
- Зенкер и зенкерование – что это такое
- Применение и виды зенкеров
- Зенкерование и смежные с ним операции
- Правила зенкерования металла
- Зенкерование отверстий
- Нововведение или очередное сверло?
- Виды зенкеров – классифицируем способы обработки
- Как зенкеровать металл правильно
- Зенкер своими руками
- Терминология
- 3 Как правильно зенкеровать металл?
- Назначение зенкерования и сферы применения
- 1 Зенкер – назначение и виды инструмента
- Проблемы при работе с инструментом
- Общие правила для подбора зенкера и оборудования
- Особенности зенкерования
- Зенкер. Назначение и виды инструмента
- Виды и назначение зенковок
- Зенкерование по металлу и дереву. Особенности
Зенкер и зенкерование – что это такое
В процессе производства деталей и изделий высокого качества довольно часто приходится иметь дело с недостаточной точностью выполнения нужных отверстий. Для получения необходимых параметров применяют зенкер.

Зенкер насадной d35
Применение и виды зенкеров
Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов (на фото). Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания.
Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси.

Зенкер с твердосплавными пластинами
Разработали зенкер для металлообрабатывающей промышленности с целью обработки просверленного, продолбленного или выполненного с помощью штамповки отверстия. Зенкер по металлу, требования к характеристикам которого регулирует ГОСТ 12489-71, используется при выполнении промежуточной или уже конечный обработки. В связи с этим выделяют два вида инструмента:
- для последующего развертывания с припуском;
- для получения высокоточного отверстия – с квалитетом Н11 (допуск 4–5 класса точности).
Ознакомиться с требованиями ГОСТ к зенкерам можно, скачав документ в формате pdf по ссылке ниже.
При применении расточки увеличивается диаметр, повышается точность поверхности и чистота отверстия. Зенкерование предназначается в основном для:
- достижения более гладкой, чистой поверхности отверстия перед процедурой развертывания или нарезания резьбы;
- калибрования отверстия под болт, шпильку или какой-либо другой крепеж.
Применяются зенкеры, требования к которым определяет ГОСТ 12489-71, также при обработке торцевых поверхностей и при выполнении некоторых операций, придающих отверстию нужный профиль (например, расширение углубления в верхней части отверстия, предназначенного под головки болтов).
Зенкеры подразделяют на несколько видов по способу их закрепления в станок:
- насадной;
- хвостовой (с метрическим конусом или с конусом Морзе – виды хвостовика для крепления в станок).

По конструкции зенкеры бывают следующих видов:
- сборные;
- цельные;
- сварные;
- с твердосплавными пластинами.
Цельный зенкер похож на сверло, поэтому второе его название – сверло-зенкер. У него больше, чем у простого сверла, спиральных канавок и режущих кромок (от 3 до 6 зубьев). Режущую часть инструмента, как оговаривает ГОСТ 12489-71, выполняют из быстрорежущей стали P18, P9 или делают с твердосплавными пластинами (BK4, BK6, BK8 для обработки чугуна, T15K6 – для обработки стали). Инструмент, оснащенный твердосплавными пластинами, имеет большую производительность (более высокую скорость резания), чем изготовленный из быстрорежущей стали.
Выделяют также зенкер конический (для обработки поверхностей конической конфигурации) и так называемый обратный тип зенкеров.

Спиральные хвостовые зенкеры
Зенкерование и смежные с ним операции
Зенкерование сходно с операцией рассверливания: оба процесса ведутся с готовым отверстием. Отличие состоит в том, что результат зенкерования получается более точным. В процессе операции устраняются недостатки, возникающие после штамповки, литья или сверления. Улучшаются такие показатели, как чистота поверхности, точность, достигается высокая степень соосности.
Часто при формировании отверстий сверлом (особенно глубоких) наблюдается отклонение от центра из-за невысокой жесткости инструмента. Зенкер от сверла отличается тем, что имеет более высокую жесткость из-за увеличенного числа режущих зубьев. Важно, что такое отличие обеспечивает более точное направление движения инструмента, а при меньшей глубине резки наблюдается высокая чистота. При сверлении отверстий можно получить квалитеты 11–12, шероховатость поверхности отверстия Rz 20 микрометров. При операции зенкерования получаем квалитеты 9–11, шероховатость 2,5 микрометров.

