
- Способы зажигания сварочной дуги
- Зажигание сварочной дуги различными способами
- Зажигание и удержание сварочной дуги
- Как правильно зажигать электрод
- Какое выдерживать расстояние между электродом и металлом
- Как удерживать сварочную дугу
- Зажигание сварочной дуги
- СВАРОЧНАЯ ДУГА.СПОСОБЫ ЗАЖИГАНИЯ ДУГИ МЕТОДИЧЕСКАЯ РАЗРАБОТКА БИНАРНОГО УРОКА план-конспект урока (10 класс) по теме
- Скачать:
- Предварительный просмотр:
- По теме: методические разработки, презентации и конспекты
Способы зажигания сварочной дуги
Дуга может возникать либо в случае пробоя газа (воздуха), либо в результате соприкосновения электродов с последующим их отведением на расстояние нескольких миллиметров.
Первый способ (пробой воздуха) возможен только при больших напряжениях, например, при напряжении 1000 В и зазоре между электродами в 1 мм. Такой способ возбуждения дуги обычно не применяется из-за опасности высокого напряжения.
При питании дуги током высокого напряжения (более 3000 В) и высокой частоты (150-250 кГц) можно получить пробой воздуха при зазоре между электродом и деталью до 10 мм. Такой способ зажигания дуги менее опасен для сварщика и его нередко используют. (Для этого в сварочную цепь необходимо включить осциллятор.)
Второй способ зажигания дуги требует разности потенциалов между электродом и изделием 40-60 В, поэтому применяется чаще всего.
Когда электрод соприкасается с изделием, создается замкнутая сварочная цепь. В момент, когда электрод от* водится от изделия, электроды, которые находятся на нагретом от короткого замыкания катодном пятне, отрываются от атомов и электростатическим притяжением двигаются к эподу, образуя электрическую дугу. Дуга быстро стабилизируется (в течение микросекунды). Электроны, которые выходят с катодного пятна, ионизируют газовый промежуток и в нем появляется также полный ток.
Скорость зажигания дуги зависит от характеристик источника питания, от силы тока в момент соприкосновения электрода с изделием, от времени их соприкосновения, от состава газового промежутка.
Чем меньше потенциал ионизации вещества между электродами (или между электродом и изделием), тем быстрее и в большем количестве возникнут ионы и тем быстрее произойдет переход от электронной дуги к электронно-ионной.
На скорость возбуждения дуги влияет, в первую очередь, величина сварочного тока. Чем-больше величина тока (при одном и том же диаметре электрода), тем большим становится величина сечения катодного пятна и тем большим будет электродный ток в начале зажигания дуги. Большой электронный ток вызовет быструю ионизацию и переход к устойчивому дуговому разряду.
При уменьшении диаметра электрода (т. е. при увеличении плотности тока) время перехода к устойчивому дуговому разряду еще больше сокращается.
На скорость зажигания дуги влияют также полярность и род тока. При постоянном токе и обратной полярности (т. е. плюс источника тока подключается к электроду) скорость возбуждения дуги выше, чем при переменном токе.
Повторные зажигания сварочной дуги после ее угасания из-за коротких замыканий каплями электродного металла будут возникать самопроизвольно, если температура торца электрода будет достаточно высокой.
Источник
Зажигание сварочной дуги различными способами
После подбора сварочного тока наибольшее влияние на качество сварного шва оказывает зажигание дуги и начало сварки.
Существует два способа зажигания сварочной дуги.
Первый способ – способ тычка, или короткого замыкания (рис. 6.11, а). После короткого соприкосновения торца электрода с изделием необходимо произвести отрыв его на высоту, равную диаметру электрода или чуть больше. Такой способ зажигания дуги легко применять электродами с качественно изготовленными торцами. Недостаток способа тычка заключается в возможности прилипания электрода к изделию. Это происходит при длительном коротком замыкании (КЗ) (положение II) либо при отрыве электрода из положения II в положение III на длину бо?льшую, чем диаметр электрода, с последующим чрезмерным укорачиванием длины дуги; так как дуговой разряд еще не стабилизировался, происходит залипание электрода с изделием. Избежать залипания можно путем плавного укорачивания дугового разряда до необходимой длины дуги после ее стабилизации. Отрывать прилипший электрод следует резким поворачиванием его вправо и влево.
