
Заклепочные соединения деталей
Неразборные соединения, получаемые посредством соединения при сборке деталей заклепками, называют заклепочными. Разборка их обычно сопровождается разрушением деталей соединения.
В современном машиностроении клепка в значительном числе случаев заменена более производительной электросваркой. Однако в ряде отраслей машиностроения (например, в авиастроении, автотракторостроении, сельскохозяйственном машиностроении) клепка еще широко распространена.
Особенность заклепочного соединения состоит в том, что это соединение прочное и надежное, устойчивое при ударных и повторно переменных нагрузках. При этом проверка качества соединения несложная и нетрудоемкая, имеется возможность соединить любые материалы, не изменяя их физико-химических свойств, включая те, которые обычно не соединяются другими методами.
Место соединения деталей заклепками называют заклепочным швом.
По назначению заклепочные швы делятся на прочные, от которых требуется только механическая прочность, и прочноплотные, от которых помимо механической прочности требуется также герметичность соединения.
По виду соединения листов различают заклепочные швы двух видов: внахлестку (рис. 2, а), когда один лист накладывают на другой, и стыковочные с одной или двумя накладками (рис. 2, б), когда листы подводят встык и соединяют наложенными на них одной или двумя накладками.
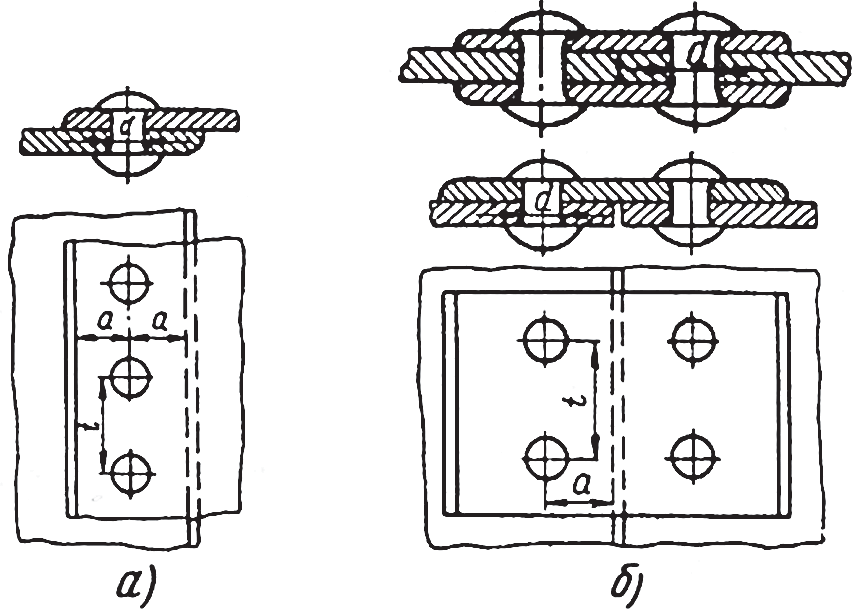
Рис. 2. Виды соединения листов: а – внахлестку, б – стыковочные
Кроме того, по расположению заклепок швы делятся на однорядные, двухрядные, многорядные, параллельные и шахматные.
Основные типы заклепок, применяемых в современном машиностроении, приведены на рис. 3. Готовая головка заклепки называется закладной, а головка, получаемая в результате клепки, – замыкающей.
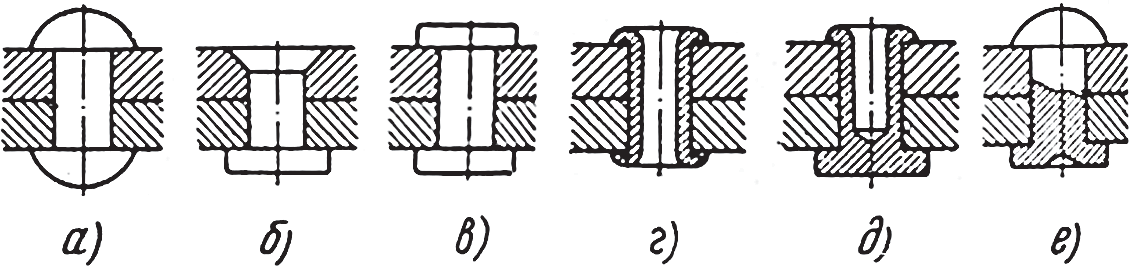
Рис. 3. Типы заклепок: а – со сферической головкой; б – с потайной головкой; в – с плоской головкой; г – пустотелая; д – полупустотелая; е – специальная
При выборе материалов желательно, чтобы коэффициенты линейного расширения заклепок и соединяемых деталей были примерно равными (во избежание температурных напряжений). В соединении не следует применять сочетания разнородных материалов, образующих гальванические пары (во избежание возникновения гальванических токов, быстро разрушающих соединения). По этой причине применяют для соединения медных деталей медные заклепки, для алюминиевых деталей – алюминиевые и т. д.