Развертки конические под конус Морзе
Еще более точной операцией является процесс развертывания (6–9-й квалитеты, Rа 1,25– 0,25 микрометров). Это уже чистовая обработка резанием. Зенкерование отверстий – получистовая операция. Зенкерование и развертывание отверстий, если обе этих операции предусмотрены технологическим процессом, выполняются за одну установку детали на станке.
Нередко путают зенкерование и зенкование отверстий и некорректно называют зенкером другой инструмент – зенковку (см. фото ниже). Зенковки, в отличие от зенкеров, имеют другую конструкцию и применяются для решения иных технологических задач.

Зенковка применяется в процессе снятия фаски с верхней части отверстий, а также для получения углублений конической формы. Бывает также зенковка цилиндрическая, но такой инструмент правильнее называть цековкой. При помощи такого инструмента в деталях получают углубления соответствующей формы. Для выполнения такой зенковочной операции также может быть использован универсальный инструмент – сверло, специально совмещенное с зенковкой.
Посмотрев данное видео, можно легко понять принцип работы и назначение зенковки, а также ее отличие от зенкера и других родственных инструментов для обработке отверстий.
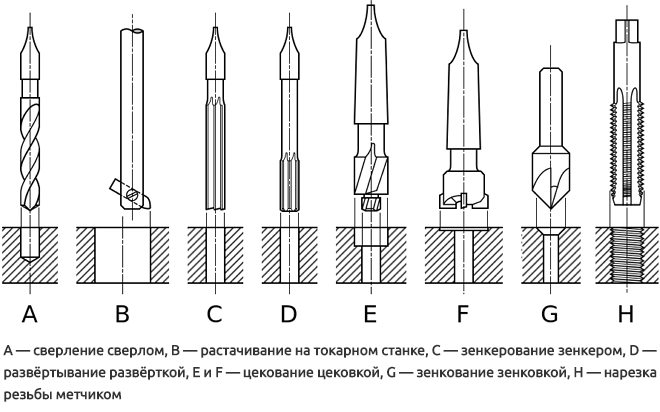
Чтобы не путаться в схожих операциях, достаточно рассмотреть и запомнить данную схему, наглядно объясняющую конструктивные отличия и назначение инструментов для обработки отверстий
Правила зенкерования металла
В домашних условиях для зенкерования углублений (например, под головки болтов или для изменения диаметра отверстия в большую сторону) подойдет и простое сверло, закрепленное в электрическую или даже в ручную дрель. В производственных же масштабах зенкерование – операция, которая требует немалой мощности и точности используемого оборудования. Именно поэтому в условиях производства для выполнения зенкерования, как, собственно, и зенковки, используют оборудование:
- токарное (чаще всего);
- сверлильное (не менее часто);
- расточное (нередко, как одну из вторичных операций);
- агрегатное (как вторичную операцию автоматизированной линии);
- вертикальное или горизонтальное фрезерное (редко).
В процессе обработки отверстия, полученного в изделии в процессе его литья, желательно прежде расточить его резцом примерно на 5–10 миллиметров в глубину для того, чтобы зенкер принял правильное первоначальное направление.
При обработке изделий из стали рекомендуется применять смазочно-охлаждающие жидкости. Процесс зенкерования чугуна и цветных металлов охлаждения не требует. Правильный подбор металлорежущего инструмента, используемого как для зенкования, так и для зенкерования, – очень важный этап. Для этого обращают внимание на определенные факторы:
- Тип инструмента подбирается в зависимости от материала детали, характера проводимой обработки. Должны также учитываться месторасположение отверстия, серийность выполняемых процессов.
- Исходя из заданных глубины, диаметра, необходимой точности обработки, подбирают размер инструмента для зенкерования и зенковки.
- Конструкцию зенкера и зенковки определяют по способу крепления инструмента на станке.
- Материал инструмента для выполнения зенкерования или зенковочной операции зависит от материала обрабатываемой детали (например, существуют зенковки специально для работ по дереву), интенсивности режима работы и некоторых других факторов.

