и дуговым способом — специализированными электродами марки АНР-2 без зачистки кромок разделки или воздушно-дуговой строжкой угольными электродами, что требует обязательной абразивной зачистки. Несквозные трещины необходимо разделывать на глубину, превышающую глубину их залегания не менее чем на 3 мм.
При заварке защемленных трещин (не выходящих на кромку) даже в конструкциях из низкоуглеродистых сталей рекомендуют перед сваркой произвести подогрев газовой горелкой мест, расположенных непосредственно за концами трещин. В отдельных случаях при высокой жесткости конструкции, большой толщине элементов, отсутствии специализированных сварочных материалов сварочные работы следует производить, если позволяют размеры, с предварительным подогревом до температуры 200-250°С всей детали с последующим замедленным охлаждением в песке или путем укрытия асбестовой тканью.
Если трещина имеет длину более 300 мм, ее следует заваривать обратноступенчатым способом с длиной отдельной ступени 150-200 мм (рис. 1). При этом каждую отдельную ступень заваривают в направлении от кромки к концу трещины. После полной заварки трещины производят подварку корня шва с обратной стороны, предварительно подрубив вершину шва до полного удаления наплывов, шлака и черновин.
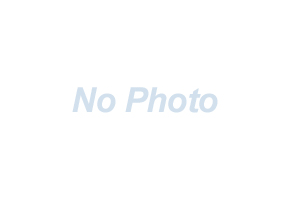
Рис. 1. Схема заварки трещины длиной более 300 мм
Если невозможно подварить шов с обратной стороны, то разрешается выполнять швы без подварки с обязательным соблюдением проектного зазора между кромками. Во время сварки таких швов нужно внимательно следить за проваром кромок на всю толщину, применяя в таких случаях по возможности остающиеся подкладки, плотно прилегающие к стенкам.
При многослойной сварке заполнение участков производят «горкой» или «каскадным способом». При заполнении участков шва «горкой» вначале наплавляют первый слой на небольшом участке, затем второй, который полностью перекрывает начало первого слоя. Затем в таком же порядке наплавляют третий и четвертый слои, образуя таким образом «горку» (рис. 2).

Рис. 2. Последовательность наложения валиков способом «горка»
Разница по ширине и высоте сварного шва в разных сечениях допускается не более 2 мм при условии плавного перехода от одного размера к другому. В случае заварки дефектного участка шва (после вырубки) допускается разница по ширине до 4 мм относительно невырубаемого шва. При этом должен быть обеспечен плавный переход от одного размера к другому. При заварке трещины по сварному шву концы ее должны быть засверлены, а ранее наплавленный металл — полностью удален.
При заварке трещин, проходящих по заклепочным соединениям или в конструкциях, укрепленных жесткими связями, необходимо удалить по одному ряду заклепок или связей с обеих сторон трещины. После заварки трещины поставить удаленные заклепки или связи. Если трещина доходит до заклепки, то последняя также должна быть удалена перед сваркой.
Заварка и обварка отверстий. Заварку отверстий в зависимости от их диаметра и глубины можно производить путем вварки вставок, сплошной заплавки и приварки накладки.
Отверстия диаметром 50 мм и более следует заваривать путем вварки конусообразной вставки (рис. 3), изготовленной из того же металла, что и деталь. Вставку перед вваркой необходимо прихватить в трех местах, затем обварить по периметру.

Рис. 3. Схема вварки конусообразной вставки в отверстие диаметром более 50 мм
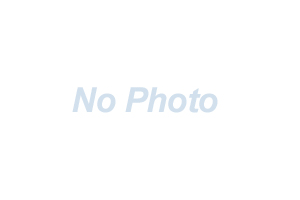
Рис. 4. Схема подготовки отверстия под заварку зенкованием
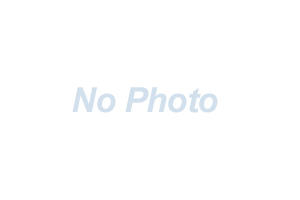
Рис. 5. Схема подготовки отверстия под заварку путем установки перегородки
Отверстия, глубина которых больше двух диаметров, перед заваркой следует раззенковать (рис. 4) или перегородить пластиной толщиной 2-4 мм (рис. 5) из малоуглеродистой стали. Разрешается заваривать такие отверстия, применяя пробки в последовательности, указанной на рис. 6.
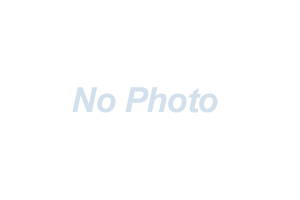
Рис. 6. Схема заварки отверстия с помощью пробок
Отверстия диаметром менее 15 мм перед заваркой нужно рассверлить до диаметра 18-20 мм. При наличии в завариваемом отверстии резьбы последнюю удаляют сверлом, диаметр которого на 1,5-2 мм больше наружного диаметра резьбы.
Перед сваркой стенки отверстия должны быть очищены от ржавчины, грязи и масла. Если отверстие не перегораживают пластиной, то его с одной стороны необходимо закрыть огнеупорной подкладкой, флюсовой подушкой и т. п.
Заварку отверстий рекомендуют производить в нижнем положении наложением круговых валиков электродом, наклоненным к стенке под углом 30-40°. Если отверстие перекрывают с одной стороны накладкой, то последнюю приваривают с двух сторон по периметру (снаружи и со стороны отверстия).
Обварку отверстий с целью уменьшения размеров по диаметру производить электродуговой сваркой в один слой по всей толщине стенки с напуском на кромки.