На качество шва влияет правильный выбор величины заклепок и их расположения по длине соединения.
Из расчета прочности соединений и практического опыта принимают:
где d – диаметр заклепки, мм; δmin – меньшая толщина из склепываемых листов, мм; t – шаг заклепок, мм.
Длина стержня заклепки зависит от толщины склепываемых листов и формы замыкающей головки. Замыкающая головка образуется из выступающей части стержня. Длина этой части стержня для образования потайной головки должна быть от 0,8d до 1,2d, а для образования полукруглой головки – от 1,2d до 1,5d.
В зависимости от диаметра d заклепки диаметр отверстия d0 под заклепку рекомендуется принимать d0 = d+(0,2…2) мм.
Расстояние от центра заклепки до края листа должно быть не менее а = (1,5…2)d.
Толщина накладок, расположенных с двух сторон листа, – δн = 0,75…0,8δ и δн = 1,25δ – с одной стороны.
Шаг заклепок для двухрядного шва внахлестку t ≈ (3…6)d, для двухрядного шва с двумя накладками t ≈ 6d, для однорядного шва с двумя накладками t ≈ 3,5d (t = 3d+2 мм).
Шаг между рядами заклепок – t, при расположении в шахматном порядке – t ≈ (2…3)d0.
Необходимое количество заклепок m определяют расчетным путем.
Отверстия под заклепки могут быть получены пробивкой, продавливанием или сверлением. Рекомендуемые диаметры отверстий под заклепки – в табл. 1.
Таблица 1. Рекомендуемые диаметры отверстий под заклепки, мм
| Диаметр заклепки d | 6,0 | 7,0 | 8,0 | 10,0 | 13,0 | 13,5 | 16,0 | 16,5 | 19,0 | 22 | 25 | 28 | 30 | |
| d0 | Точная сборка | 6,2 | 7,2 | 8,2 | 10,5 | 13,5 | 14,0 | 16,5 | 17,0 | 20,0 | 23 | 26 | 29 | 31 |
| Грубая сборка | 6,8 | 7,8 | 8,8 | 11,0 | 1,4 | 14,5 | 17,0 | 17,5 | 21,0 | 24 | 27 | 30 | 32 | |
1. Расчет на прочность заклепочных соединений
Основным критерием работоспособности клепаных соединений – прочность, причем при расчетах предполагается, что напряжения в сечениях распределены равномерно.
Обычно клепаные соединения нагружены силами, действующими параллельно плоскости контакта соединяемых деталей, поэтому разрушение соединения может произойти в результате следующих причин:
- срез заклепок по сечению 1–1 под действием касательных напряжений (рис. 4, а);
- смятие отверстий соединяемых деталей и заклепок под действием сил, вызывающих напряжения смятия (рис. 4, а), в результате чего оси заклепок перекашиваются, возникает внецентровое растяжение, и может произойти отрыв головок от стержня;
- разрыв соединяемой детали по сечению, ослабленному отверстиями под заклепки (рис. 4, б);
- срез соединяемых деталей по двум сечениям 2–2 (рис. 4, б). В результате процесса клепки стержень заклепки осаживается (укорачивается и увеличивается в диаметре), в результате материал заклепки заполняет отверстие.