Зенкерование на вертикально сверлильном станке с ЧПУ
Зенкер выбирают по справочникам или руководствуясь таким нормативным документом, как ГОСТ 12489-71. Инструмент должен соответствовать определенным техническим условиям применения, что также оговаривает ГОСТ 12489-71.
- Изделия, изготовленные из конструкционной стали, с отверстиями до 40 миллиметров в диаметре обрабатываются зенкером, изготовленным из быстрорежущей стали, имеющим диаметр соответственно 10–40 миллиметров и 3–4 зуба.
- Для изделий из труднообрабатываемых и закаленных сталей при расточке применяют оснастку с твердосплавными пластинками диаметром 14–50 миллиметров и имеющую 3–4 зуба.
- В изделиях из конструкционной стали отверстия до 80 миллиметров диаметром растачивают зенкером из быстрорежущей стали, применяя насадные головки диаметром 32–80 миллиметров.
- В изделиях из цветных металлов и чугуна для расточки глухих отверстий применяют перовой зенкер.
- Глухие отверстия диаметром 15–25 миллиметров обрабатывают специальным инструментом для зенкерования, в корпусе которого имеется канал, по которому подается смазочно-охлаждающая жидкость в зону резания.
Необходимым условием при зенкеровании является соблюдение припусков. Диаметр выбранного инструмента в итоге должен совпасть с конечным диаметром отверстия после обработки. Когда после зенкерования планируется выполнение развертывания отверстия, диаметр инструмента уменьшают на 0,15–0,3 миллиметра. Если же намечено черновое растачивание либо сверление под зенкерование, необходимо оставлять припуск на сторону величиной от 0,5 до 2 миллиметров.
Зенкерование – намного более производительный процесс, чем обработка резцами. Скорость резания для зенкера из быстрорежущей стали близка к процессу сверления, а подачи – выше в 2,5–3 раза. Именно поэтому процесс зенкерования происходит быстрее, чем процесс сверления.
Источник
Зенкерование отверстий
Нововведение или очередное сверло?
Каждый строитель знает, что качественно обработать отверстие до или после использования сверла довольно важно. Ведь именно от этого зависит качество дальнейшей работы
Помощником в этом деле является зенкер – осевой инструмент с множеством лезвий. Многие до сих пор его путают с одним из типов сверла. Возможно, на вид они чем-то и похожи, но на самом деле это две абсолютно разные вещи. Конструкция зенкера значительно прочнее конструкции сверла. Он также действует при помощи поступательного движения и нескольких лезвий, но, в отличие от сверла, убирает все лишнее из детали или элемента, а также устраняет засор при креплении чего-либо к стене.
Таким образом, сверло – это режущий инструмент, который позволяет сделать отверстие, а назначение зенкера – обрабатывать отверстие. Зенкеры делятся по таким параметрам, как конструкция и способ закрепления. Относительно этих факторов они бывают хвостовые или насадные, цельные или сборные. Именно такие режущие инструменты нужны либо для предварительной, либо для окончательной обработки отверстий. Помимо вышеперечисленных параметров, типы зенкеров классифицируют по материалам, которые использовались при их изготовлении: быстрорежущая сталь и твердые сплавы.
Изучим немного зенкер: чертежи показывают, что он состоит из нескольких элементов режущей части (основная режущая деталь), калибрующей части (задает верное направление и калибрует отверстия), хвостовика (благодаря ему инструмент можно закрепить в станке). Но есть такие варианты, которые крепятся в станке иначе. К примеру, зенкер насадной. Он не совсем такой, как остальные представители. Основной отличительной особенностью являются 4 винтовые кромки, а также возможность обработки деталей до 100 мм.
Фото конического зенкера по дереву, shuruping.ru
На фото – набор зенкеров, megasklad.ru
Фото насадных зенкеров, tdsvarki.ru
На фото – зенкер из стали с 6-тигранным хвостовиком для обработки древесины, obi.ru
Фото зенкера из инструментальной стали Wolfcraft, megatec.pl
Виды зенкеров – классифицируем способы обработки
Классифицируют такие приборы по способу обработки на цилиндрические, конические и торцевые.
- Цилиндрический применяется для того, чтобы расширить цилиндрическое отверстие на 1-8 мм. Если у него есть направляющая цапфа, то он нужен для того, чтобы обработать углубления под головки винтов. Именно такие инструменты чаще всего используются в промышленности. Его составляют элементы, которые предусмотрены для большинства таких режущих инструментов, но есть одно отличие – цапфа. Она может быть цельной или съемной. Второй ее вариант более удобен для заточки. Ведь она производится, в основном, при снятом приспособлении.
- Конические модели нужны для того, чтобы обработать углубления для головок винтов, гнезд под клапаны и прочие детали. Они представляют собой прямые зубья с плоской поверхностью впереди. Их количество может быть от 6 до 12. Этот вариант, как и цилиндрический, используется в промышленных целях.
- Торцевые разновидности используются для того, чтобы зачистить торцевые плоскости бобышек и прочего. Они имеют зубья только на торце. Они могут быть односторонние или двусторонние. Вторые имеют зубья на обеих сторонах инструмента.
Как зенкеровать металл правильно
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
- В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.
- Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.
- Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
- Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
- Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.
- В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
- Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
- При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
- Инструментом из быстрорежущей стали обрабатывают изделия из обычной конструкционной стали. При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.