Второй способ – способ чирка, когда электродом вскользь чиркают, как спичкой, по поверхности металла. Чиркать надо в направлении сварки, чтобы не оставлять лишних следов. При поступательном движении электрода, как показано на рис. 6.11, б, после соприкосновения торца электрода с изделием и после появления искрения надо приподнять электрод для возникновения сварочной дуги. После стабильного горения перейти на необходимую длину дуги (h = диаметр электрода). Данный способ исключает прилипание электрода к изделию. Если электрод все же прилип, скорее всего, его покрытие повреждено. В этом случае надо сжечь выступающий из-под покрытия край электрода.
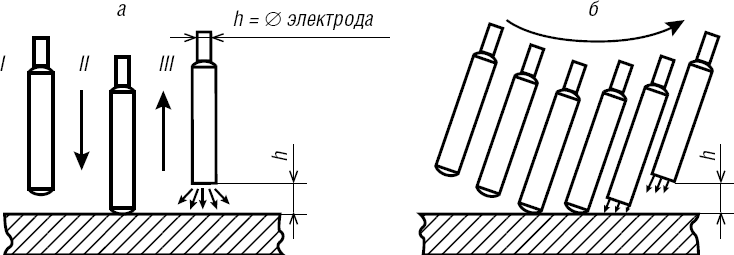
Зажигание дуги:
а – способом тычка; б – способом чирка
В случае появления стартовых пор (видимых невооруженным глазом) или прилипания электрода к изделию при зажигании сварочной дуги необходимо прекратить начало сварки и выбрать (вырубить) место зажигания подручными средствами (зубилом, болгаркой и др.). После этого нужно обжечь электрод на технологической пластине, быстро и аккуратно удалить незастывший шлак с торца электрода путем легкого постукивания электродом обо что-либо твердое (дерево, наждачный круг, металлическую планку, изолированную от изделия, или прочий подручный материал) и после этого возобновить зажигание сварочной дуги. Не рекомендуется переплавлять нечеткое зажигание сварочной дуги, так как это может привести к дефектам в месте зажигания (стартовые поры, зашлаковка, непровар).
Зажигание сварочной дуги на изделии для продления сварного шва производится впереди кратера (рис. 6.12). Путь от положения 1 до положения 5 следует выполнять быстро, чтобы не получить валик в этом месте. Времени от начала зажигания дуги и до начала сварки обычно достаточно для того, чтобы сориентироваться, где начать наложение первой чешуйки металла шва. Начало сварки следует выполнять на застывшем кратере в верхней ее части, стараясь соединить край жидкой ванны с последней чешуйкой закристаллизовавшегося шва, предварительно обив кратер от застывшего шлака.
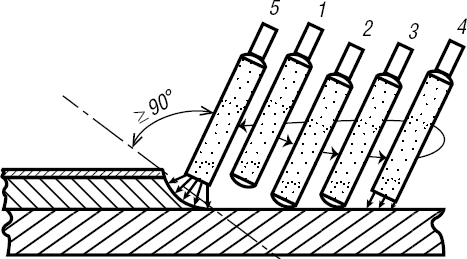
Зажигание сварочной дуги для продления сварного шва
Начало сварки внизу кратера приводит к большим и глубоким перепадам между чешуйками в местах смены электродов. Начало сварки на самой вершине кратера приводит к бугристости сварного шва. Такие углубления и бугры создают трудности при сварке последующего слоя и способствуют появлению дефектов. Кроме этого, необходимо выполнить ряд дополнительных условий.
Должны отсутствовать или быть незначительными перепады в местах стыковки.
При наведении жидкой ванны необходимо проследить за тем, чтобы ее граница совпадала с последней чешуйкой предыдущего валика.
Наклон электрода в начале сварки должен быть равным или больше 90° к поверхности кратера, что не позволяет жидкому шлаку стекать вниз кратера. Скорость продвижения электрода от позиции 1 должна быть чуть быстрее, чем скорость сварки. В позиции 2 необходимо произвести задержку для проплавления места перехода кратера с основным металлом и после этого начать наложение сварного валика с определенной скоростью.
Все вышеперечисленное позволяет производить сварку (наплавку) с минимальными перепадами и повышает производительность труда.