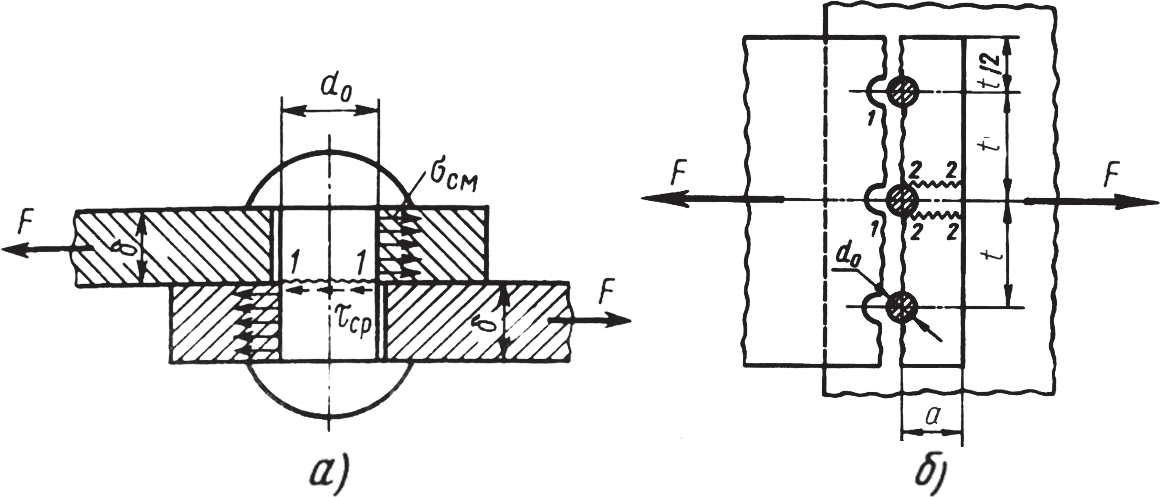
Рис. 4. Схема действия сил в заклепочном соединении
Поэтому расчет соединения ведут по диаметру d 0 отверстия под заклепку. При этом предполагается, что нагрузка F распределяется между заклепками шва равномерно. Сила трения, возникающая между склепанными деталями, в расчете на прочность не учитывается.
В соединении внахлестку (рис. 4) внешняя сила F образует пару сил, моментом которой, из-за малой толщины δ склепываемых листов, пренебрегаем.
Тогда расчет на прочность клепаного соединения будет состоять:
1. Из расчета прочности заклепок на срез по сечению 1–1 (рис. 4, а)

где Аср = 0,25iπd ; i – число плоскостей среза; А – площадь среза заклепки; m – число заклепок шва при симметрично действующей нагрузке m ≥ F/(Aср[τср]).
2. Из расчета прочности соединения на смятие боковой поверхности заклепок и стенок отверстий соединяемых деталей (рис. 4, а)

где Aсм = d0δmin; δmin – меньшая толщина из соединяемых деталей (высота проекции стержня заклепки), число отверстий в опасном сечении листа.
3. Из расчета прочности соединяемых деталей на растяжение (разрыв) по сечению 1–1 (рис. 4, б), ослабленному отверстиями под заклепки
где Ap = (b – d0m)δmin – расчетная площадь в опасном сечении листа.
4. Из расчета прочности соединяемых деталей на срез заклепками по сечению 2–2 (рис. 4, б)

где A‘ср = 2(е – d0m/2)δmin (здесь длина е сечения 2–2, уменьшенная на d0/2, так как вначале материал сминается на эту величину, и лишь затем происходит срез).
Рекомендуемые значения допускаемых напряжений приведены в табл. 2.
Таблица 2. Рекомендуемые значения допускаемых напряжений в заклепочном соединении
| Компонент шва | Вид напряжений | Способ отверстий | Значения допускаемых напряжений, МПа | |
| Ст2, Ст10кп | Ст3, Ст20кп | |||
| Детали конструкции | Растяжение[σр], | 140 | 160 | |
| Срез[ τср] | 90 | 100 | ||
| Смятие [σсм] | 210 | 240 | ||
| Заклепки | Срез[ τср] | Пробивка | 100 | 100 |
| Сверление | 140 | 140 | ||
| Смятие [σсм] | Пробивка | 240 | 280 | |
| Сверление | 280 | 320 | ||
| Примечание. Для латуни и дюралюминия — допускаемые значения напряжений для Ст3/(1,5…2) | ||||
Пример. Нахлесточное заклепочное соединение двух полос из дюралюминия b х δ = 350х12 мм с приложенной силой F = 250 кН.
d ≈ (1,8…2,2)δmin = (1,8…2,2)•12 = 21,6…26,4 мм.