Несоответствие процесса установленной технологии часто выступает причиной брака. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.
Зенкер своими руками

Зенкер по дереву довольно популярный инструмент на рынке, но в вашем магазине его может не быть, а вещь нужная. А в случае, когда все необходимые компоненты уже есть, в таком случае можно построить зенкерный станок своими руками. Оборудование будет далеко от профессиональных агрегатов, которые используют на предприятиях и фабриках, однако оно имеет преимущества перед дорогими аналогами. Для того, чтобы построить станок нужны следующие вещи:
Основание ля станка из дерева или металла;
Прочный угловой штатива, также из дерева или железа;
Самодельная стойка для дополнительной устойчивости;
Пружинный механизм, для обратного движения дрели.
Это базовые компоненты, из которых можно собрать станок, который обеспечит устойчивую и точную обработку. От выбора материала будет зависеть прочность, вес, долговечность, цена постройки. Сильно экономить в этом вопросе не стоит, потому что зенкерование – точный процесс, а любое отклонение или недочет может привести к плохим результатам.
Для создания самой насадки используйте саморез или сверло, которое нужно обрезать, добавив новые лезвия. Плюсов у такой конструкции много:
Создается в домашних условиях из имеющихся компонентов;
Не требуют больших вложений;
Можно настраивать в любое время под индивидуальные конфигурации;
Возможность проводить самые разные виды стационарных работ с дрелью;
Но даже с учетом всех преимуществ у кустарного зенкера есть ряд недостатков. Некоторые минус незначительны и легко исправляются, однако они есть и по большей части связаны с просчетами во время моделирования и неправильной сборке конструкции. Вот эти минусы:
Ошибка во время заточки может привести к завышенному значению диаметра;
Быстрый износ насадок;
Любой недочет и ошибка приводит к потери качества;
Поэтому нужно уделить внимание на просчитывание конструкции и тестировать станок до его прямого использования. И если сделать все правильно, то такой станок будет отличным помощником в работе с деревянными деталями
А при желании оборудование можно переоборудовать и для железных деталей.
Видеоролик, где описан последовательный процесс создания зенкера по дереву
Терминология
Зенковка – является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий – это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки

Зенкер – инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
 А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком
Зенкование отверстий – процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали. Приспособление, используемое для этой задачи, называется зенковкой.

3 Как правильно зенкеровать металл?
Для зенкерования в домашних условиях углублений под головки болтов или увеличения диаметра отверстия сгодится и сверло, предназначенное для этого. А в качестве исполнительного инструмента подойдет электрическая или даже ручная дрель. Однако, в масштабах производства зенкерование – точная операция, требующая большой мощности. Поэтому эта механическая обработка является машинной и выполняется на станках:
- токарных – наиболее часто;
- сверлильных – наиболее часто;
- фрезерных (вертикальных или горизонтальных) – редко. Как правило, на оборудовании с ЧПУ в качестве части программы;
- расточных – часто, в порядке вторичной операции;
- агрегатных – в качестве одной из операций автоматизированной линии.
При обработке отлитого отверстия рекомендуется его предварительно расточить резцом на 5–10 мм в глубину, чтобы дать инструменту для зенкерования первоначальное направление. При работе со сталью следует использовать СОЖ (смазочно-охлаждающие жидкости)
Зенкерование цветных металлов и чугуна не требует охлаждения. Очень важно правильно подобрать металлорежущий инструмент для зенкерования. При этом принимают во внимание следующие факторы:
- тип требуемой оснастки определяется материалом детали, расположением отверстия, характером обработки и серийностью производства;
- размер инструмента подбирают, учитывая глубину, диаметр отверстия и необходимую точность обработки;
- конструкция выбираемого инструмента зависит от способа его закрепления на станке;
- материал металлорежущей оснастки зависит от режима работы, материала детали и других факторов.