Источник
Зажигание и удержание сварочной дуги
В процессе обучения сварочному делу, сварщику приходится изучать различные процессы, в том числе и зажигание дуги с последующим её удержанием в стабильном состоянии. На всю кажущуюся простоту, поджечь электрод, а затем удержать сварочную дугу — не так то и просто, как может показаться на первый взгляд. Тому есть несколько причин.
Начнём, пожалуй, с поджигания электрода, поскольку сделать это можно разными способами. Сварочная дуга возникает в тот момент, когда электрод прикасается к металлу. Возникает короткое замыкание, но если электрод вовремя не убрать от поверхности металла, то он прилипнет и его придётся отдирать.
Если расстояние от электрода до металла было выбрано правильное, то возникнет сварочная дуга, которая начнёт плавить металлы, в результате чего они начнут сплавляться.
Как правильно зажигать электрод
Поджечь электрод можно несколькими способами — легким постукиванием о металл или же чирканьем. Второй способ поджигания электрода для получения сварочной дуги более предпочтителен начинающим сварщикам, а также, в тех случаях, когда необходимо прогреть электрод, если тот сильно отсырел.

Поджигание электрода тычком, способ более сложный, поскольку нужно приноровиться к тому, чтобы конец электрода не прилип к поверхности металла. В момент, когда конец электрода прикасается к металлу, и он начинает гореть, электрод быстро убирается от поверхности металла, но только на небольшое расстояние, поскольку сварочная дуга тут же погаснет.
Какое выдерживать расстояние между электродом и металлом
Расстояние между концом электрода и свариваемым металлом называется сварочной дугой. От длины дуги зависит многое. В первую очередь это ширина сварного шва, проплавление металлов, их разбрызгивание и т. д.

Во время сварки нужно всегда выдерживать короткую дугу, которая должна быть от 0,5-1,5 диаметра покрытого электрода. При сварке на длинной дуге возникают различного рода дефекты, которые потом устранить очень сложно.

Кроме того, длинная дуга становится нестабильной, электрод гаснет, также увеличивается разбрызгивание металла и на нем появляются прожоги. В целом ухудшается защита сварочной ванны, что приводит к интенсивному окислению и образованию крупных пор в сварочном соединении.
Как удерживать сварочную дугу
Какой бы способ поджога электрода выбран не был, важно в момент отрыва электрода от металла выдерживать небольшое расстояние. Только в таком случае сварочная дуга не погаснет, она будет гореть стабильно, хорошо проплавляя основной металл.
Каждый начинающий сварщик должен в первую очередь, как следует потренироваться поджигать электрод и удерживать короткую дугу. Чем короче будет сварочная дуга — тем лучше для сварки. В идеале длина дуги при сварке покрытым электродом должна составлять 2-3 мм, и не более того.
Чтобы разорвать сварочную дугу, достаточно быстро отвести электрод вверх, не задерживая подолгу его конец над поверхностью металла. Если пренебречь данным советом, то, как раз и возникнет длинная дуга, которая принесёт за собой ряд дефектов при сваривании металлов.
Источник
Зажигание сварочной дуги
Для того чтобы зажечь сварочную дугу, следует поступить одними из тех двух способов, которые описаны ниже.
Суть первого способа зажигания сварочной дуги состоит в том, что сначала электрод замыкается о деталь, а затем происходит их разъединение.
Суть второго способа состоит в том, что зажигание сварочной дуги происходит путем приложения к электродам высокого электрического напряжения (от 2000 до 3000 В ), в результате чего происходит пробой имеющегося между ними воздушного промежутка. Для этого применяется такой прибор, как осциллятор. Его функция состоит в том, чтобы обеспечить переменное напряжение электрического тока, имеющего частоты в пределах от 50 до 150 кГц . В подавляющем большинстве случаев применяется осциллятор на переменном токе, причем его присоединение к сварочной дуге производится параллельно сварочному трансформатору.