По табл. 1 выбираем d = 25 мм и d0 = 26 мм. Допускаемые напряжения по табл. 2 с учетом примечания:
металл [σр] = 160/2 = 80 МПа; заклепки [σсм] = 320/2 = 160 МПа;
[τср] = 140/2 = 70 МПа, при сверленых отверстиях.
m ≥ 250/(1•3,14•262/4)•70 = 7,9.
Прочность на смятие:
Принимаем 8 заклепок.
Основные параметры заклепочного шва: шаг заклепок
t ≈ (3…6)d = (3…6)25 = 75…150 мм;
при b = 350 мм можно разместить в ряду 3 заклепки при р = 115 мм;
расстояние от края листа до центра заклепки a ≈ (1,5…2)d = (1,5…2)25 = 37,5…50 мм;
расстояние между рядами, расположенными в шахматном порядке,
t ≈ (2…3)d0 = (2…3)26 = 52…78 мм;
проверка соединяемых листов на растяжение в опасном сечении при m = 3
σр = F/(b – d0m)δmin = 250/(350 – 26•3)12 = 76,5 МПа ≤ [σр] = 80 МПа, что приемлемо.
2. Заклепочные конструкции
Заклепочные конструкции чаще всего состоят из следующих видов деталей: фермы из стержней, работающих на растяжение или сжатие (на продольный изгиб), балки и стойки. Для каждого из этих видов деталей применяют определенные проверенные опытом методы расчета и конструкции заклепочных соединений. Стержни соединяются в узловых точках посредством косынок.
Стержни, работающие на сжатие, изготовляются из профилей с малой площадью сечения и большим моментом инерции, т. е. из угольников, двутавров, швеллеров.
В зависимости от расположения применяют стержни цельные, состоящие из таврового, двутаврового или швеллерного профиля. Могут быть применены составные стержни из двух профилей (углового, двутаврового, таврового или швеллерного), соединенных сплошным рядом соединительных заклепок, а также сложносоставные (рис. 5), изготовленные из двух или нескольких цельных стержней, взаимно связанных накладками или косынками. Стержни ферм должны быть соединены таким образом, чтобы линии центров тяжести стержней пересекались в одной точке косынки (рис. 6).
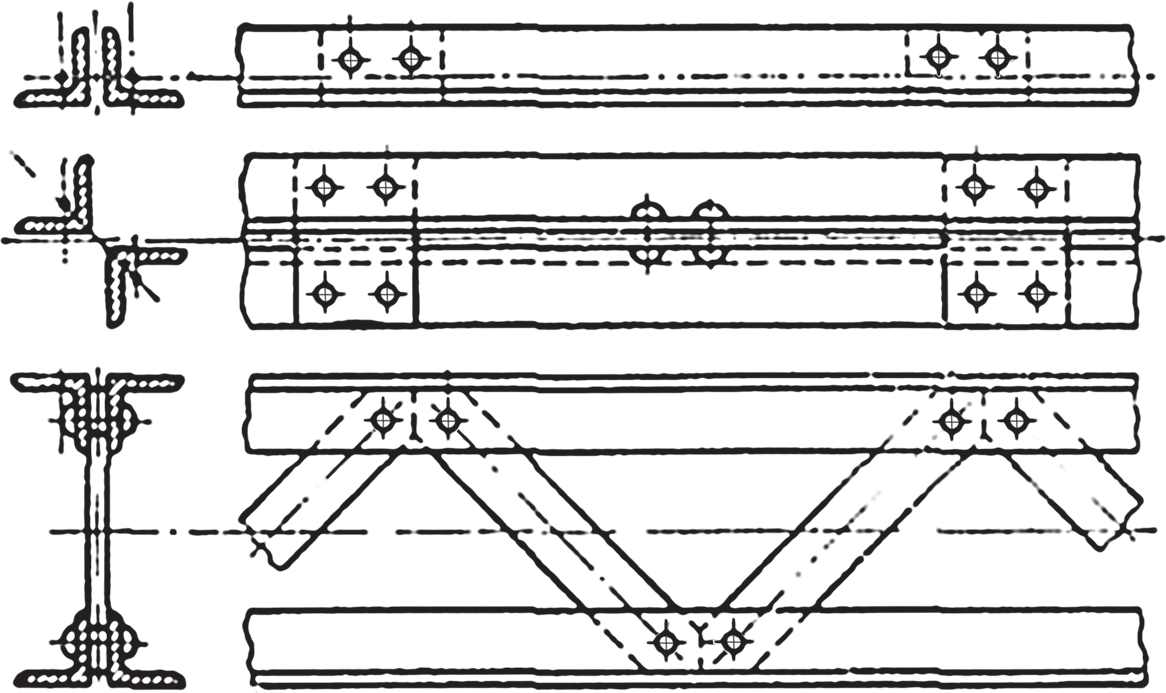
Рис. 5. Составные стержни фермы
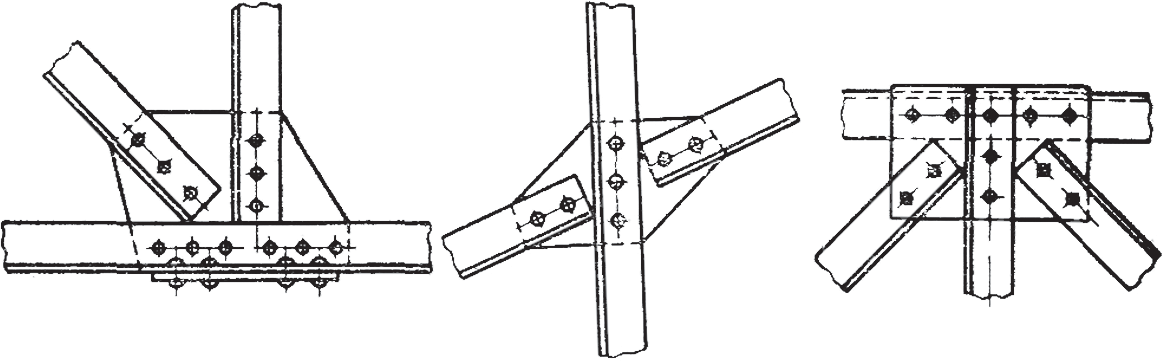
Рис. 6. Соединение профилей в узел с помощью косынки с учетом их центров тяжести
Если угольник присоединен только одной своей полкой, то для соединения должны быть применены 3 или 2 заклепки. Присоединение лишь одной заклепкой применять нельзя.