Выбранный по справочникам или согласно ГОСТ зенкер должен будет соответствовать следующим техническим условиям применения:
- в изделиях из конструкционной стали отверстия диаметром до 40 мм обрабатывают оснасткой для зенкерования из быстрорежущей стали с 3–4 зубьями и диаметром 10–40 мм;
- в изделиях из сталей, закаленных и труднообрабатываемых, для расточки отверстий используют инструмент с твердосплавными пластинами, имеющий 3–4 зуба и диаметр 14–50 мм;
- в изделиях из конструкционной стали расточку отверстий диаметром до 80 мм проводят оснасткой из быстрорежущей стали с насадными головками и диаметром 32–80 мм;
- в изделиях из цветных металлов и чугуна глухие отверстия растачивают перовым инструментом;
- глухие отверстия 15–25 мм обрабатывают специальной оснасткой для зенкерования, у которой в корпусе есть специальный канал для подачи в зону резания СОЖ.

При зенкеровании необходимо соблюдать припуски. Диаметр инструмента должен совпадать с окончательным диаметром обрабатываемого отверстия. Если предполагается последующая дополнительная расточка разверткой, то диаметр оснастки для зенкерования должен быть уменьшен на 0,15–0,3 мм. В случае с предшествующим черновом растачивании или сверлении под зенкерование оставляют припуск на сторону в 0,5–2 мм.
Зенкерование гораздо более производительно, чем обработка резцами. Для оснастки из быстрорежущей стали скорость резания примерно такая, как в процессе сверления, а подачи – больше в 2,5–3 раза. Таким образом, зенкерование производится быстрее сверления.
Назначение зенкерования и сферы применения
Зенкерование отверстий – необходимая операция в машиностроении и станкостроении. Здесь точность деталей должна соответствовать микронам, и это в первую очередь касается просверленных каналов. Отверстия в металле, которые не имеют четкой цилиндрической формы, строгого диаметра по длине, в ответственных конструкциях могут стать причиной дополнительного люфта и, как следствие, привести к быстрому износу подшипниковых узлов и разрушению конструкции в целом. Зенкерование значительно повышает их точность, доводя до четвертого и пятого класса.
Процесс зенкерования в металлических заготовках позволяет добиться следующих результатов:
- Предварительно просверленный канал после обработки приобретает строгую форму цилиндра по всей своей длине – этот момент способствует четкому прохождению резьбовых соединений, валов, шпинделей, тяг сквозь него без лишних напряжений и люфтов.
- Канал получает строгие геометрические параметры относительно диаметров в каждой конкретной точке канала. Как следствие – меньший люфт и износ самого отверстия, если оно является частью узла, где происходит механическая передача, а также меньший износ передаточного механизма.
- Значительно повышается чистота канала. Пониженная шероховатость способствует меньшему образованию стружки, которая может возникнуть от вибрации и трения, большей крепости, надежности, износостойкости канала и всей конструкции в целом.
Если предварительно полученное отверстие имеет класс точности не выше третьего, то нужно проводить зенкерование и развертывание.
1 Зенкер – назначение и виды инструмента
Зенкером называют многолезвенный (многозубый) режущий инструмент, который применяют для обработки отверстий круглого сечения, предварительно выполненных в заготовках или деталях из различных материалов. Обработка состоит в улучшении качества поверхности отверстия или увеличении его диаметра методом резания, а сам процесс называют зенкерование. Процесс резания подобен сверлению – оснастка для зенкерования вращается вокруг своей оси и одновременно поступательно движется вдоль оси.
Изначально данный инструмент был разработан для металлообрабатывающей промышленности, как средство механической обработки отверстий, полученных сверлением, долблением, штамповкой или в процессе отливки заготовок. В настоящее время эта оснастка по-прежнему, в основном, используется при металлообработке. Зенкер по металлу применяют для промежуточной или окончательной обработки. Соответственно, существующий инструмент делят на:
- Зенкер конический и цилиндрический – особенности и виды в металлообработке!
- Чем отличается зенкование от зенкерования – объясняем простым языком
- 6Т13 – популярный фрезерный станок Горьковского завода
- №1 – для последующего развертывания (обработки отверстия разверткой), с припуском;
- №2 – с квалитетом Н11 (допуск 4–5 класса точности).
Во время расточки происходит увеличение диаметра и повышение чистоты, точности поверхности отверстия. Основные назначения зенкерования:
- сглаживание, очистка поверхности отверстий перед развертыванием или нарезанием резьбы;
- калибрование отверстий под шпильки, болты и другой крепеж.
Инструмент для зенкерования также используют для обработки торцевых поверхностей и для придания отверстиям необходимого профиля (расширяют на требуемую глубину – под головки болтов, например).
По способу крепления в станок инструмент делят на виды:
- хвостовой с конусом Морзе или метрическим конусом (конструкции хвостовика для соответствующего крепления в станок);
- насадной.
По конструкции различают:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами.