В случае, когда сварочную дугу зажигают способом предварительного замыкания электрода на изделие, она появляется в тот момент, когда сам электрод отводится и замыкание разрывается. Когда электрод прикасается к изделию, сварочная цепь замыкается накоротко. При этом в ней за счет низкого сопротивления цепи возникает большой ток. Именно благодаря замыканию создается магнитное поле, аккумулирующее в себе энергию. К тому же в том месте, где электрод прикасается к изделию, происходит разогрев и некоторое оплавление металла. В тот момент, когда электрод отрывается от детали, происходит разрыв электрической цепи, а энергия исчезающего магнитного поля на промежутке разрыва создает повышение напряжения. Оно пробивает газ, который располагается между деталью и электродом, в результате чего появляется искровой разряд. В нем происходит последовательное преобразование энергии магнитного поля: сначала она переходит в энергию электрическую, а затем – в тепловую. Последняя разогревает газ до такой степени, что происходит испарение металла электродов, а газовый промежуток ионизируется.
Когда дуговой разряд зажигается, сначала протекает стадия его развития, а потом он переходит в стационарную форму. То, каким именно образом, атак же с какой скоростью развивается разряд, определяется тем, какое именно энергетическое соотношение имеется. Разряд «питается» энергией из электрической цепи, а в окружающую среду отдает ее посредством теплопроводности, конвекции и излучения. В стационарном разряде мощность, которую он получает из цепи, равна той мощности, которую он отдает в окружающее пространство. Если получаемая мощность превышает мощность отдаваемую, то происходит развитие разряда. Если же ситуация складывается наоборот, то интенсивность разряда снижается и он в итоге затухает.
Следует заметить, что время, в течение которого нормальный дуговой разряд проходит с момента своего появления до момента достижения стационарного состояния, составляет несколько десятых долей секунды. Когда сварочная дуга устанавливается, поверхность детали и конец электродного стержня расплавляются, и между этими «жидкими электродами» горит дуга. Что касается формы ее столба, то в большинстве случаев она сфероидальная или коническая, причем расширенная по направлению от электродного стержня к изделию.
Пламя разряда имеет достаточно значительные размеры, и в нем в основном содержатся реагирующие с окружающим атмосферным воздухом пары материала электродов. При этом поверхность той жидкой ванны, которая образуется на поверхности изделия, горизонтальной не остается, поскольку так называемым дутьем дуги (то есть действием создаваемых ею механических сил) вдавливается. В результате в жидком металле образуется небольшой кратер (ямка или углубление).
При нормальных условиях длина сварочной дуги должна быть небольшой. Чаще всего она составляет от 2 до 4 миллиметров, то есть по размерам она меньше диаметра электрода. Под влиянием сварочной дуги происходит расплавление металла на определенную глубину. Она называется глубиной провара (или просто проваром) или глубиной расплавления.
Источник
СВАРОЧНАЯ ДУГА.СПОСОБЫ ЗАЖИГАНИЯ ДУГИ МЕТОДИЧЕСКАЯ РАЗРАБОТКА БИНАРНОГО УРОКА
план-конспект урока (10 класс) по теме

Данная методическая разработка содержит 12 страниц и представляет собой методическую разработку бинарного урока по теме «Сварочная дуга. Способы зажигания дуги»; МДК 01.02. Технологические приемы сборки изделий под сварку
Методическая разработка включает: план урока, конспект урока, вариант тестового задания по теме «Сварочная дуга. Способы зажигания дуги»; эталон теста и методику оценки тестового задания, кроме того тест содержит форму ответа на тест.
Данная методическая разработка позволяют оценить уровень знаний, умений учащихся на уроке, осуществить рубежный контроль, выявить пробелы в знаниях учащихся, проанализировать ошибки и вовремя их ликвидировать.
Скачать:
| Вложение | Размер |
|---|---|
| binarnyy_urok.doc | 87.5 КБ |
Предварительный просмотр:
ГБОУ АО СПО Астраханский государственный колледж профессиональных технологий
Мастер производственного обучения Безбородов Николай Викторович
Преподаватель спецдисциплин Филиппова Ольга Владимировна
СВАРОЧНАЯ ДУГА. СПОСОБЫ ЗАЖИГАНИЯ ДУГИ
МЕТОДИЧЕСКАЯ РАЗРАБОТКА БИНАРНОГО УРОКА
Данная методическая разработка содержит 12 страниц и представляет собой методическую разработку бинарного урока по теме «Сварочная дуга. Способы зажигания дуги»; МДК 01.02. Технологические приемы сборки изделий под сварку
Методическая разработка включает: план урока, конспект урока, вариант тестового задания по теме «Сварочная дуга. Способы зажигания дуги»; эталон теста и методику оценки тестового задания, кроме того тест содержит форму ответа на тест.