Источник
Заклепочные соединения
Заклепочные соединения – отдельный класс соединений неразъемных. Его невозможно разобрать, не нарушив креплений. Заклепка — это круглый стержень, с головкой на конце. Часть, присутствующая в ней изначально, называется закладкой, а та которая образуется после клепки – замыкающей. Головки могут различаться формой. Такое соединение неразъемное. Поэтому заклепки удалить иначе, чем высверливанием или вырубкой, не получится.
Механизировано
Для массового производства применяют специальные инструменты и механизмы. Это могут быть клепальные прессы, автоматы, молотки пневматического действия. Для работы с деталями механизированным способом предусмотрена система стандартизации. Основные типы по нормальной прочности заклепочные соединения ГОСТ устанавливает следующие:
- с полукруглой головкой ГОСТ 10299-80;
- с потайной головкой ГОСТ 10300-80;
- с полупотайной головкой ГОСТ 10301-80.
Существуют элементы с содержанием взрывчатого вещества. Их используют, когда замыкающую часть головки невозможно достать.
Клепка может быть групповой или однорядной. Применение первой увеличивает производительность. Она проходит благодаря прессу и ударам нескольких пневматических клепаных молотков. Замыкающая головка образуется ударным воздействием. Ударная клепка уступает по качеству прессовой.
Применение соединений заклепками
Высокое по прочности соединение нескольких деталей не зависимо от их материала позволяет устроить именно заклепка. Поэтому заклепочные соединения деталей применяют в таких сферах как:
- самолетостроение
- для материалов, недоступных сварке;
- автомобилестроение;
- соединений, где недопустим нагрев соединяемых деталей из-за их деформации;
- кораблестроение.
Заклепочные соединения обычно применяют для листового крепления. Работу производят двумя разными способами: горячим или холодным. Последний способ, используют для стальных заклепок диметром не более 10мм, а также из латуни, меди и других легких сплавов. Трубчатые заклепки служат для применения в деталях с малой нагрузкой. Они носят название пистоны. Такие детали могут быть металлическими или пластмассовыми, все зависит от материала, который они будут скреплять.