При вертикальном положении стенки с обвариваемым отверстием сварку целесообразней производить по окружности в два приема с движением электрода снизу вверх (рис. 7).
Рис. 7. Схема обварки отверстия с целью уменьшения размеров
Источник
Каким способом следует удалять трещины под последующую заварку ответ
РУКОВОДЯЩИЙ ТЕХНИЧЕСКИЙ МАТЕРИАЛ
Исправление дефектов стальных отливок методом заварки
Срок введения с 01.01.79
до 01.07.93
(Измененная редакция, Изм. N 1)
РАЗРАБОТАН Всесоюзным проектно-технологическим институтом энергетического машиностроения
ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Техническим Управлением Министерства энергетического машиностроения
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Указанием Министерства энергетического машиностроения от 15.03.78 N ЮК-005/516
ПЕРЕИЗДАНИЕ 1988 г. с Изменением N 1, утвержденным в марте 1988 г., указанием N ВА-002-3514
Настоящий руководящий технический материал (РТМ) распространяется на стальные отливки деталей паровых, газовых, гидравлических турбин и компрессоров и предназначен для применения на предприятиях* турбостроения.
* Термин «предприятие» включает научно-производственные и производственные объединения и предприятия.
РТМ устанавливает порядок исправления дефектов отливок методом дуговой заварки, технологическую последовательность проведения работ, режимы предварительного и сопутствующего подогрева отливок и методы контроля качества заварки дефектов.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Исправление дефектов отливок методом дуговой заварки у изготовителя производится до или после окончательной термической обработки, но обязательно после предварительной термической обработки.
1.2. Исправление дефектов отливок методом дуговой заварки у заказчика производится после окончательной термической обработки.
Примечание. В п.п. 1.1, 1.2 настоящего РТМ приняты следующие термины:
ИЗГОТОВИТЕЛЬ — предприятие или подразделение предприятия, поставляющее отливки;
ЗАКАЗЧИК — предприятие или подразделение предприятия, получающее отливки.
1.3. Исправление дефектов отливок в условиях электростанций должно производиться в соответствии с настоящим РТМ или РТМ 108.020.05-75 «Исправление дефектов в литых корпусах деталей турбин и паровой арматуры методом заварки без термической обработки».
1.4. Режимы термической обработки отливок после исправления дефектов устанавливаются службой главного металлурга предприятия, производящего исправление дефектов, и в настоящем РТМ не оговариваются.
1.5. К исправлению дефектов отливок ответственного назначения допускаются квалифицированные сварщики, прошедшие аттестацию в соответствии с «Правилами аттестации сварщиков»*, утвержденными Гостехнадзором СССР от 23 июня 1971 г.
1.6. При исправлении дефектов отливок должны соблюдаться требования нормативно-технических документов системы безопасности труда.
2. СВАРОЧНЫЕ МАТЕРИАЛЫ
2.1. Сварочные материалы (электроды, сварочная проволока, углекислый газ), применяемые для заварки дефектов отливок, должны подвергаться входному контролю на соответствие требованиям стандартов, технических условий, паспортов и других нормативно-технических документов.
2.2. Типы и марки электродов и марки сварочной проволоки для различных марок сталей отливок приведены в рекомендуемом приложении.
2.3. Замена марки электрода в пределах одного типа производится только с разрешения главного сварщика предприятия, исправляющего дефекты.
2.4. Хранение и транспортирование сварочных материалов должно производиться в соответствии с требованиями нормативно-технических документов.
2.5. Электроды перед использованием должны быть прокалены в соответствии с требованиями паспорта или технических условий. При соблюдении требований по влажности покрытия прокалка электродов может не производиться.
2.6. Сварочная проволока перед использованием должна быть очищена от ржавчины, масла и других загрязнений.
3. ПОДГОТОВКА ОТЛИВОК ДЛЯ ЗАВАРКИ
3.1. Исправление дефектов отливок методом дуговой заварки производится после всех видов контроля, предусмотренного техническими условиями на отливку, требованиями чертежа и технологического процесса.
3.2. Исправлению методом заварки подлежат следующие дефекты в отливках:
трещины поверхностные и сквозные, доступные к заварке на всем протяжении;
раковины поверхностные и сквозные, имеющие местный характер;
пористость местного характера;
немерности, обнаруженные при разметке и требующие исправления наплавкой;
плены, ужимины и другие дефекты.
3.3. Удаление дефектов перед заваркой в отливках из сталей всех марок, применяемых в турбостроении, производится механической обработкой (фрезерованием, строганием, сверлением), вырубкой пневматическим инструментом и обработкой абразивным инструментом.
3.4. Допускается производить удаление дефектов:
воздушно-дуговой и плазменно-дуговой поверхностной резкой при условии обязательной механической обработки или обработки абразивным инструментом поверхности реза на отливках из углеродистых сталей марок 20Л, 25Л (по ГОСТ 977-75*), 20ГСЛ (по ОСТ 108.961.02-79, ОСТ 108.961.04-80) и из сталей аустенитного класса до полного удаления следов резки, на отливках из других сталей — на глубину не менее 2 мм;
* На территории Российской Федерации действует ГОСТ 977-88. Здесь и далее. — Примечание изготовителя базы данных.
ацетилено-кислородной поверхностной резкой на отливках из перечисленных сталей с последующей механической обработкой или обработкой абразивным инструментом поверхности реза на глубину не менее 1 мм, на отливках из других сталей — на глубину не менее 4 мм.
Удаление дефектов ацетилено-кислородной поверхностной резкой на отливках из сталей аустенитного класса не допускается.
Источник