Данная методическая разработка позволяют оценить уровень знаний, умений учащихся на уроке, осуществить рубежный контроль, выявить пробелы в знаниях учащихся, проанализировать ошибки и вовремя их ликвидировать.
Тема программы : Электрическая дуга. Тепловые и металлургические процессы при сварке.
Тема урока : Сварочная дуга. Способы зажигания дуги.
Цель урока, его развивающая и воспитательная задачи:
- Сформировать знания учащихся по теме «Сварочная дуга. Способы зажигания дуги». Сформировать профессиональные и общие компетенции: ПК1,ПК2,ОК1,ОК2,ОК3,ОК4,ОК6.
- Развивать технологическое мышление, ответственность.
- Воспитывать любознательность, наблюдательность.
Тип урока : Бинарный урок.
Урок формирования новых знаний, умений.
Метод урока : Объяснительно-иллюстративный.
МПС : УП, основы инженерной графики, МВ, физика,
Материально – дидактическое обеспечение урока :
— тестовое задание, эталон;
Материально – техническое обеспечение урока :
— электроды МР-3, диаметр 4мм;
— уголок 50х50х5, ст3 .
1. Организационный момент.
— Посещаемость, наличие учебных принадлежностей.
— Создание рабочих бригад. Ответственность бригадиров.
— Сообщение цели урока.
2. Изучение нового материала.
2.1 Сварочная дуга, ее происхождение.
2.2 Строение сварочной дуги. Длина дуги.
2.3 Способы зажигания сварочной дуги.
3. Техника зажигания дуги. Поэтапное выполнение бригадами.
3.1 Зажигание дуги. Личный показ рабочих способов зажигания сварочной дуги.
3.2 Дублирование учащимися рабочих способов зажигания сварочной дуги.
3.3 Выполнение требований техники безопасности. Организация рабочего места.
3.4 Возможные виды брака, их предупреждение.
4. Закрепление изученного материала.
4.1 Анализ выполненных упражнений. Оценка результатов.
4.2 Выполнение тестового задания. Самоконтроль.
5. Подведение итогов по уроку.
- Анализ урока.
- Сообщение оценок.
- Домашнее задание: записи в тетради; Овчинников В.В. «Технология ручной дуговой и плазменной сварки и резки металлов», гл.2,п 2.1
2-ой этап урока. Изучение нового материала
Тема «Сварочная дуга. Способы зажигания дуги»
Сварочная дуга — разряд электрического тока в газовой среде. Электрические заряды в сварочной дуге переносятся заряженными частицами — электронами, а также положительно и отрицательно заряженными ионами.
Процесс, при котором в газе образуются положительные и отрицательные ионы, называется ионизацией , а такой газ — ионизированным .
Способы зажигания дуги :
Дугу зажигают касанием электрода о поверхность свариваемого изделия и отводом его перпендикулярно вверх.
Электродом как спичкой чиркают по поверхности свариваемого изделия.
Технология зажигания дуги.
Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом. Из-за шероховатости поверхности электродов касание при коротком замыкании происходит отдельными выступающими участками, которые мгновенно расплавляются под действием выделяющейся теплоты, образуя жидкую перемычку между основным металлом и электродом. При отводе электрода жидкая перемычка растягивается, сечение ее уменьшается, электрическое сопротивление и температура возрастают. Когда расплавленный металл перемычки достигает температуры кипения, пары металла легко ионизируются и возникает дуга . Возникновение дуги длится доли секунды.
— «короткая», L = 2 — 4 мм;
— «нормальная», L = 4 — 6 мм;
— «длинная», L свыше 6 мм.