Первые напоминают внешним видом сверло, за что их даже называют сверло-зенкер. Они состоят из таких же элементов, но оснащены большим числом спиральных канавок и режущих кромок (количество зубьев 3–6). Режущая часть выпускаемого инструмента может быть из быстрорежущей стали Р18, Р9 или с твердосплавными пластинками (ВК4, ВК6, ВК8 для работ с чугуном, Т15К6 – со сталью). Оснастка с твердосплавными пластинами более производительна (скорость резания более высокая), чем из быстрорежущих сталей.
Проблемы при работе с инструментом
Как и все инструменты, наш объект обсуждения может сломаться в самый неподходящий момент. Это относится не только к самой режущей компоненте, но и к тому элементу, который используется в качестве электроинструмента. Бывает так, что отверстие при использовании зенкера получается разбитым. Причиной этого может быть неправильно заточенный режущий инструмент. Здесь может быть два способа исправления ситуации: заточить его или поставить новый.
Еще одна проблема, с которой сталкиваются специалисты – часть поверхности отверстия остается необработанной. Здесь может быть две причины: припуск резца слишком мал, это можно исправить, увеличив припуск, или же заготовка в патроне перекосилась, здесь нужно внимательно осмотреть заготовку и проверить отверстие на биение. Самая распространенная проблема – это несоответствующее качество обработанной поверхности. Причин у этой ситуации может быть 4: большой припуск (устранить при помощи его уменьшения), затупился инструмент (заменить его на другой), стружка на ленточках (чаще очищать режущий инструмент от стружки), слишком большая подача (уменьшить ее).
Это основные проблемы, которые встречаются при работе с зенкером. Но есть и сопутствующие ситуации, которых можно избежать при правильной эксплуатации прибора. Поэтому следует для начала изучить инструкцию, которая к нему прилагается. Ведь именно там можно найти ответы на большинство вопросов, касающихся эксплуатации. Таким образом, описанным инструментом можно обрабатывать как детали, так и поверхности. Основные специалисты, которые его используют – токари, отделочники и те, чьи профессии связаны непосредственно с обработкой деталей.
Общие правила для подбора зенкера и оборудования
Перед выбором необходимо определиться, что необходимо получить после такой обработки – улучшить качество отверстия, либо повысить его размерную точность. Первый вариант необходим, если в отверстии требуется нарезать резьбу (особенно – с мелким шагом), а второй – если в отверстие будет заводиться калиброванный крепёж в виде винтов, штифтов и т. д.
Учитывая описанный выше профиль рабочего торца зенкера, обрабатывать им можно и поверхности, непосредственно примыкающие к отверстию, например, с целью получения отверстия под потай.
В зависимости от условий отработки различают также цельные стальные зенкеры и инструмент с насадками из твёрдого сплава. В первом случае для изготовления используются быстрорежущие стали типа Р6М5 или Р6М5К5 (работа со стальными заготовками), во втором — для работ по дереву – можно применять и зенкеры из обычной углеродистой стали типа У7 или У8.
Твердосплавные насадные зенкера изготавливают из металлокерамики марок ВК4, ВК3М, минералокерамики ЦМ-332, а также из безвольфрамовых твёрдых сплавов ТМ-1 или ТМ-20. К стальному корпусу такие насадки, имеющие форму пластин, припаивают медью. Преимущества твёрдосплавных насадок к зенкерам – возможность в процессе обработки применять высокооборотистые режимы резания.

Долговечность зенкера определяется режимом его термической обработки, и, соответственно – твёрдостью. Рабочая часть инструмента, изготовленного из быстрорежущей стали, должна быть не менее HRC 62…64, а хвостовика — в пределах HRC 35…45. Зенкеры из углеродистых инструментальных сталей обладают твёрдостью рабочей части в HRC 56…60. Зенкеры по металлу с малыми диаметрами (до 6 мм) при покупке целесообразно проверять на твёрдость, используя тарированный напильник.
Для зенкеров по дереву используются также сборные и цельные конструкции. Эта технология для производства менее трудоёмкая, однако сборно-сварные исполнения инструмента весьма чувствительны к радиальному, и, особенно – торцевому – биению, поэтому техническое состояние патрона станка или дрели должно проверяться более тщательно.