Виды заклепок
Различить их можно по виду стержня:
- со сплошным;
- с пустотелым стержнем. Применяются для не силовых соединений конструкций из металла или эластичного металла.
- с полупустотелым стержнем. Применение таких заклепок целесообразно соединять композиционные материалы. Пустота в стержне способствует снижению усилий при расклепывании, сокращает стержневой диаметр, увеличивает выносливость.
- заклепки-болты. Такие заклепочные соединения применяют для конструкций металлических, например, для тяжелых перекрытий.
Заклепка-болт
Состоит такое соединение из двух частей: кольца и стержня. Такое соединение осуществляется специальным устройством, которое зажимает нижний конец и производит упор в детали, тем самым на стержне происходит усилие на сжатие. Вместе с этим на основу надевается кольцо, прижимающее обе детали. Вместе с тем происходит обжатие среднего участка болта, после чего его хвостик отрывается.
Соединение группой заклепок называют заклепочным швом. Швы могут делиться в зависимости от назначения на:
- прочные. Такие применяются в строительстве мостов, перекрытий, а также для подвижных кранов. Данное соединение выдерживает большие внешние нагрузки.
- плотные. Их применение выгодно там, где требуется создать герметичный шов. Это могут быть всевозможные сосуды, баки, резервуары, давление в которых незначительное.
- прочноплотные. Такой вид соединения обеспечивает герметичность. Находит применение в паровых котлах, трубопроводах с большим давлением (для жидкостей или газов).
Заклепочные соединения — классификация
Есть два вида скрепления деталей:
- внахлестку, при этом одна деталь накладывается на другую;
- встык, при этом детали подводят друг к другу и соединяют при помощи третьей, наложенной на них. Это могут быть несколько накладок.
Заклепочные соединения встык с применением одной накладки устраивают в конструкциях швов авиационных машин. Он хорошо подходит для корпуса и внешней обшивки. В современной аэродинамике такой шов сочетают с потайной клепкой. Это полностью отвечает необходимым требованиям. Две накладки для стыка конструкций применяют там, где элементы конструкции испытывают большие усилия. Швы могут по расположению делятся на:
- одно- и двухрядные;
- многорядные;
- параллельные;
- шахматные.
Правильно подобрать заклепку под деталь помогает расчет. Ее диаметр будет зависеть от толщины скрепляемых листов, и рассчитываться по специальной формуле.
Длина стержня заклепки будет определяться толщиной листов (плюс замыкающая головка). Ее образуют из части стержня. Поэтому она может быть полукруглой, потаенной или полупотаенной. Для автомобильных конструкций обычно используют одно- или двухрядный шов, причем в двухрядном заклепки располагают в шахматном порядке.
Материал
Он может быть различным. Обычно это сталь разных марок, в основном малоуглеродистая и пластичная, в редких случаях легированная. Для крепления материалов, изготовленных из цветных металлов, заклепки применяют того же вида. Большое распространение получили заклепки из латуни, меди, алюминиевых сплавов. Важно, чтобы заклепочные соединения деталей из одного материала крепились такими же заклепками. Иначе может возникнуть электрохимическая коррозия. Преимущества соединения заклепками:
- возможность скрепления деталей, недоступных сварке;
- применение в конструкциях подверженных вибрационным или повторным нагрузкам;
- соединение элементов, для которых не переносимы высокие температуры сварки из-за их возможной деформации;
- простое технологическое исполнение и простота конструкции;
- удобный контроль качества изделий.
- увеличение массы изделия за счет соединения;
- высокая стоимость изготовления;
- сложный технологический процесс;
- необходимость использования дорогостоящего оборудования;
- увеличение расхода материала при использовании накладок;
- нарушение плотности швов в период эксплуатации;
- в их соединениях концентрируется напряжение, что приводит к ослаблению прочности.
Заклепочные соединения вытесняются современными видами сварки.
Расчет заклепок
Проводить его можно:
Он необходим также для длины стержня заклепки. Если он будет слишком длинным, что это может привести к образованию перекосов. А недостаточная длина не прочно соединит всю конструкцию. 10-ГПЗ
Источник