Сварочные дуги классифицируются:
1.По применяемым электродам
— дуга с плавящимся электродом
— дуга с неплавящимся электродом
2. По степени сжатия дуги
3. По схеме подвода сварочного тока
— дуга прямого действия
— дуга косвенного действия
— дуга переменного тока (однофазная и трехфазная)
— дуга постоянного тока
5. По полярности постоянного тока
— дуга на прямой полярности
— дуга на обратной полярности
6. По виду статической вольтамперной характеристики
— дуга с падающей характеристикой
— дуга с жесткой характеристикой
— дуга с возрастающей характеристикой
Процесс зажигания и строение электрической дуги
При дуговой сварке плавящимся электродом расплавление кромок свариваемых заготовок и электрода осуществляется за счет теплоты электрической сварочной дуги. Электрическая сварочная дуга — стационарный мощный электрический разряд при значительной плотности ток (0,5-100 А/мм 2 ) в сильно ионизированной газовой среде между двумя электродами, одним из которых обычно являются свариваемые заготовки. В процессе горения сварочной дуги выделяется
Рис.1.1. Схема электрической дуги при сварке металлическим электродом с покрытием
большое количество теплоты, образуется яркое световое излучение, невидимые ультрафиолетовые и инфракрасные лучи, газы и пыль. Электрическая сварочная дуга (рис.1.1, а) состоит из катодного 3 и анодного 5 пятен и столба дуги 4. Снаружи она окружена ореолом 6, состоящим из смеси газов, паров и пыли. Для зажигания дуги необходимо легко коснуться стержнем с покрытием 2 электрода свариваемой заготовки (рис.1.1, б) с замыканием электрической цепи накоротко, после чего отвести электрод от заготовки на расстояние 2-4 мм. Происходит быстрый разогрев торца электрода за счет теплоты, выделяемой током короткого замыкания. После отвода электрода с разогретого торца металлического стержня, являющегося катодом, свободные электроны под действием электрического поля устремляются к аноду (заготовке). Им сообщается значительная кинетическая энергия. В межэлектродном зазоре электроны сталкиваются (соударяются) с молекулами и атомами воздуха и между собой. Эти соударения могут быть упругими и неупругими. При упругом соударении часть кинетической энергии электронов передается атому или молекуле воздуха. В результате температура в дуговом промежутке (столбе дуги) повышается до 6000-7000 °С. При неупругом соударении происходит ионизация молекулы воздуха с выделением электронов, положительных и отрицательных ионов. Электроны и отрицательные ионы продолжают движение к аноду и бомбардируют его поверхность. В результате торможения их движения происходит превращение кинетической энергии в тепловую и поверхность анода (анодное пятно) разогревается до t = 2600-3000 °С. Положительные ионы под действием сил притяжения движутся к катоду и, бомбардируя его поверхность, нагревают ее (катодное пятно) до 2000-2600 °С. В дуге постоянного тока прямой полярности (минус на электроде, плюс на заготовке) на аноде выделяется большее количество теплоты (41-42 % от общего количества Од), чем на катоде (36-38 %), в связи с тем, что анод подвергается более мощной бомбардировке заряженными частицами. В дуге переменного тока различие температур катодного и анодного пятен сглаживается вследствие их периодической смены с частотой, равной частоте тока (50 Гц).
Для устойчивого горения дуги необходимы постоянный межэлектродный зазор (длина дуги), определенные напряжение и ток в цепи, достаточная ионизация воздушного промежутка, стабильность свойств источника тока, питающего дугу.
3-ий этап урока. Техника зажигания дуги
Зажигание дуги и поддержание ее горения
- Подготовка заготовки к сварке;
- Подбор сварочного тока;
- Установка электрода в электрододержатель;
- Зажигание сварочной дуги (чирканьем, впритык);
- Предупреждение о зажигании дуги.
Подвести электрод к поверхности заготовки, установить его под углом примерно 70 0 к поверхности заготовки на расстоянии примерно 20мм выше точки, где надо зажечь дугу. Опустить маску прежде, чем зажечь дугу. Подать предупреждение «Глаза!» Возбудить дугу. Отвести торец электрода на 2-5мм от поверхности заготовки и возбужденную дугу удержать в течении 5-10 секунд. Для этого, по мере сгорания электрода, постепенно подавать его к поверхности заготовки, выдерживая угол наклона и расстояние 2-5мм (длину дуги).
Возбуждение дуги и первый проход без поперечных колебаний
- Зачистить поверхность;
- Возбудить дугу и сделать первый проход без поперечных колебаний.
Длина дуги: 2-4мм.