При подборе типоразмера зенкера требуется учитывать не только размерный диапазон обрабатываемых отверстий, в частности, их глубины, но и реальную мощность используемого оборудования. Дело в том, что зенкерование – более энергозатратная операция, в сравнении со сверлением. Она требует повышенной мощности привода, поскольку всегда производится со значительными силовыми нагрузками на инструмент. Поэтому выбор, в частности, дрели обуславливается не только возможностью её функционирования на пониженных оборотах, но и достаточной мощностью двигателя (не менее 1,6 кВт).
Следует, однако, помнить, что наиболее качественным считается зенкерование, которое выполняется на станке. Тут с успехом используются и сверлильные, и токарные, и расточные станки. Для обработки можно приспособить также и фрезерный станок, однако лишь при наличии на нём устройства ЧПУ.
Домашние мастера обычно приобретают зенкеры в наборе. Это удобно и выгодно, но при этом следует проверить возможность установки хвостовика в патрон основного оборудования.
Особенности зенкерования
 Эта процедура похожа на сверление, ведь она тоже производится с уже сделанным отверстием. Разница лишь в том, что зенкерование характеризуется высочайшей точностью. При этом устраняются различного рода недостатки и дефекты, появляющиеся при сверлении, отливке или штамповке. Кроме того, происходит улучшение таких показателей, как точность и чистота поверхности, а также получается высокий уровень соосности.
Эта процедура похожа на сверление, ведь она тоже производится с уже сделанным отверстием. Разница лишь в том, что зенкерование характеризуется высочайшей точностью. При этом устраняются различного рода недостатки и дефекты, появляющиеся при сверлении, отливке или штамповке. Кроме того, происходит улучшение таких показателей, как точность и чистота поверхности, а также получается высокий уровень соосности.
Нередко бывает так, что при создании отверстия с помощью сверла происходит отклонение от центральной точки. Это обуславливается недостаточной жесткостью режущего инструмента. Зенкер характеризуется большей жесткостью, чем обыкновенное сверло, так как у него больше зубчиков.
Более высокоточной операцией считается развертывание, которое представляет собой уже чистовой процесс обработки.
Зенкерование часто путают с зенкованием, для которого предусмотрено совершенно другое приспособление — зенковка. Этот инструмент обладает иной конструкцией и предназначен для других технологических операций.
Зенковка используется для устранения фаски с отверстий, а также при создании конических углублений. Существуют и цилиндрические зенковки, но эти приспособления называются цековками.
Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
По типу закрепления в патроне станка:
По особенностям конструкции:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами и без них.
По геометрической форме:
По направлению ленточек и канавок:
- правого вращения;
- левого вращения.
Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.
Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.
Виды и назначение зенковок
Сверло-зенковка применяется для зенкования. Несмотря на то, что эта операция так же, как и зенкерование, имеет своей целью обработку отверстий в заготовках из различных материалов, конечная цель их будет различной. Эта операция требуется в тех случаях, когда есть необходимость в создании цилиндрических или конических углублений, позволяющих скрыть головки крепежных элементов.


Обработка заготовок зенковкой относится к получистовой, и выполняется перед развертыванием. Зенкерование проводится на токарных, фрезерных, расточных, сверлильных станках на малых оборотах.
По конструкции зенковки делятся на два вида:
Отдельную группу составляют твердосплавные зенковки (шарошки), основное предназначение которых – шлифовально-обдирочные работы. Для обработки отверстий и снятия фасок в труднодоступных местах применяется еще один вид инструментов – обратная зенковка. Для обеспечения реализации любых целей по обработке металлов и древесины целесообразнее приобретать набор зенковок, а не отдельные инструменты.


В конструкцию конических зенковок входят хвостовик и рабочая часть с углом конуса на вершине 60°, 75°, 90°, 120°. Количество режущих зубьев рабочей части отличается в зависимости от диаметра приспособления (12–60 мм), и может быть от 6 до 12. Для обеспечения соосности обрабатываемого отверстия применяется цапфа.
Зенковка цилиндрическая может иметь износоустойчивое покрытие. Применяется это устройство для подрезания фаски под метизы. По своей конструкции оно похоже на сверло, но имеет большее количество режущих элементов – от четырех до десяти, в зависимости от диаметра инструмента. На торце рабочей части есть направляющая цапфа, с помощью которой фиксируется положение инструмента во время работы. Цапфа может быть съемной или цельной. Чаще применяются устройства со съемными цапфами, так как они более практичны. На зенковку также может быть установлена режущая насадка.