Скорость перемещения электрода: 150 мм/мин.
Правильная длина дуги обеспечивает равномерное наплавление валика, плавный переход наплавленного металла к поверхности заготовки. Слишком длинная дуга приводит к плоской форме валика, к уменьшению провара, увеличению разбрызгивания электродного металла. Слишком короткая дуга приводит к неравномерному формированию наплавленного валика, прилипанию электрода к заготовке.
- Удаление шлаковой корки;
- Выполнение правил охраны труда;
- Причины возникновения брака, виды брака;
- Качество выполненной работы;
4-ый этап урока. Закрепление изученного материала
Вопросы для фронтального опроса
1. Что называется сварочной дугой?
2. Какие способы зажигания дуги Вам известны, перечислите?
3. Как влияет длина дуги на качество формирования валика?
Задание: Выберите правильное утверждение
- Электрическая дуга является наиболее распространенным источником тепла при сварке плавлением.
- Прохождение тока через газ называется электрический разряд.
- Ион – это отрицательно заряженная частица.
- Дугу можно зажечь как касанием, так и «чирканием».
- Прежде чем зажечь дугу сварщик должен опустить маску.
- Дугу возбуждают и ведут только переменным током.
ФОРМА ОТВЕТА — график

Методика оценки теста
Итоговая оценка выставляется с учетом коэффициента К
где А — число операций, выполненных аттестуемым правильно;
Р — общее число существенных операций теста .
« 4» — если К ≥ 0,94 — 0,81
« 3» — если К ≥ 0,7 — 0,8
Список литературы и источников
- Овчинников В.В. Технология газовой сварки и резки металлов. [Текст]: учебник для нач. проф. образования / В.В.Овчинников.-2-е изд., перераб.- М. : Академия, 2012. – 240 с.
- Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов. [Текст]: учебник для нач. проф. образования / В.В.Овчинников.-2-е изд., испр.- М. : Академия, 2012. – 240 с.
- Чернышов Г.Г. Основы теории сварки и термической резки металлов. [Текст]: учебник для нач. проф. образования / Г.Г.Чернышов.-2-е изд., перераб.- М. : Академия, 2012. – 208 с.
По теме: методические разработки, презентации и конспекты
Использование здоровьесберегающих технологий на уроках в начальной школе. Бинарный урок английского языка и физкультуры в 4 классе «Игра в детективов»
Использование здоровьесберегающих технологийна уроках в начальной школе.Бинарный урок английского языка и физкультурыв 4 классе.
Бинарный урок — путешествие (Математика-биология) Прогулка в лес. Тема урока: Проценты
Бинарный урок-путешествие «Прогулка в лес»(математика-биология)Тема урока математики: ПроцентыКласс: 5Урок обобщения пройденного материалаВремя: 45 минутЦели урока:отработка знаний, умений и нав.
Бинарный урок «Функциональные зависимости на уроках алгебры и физики». 8 класс»
Современная школа должна не только сформировать у учащихся определенный набор знаний и умений, но и пробудить их стремление к самообразованию, реализации своих способностей. Необходимым условием разви.
Бинарный урок по предметам: литература, родная литература и ненецкий язык в 5 «а» классе. Бинарный урок по предметам: литература, родная литература и ненецкий язык в 5 «а» классе.
Бинарный обобщающий урок литература, родная литература и ненецкий язык на тему «Ненецкая сказка «Лабтэйко». Цели урока:- расширить представления о мире сказок;- пока.

Бинарный урок по физике, информатике и технологии сварочного производства на тему «Закон Джоуля-Ленца»
Физика – фундаментальная наука. В основе всех технических наук, так или иначе, лежат физические законы и явления. В настоящее время все больше и больше уделяется внимания подготовке высококвалифициров.

Бинарный урок по всеобщей истории. Урок-путешествие по Древним странам мира.
Бинарный урок по всеобщей истории. Урок-путешествие по Древним странам мира.5класс.

Доклад на тему «Бинарный урок/бинарное внеклассное мероприятие как средство реализации новых образовательных стандартов»
В настоящее время в педагогический лексикон прочно вошло понятие педагогической технологии. Любая современная педагогическая технология это синтез достижений педагогической науки и практики, соч.
Источник