Для обработки нескольких отверстий на одинаковую глубину зенковки используют с державками, имеющими вращающийся и неподвижный ограничители. При обработке заготовки режущий инструмент крепится в державке и выступает из ее упора на расстояние, равное глубине отверстий.
Зенковки изготавливаются из легированных инструментальных, быстрорежущих, углеродистых, твердосплавных сталей. Твердосплавные инструменты способны выдерживать большую нагрузку в течение продолжительного времени. Они, как правило, применяются для обработки заготовок из металла. Зенковка по дереву и цветным металлам изготавливается из быстрорежущих сталей, так как инструмент во время работы подвергается значительно меньшей нагрузке. При высоких нагрузках, например при обработке чугунных заготовок, требуется охлаждение инструмента с помощью специальных эмульсий.
Зенкерование по металлу и дереву. Особенности
Вначале выбирают конструктивное исполнение зенкера. Например, обработку заготовок из цветных металлов и сплавов можно вести обычным перовым зенкером, а для зенкерования высокоуглеродистых сталей подойдёт инструмент по металлу с 3…4 зубьями, при этом угол усечённого конуса может варьироваться в диапазоне 60…90º.

Технология производства данных операций включает в себя:
Проверку прямолинейности оси предварительно выполненного отверстия. Для этого используют нутромер, а деталь укладывают на ровную жёсткую плоскость.
Для заготовок из литых сплавов – пробную расточку до глубины в 5…10 мм. Это позволяет исключить влияние возможной несплошности литой структуры заготовки на биение зенкера.
Смачивание СОЖ передней кромки отверстия (для чугунных заготовок, а также изделий из цветных металлов это необязательно). В дальнейшем подачу СОЖ выполняют по имеющимся винтовым канавкам.
Силовую подачу зенкера по мере его внедрения в металл (усилие возрастёт в 2,5…3 раза, но это не является причиной неисправности).
Постепенное снижение подачи по мере приближения к противоположному торцу отверстия.
После обработки заготовки зенкером с развитой направляющей частью, последующий проход инструмента по отверстию не нужен.
Особый интерес у домашних мастеров вызывает комбинированный инструмент сверло-зенкер. Он представляет собой ступенчатое сверло, на торце которого оформлена зенкерующая часть. Для снижения износа и усилия продольной подачи эта часть снабжается полусферическими канавками, куда периодически поступает СОЖ, и выводится образующаяся стружка.

Поскольку сверло-зенкер по мере своего углубления в металл работает в различных условиях, то к его исполнению предъявляется ряд дополнительных требований:
- Наибольшую долговечность будет иметь рабочий инструмент с поверхностным высокостойким покрытием из нитрида титана или вольфрама. Воронёный инструмент (чёрного цвета) будет обладать несколько меньшей стойкостью;
- Наборы из нескольких типоразмеров свёрл-зенкеров помогают при окончательной обработке отверстия формировать в его торце коническую переходную часть под крепёж нужных размеров;
- Рабочая часть сверла должна быть минимально допустимой, при которой обеспечивается устойчивая обработка: длинные инструменты резко теряют в своей устойчивости от продольного изгиба, что, учитывая повышенную твёрдость, мгновенно приведёт к поломке.
Зенкеры по дереву отличаются не только материалом, но и формой торца рабочей части. Удобно пользоваться также специальной зенкерующей насадкой, которая надевается сверху на обычное сверло, и прикрепляется к нему при помощи винта. При этом качество сверления обеспечивается правильной заточкой сверла и оптимальным выбором его материала. Для глубоких заготовок (размерами выше 40…50 мм) рациональнее использовать свёрла из воронёной инструментальной стали, в то время как для менее толстых изделий лучшую долговечность показывают твёрдосплавные зенкеры.

Зенкерующая насадка под основной инструмент имеет ещё одно эксплуатационное преимущество: она – двухсторонняя, поэтому, будучи насаженной на сверло своей противоположной частью, может эффективно применяться как ограничитель глубины обработки полости.
Основные особенности зенкеров по дереву:
Изготовленная под углом 90° рабочая форма торца.
Увеличенное до 5 количество зубьев.
Возможность применения также и для зенковки отверстия, без изменения его диаметра.
Зависимость количества режущих кромок от обрабатываемого материала: для мягких пород древесины – сосны или липы – обычно достаточно одной режущей кромки. В то же время, при необходимости обработки дерева вдоль волокон, из-за опасности скола количество режущих кромок — две и более.
Конструкции такого инструмента различаются также в зависимости от материала изделия. Например, для фанеры или ДСП выбирается свой зенкер.
Хороший набор свёрл по дереву обязательно включает в себя и зенкер (как самостоятельно, так и в качестве насадки на основной инструмент).
Источник



