
- Как выполняется соединение концов стальных канатных стропов
- Технология заплетки
- Технология опрессовки втулкой
- Временные соединения
- РД 10-231-98 СТРОПЫ ГРУЗОВЫЕ ОБЩЕГО НАЗНАЧЕНИЯ. ТРЕБОВАНИЯ К УСТРОЙСТВУ И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ — 1.5. Способы заделки концов стропов
- Содержание материала
- Заделка каната (троса)
- Заделка концов стального каната троса
- 1. Опрессовка алюминиевыми втулками
- 2. Ручная заплетка (ручной заплет)
- 3. Использование канатных зажимов
- 4. Муфта с заливкой цинком/металлом с низкой точкой плавления/каучуком
- 5. Запрессовка стальных фитингов
- Эффективность различных видов концевой заделки троса/каната
Как выполняется соединение концов стальных канатных стропов
Изготовление канатных строп подразумевает использование нескольких способов заделки концов каната. Чаще всего производители используют наиболее простые методы, которые заключаются в применении заплетки и опрессовки при помощи специальной втулки.
| Тип соединения | Пример | Диаметр каната | Коэффициент эффективности |
|---|---|---|---|
| U-образные зажимы | 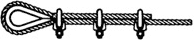 | Все | 0.8 |
| Алюминевая втулка Стальная втулка | 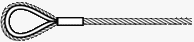 | Все | 0.9 |
| Ручная заплетка | 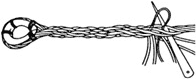 | ≤ 60 | 0.8 |
| Муфта с заливкой | 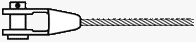 | Все | 1 |
| Запрессовка стальных фитингов |  | Все | 0.9 |
| Клиновая ≤ Н/мм 2 2 |  | Все | 0.85 0.80 |
Технология заплетки
Если петля на конце канатного стропа изготавливается методом заплетки, то предварительно концы изделия распускают, после чего получившиеся пряди вплетают непосредственно в сам канат. В данном случае нужно методично прокалывать канат. Число проколов зависит от характеристик изделия, в частности, от диаметра стропа:
- если диаметр меньше 0,15 см, то канат прокалывают в четырех точках;
- если окружность изделия от 0,15 до 0,28 мм, то строп прокалывают в пяти точках;
- при окружности каната от 0,28 до 0,6 см выполняют шесть и более проколов.
Все операции по заделке концов каната происходят в ручном режиме при помощи специального станка. Когда заплетаются концы канатов крупного сечения, то для упрощения и ускорения операций используется оборудование с гидравлическим приводом.
Технология опрессовки втулкой

Соединение концов каната путем опрессовки проводится с применением вспомогательного элемента – цилиндрической втулки, которая выполняется из сплава алюминия. Процедура достаточно простая и состоит в том, чтобы продеть канатную ветвь через отверстие втулки, создав таким образом петлю. На завершающем этапе заготовку помещают под пресс, чтобы сдавить втулку и тем самым обеспечить надежную фиксацию концов каната.
Чтобы продлить эксплуатационный ресурс канатных стропов, защитить петли от перетирания, скручивания, деформаций, дополнительно применяется стальной коуш. Он подбирается в соответствии с диаметром канатной стропы.
Временные соединения
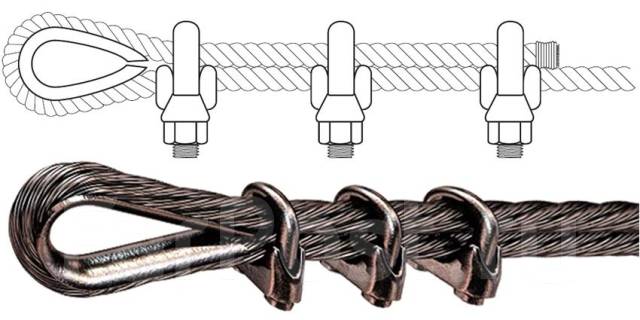
Для создания временных соединений при невысокой нагрузке на канат допускается использовать специальные винтовые зажимы. Количество зажимов выбирают в зависимости от типа стропа, но для надежного соединения их потребуется не менее трех штук. Они располагаются последовательно, шаг между зажимами рассчитывается таким образом, чтобы расстояние между ними было не менее шести диаметров каната стропа. Перемычку зажимной скобы всегда размещают так, чтобы она находилась на той стороне, которая несет на себе основную нагрузку.
Компания «КАСКАД» реализует широкий ассортимент канатных стропов, а также предлагает различные варианты зажимов для соединения их концов. Заказывайте нужные варианты с доставкой по Москве и в остальные города России.
В производственном объединении КАСКАД можно купить стропы:
Источник
РД 10-231-98 СТРОПЫ ГРУЗОВЫЕ ОБЩЕГО НАЗНАЧЕНИЯ. ТРЕБОВАНИЯ К УСТРОЙСТВУ И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ — 1.5. Способы заделки концов стропов
Содержание материала
1.5. СПОСОБЫ ЗАДЕЛКИ КОНЦОВ СТРОПОВ
Заделка концов каната может быть выполнена следующими способами:
заплеткой с последующей обмоткой концов прядей проволокой;
опрессовкой алюминиевой втулкой.
Элементы заделок концов канатов приведены в табл. П.1.27.
1.5.1. Заделка концов каната заплеткой
Способ заплетки заключается в том, что пряди распущенного конца каната вплетают между прядями нераспущенного каната.
Из бухты отматывают и отрезают часть каната требуемой длины с припуском на заплетку 0,5-3,0 м (в зависимости от диаметра каната и размера петли). Для предохранения каната от раскручивания на свободные его концы накладывают обвязки из мягкой тонкой проволоки.
После обрезки каната от его свободных концов отмеряют отрезок, необходимый для заплетки (рис. П.1.15), и в конце его накладывают новую обвязку, до которой концы каната распускают на пряди (см. рис. П.1.15, а). Концы прядей обматывают мягкой проволокой или изоляционной лентой (для канатов диаметром до 17 мм).
Затем (при заплетке каната без коуша) делают петлю и закрепляют ее в зажиме (см. рис. П.1.15, б) так, чтобы по одну сторону располагались распущенные пряди, а по другую — основной канат.
При заплетке с коушем в петлю на конце каната вставляют коуш. Затем коуш закрепляют в петле каната мягкой вязальной проволокой (см. рис. П.1.15, в) или в специальном коушедержателе (см. рис. П.1.15, г), после чего пряди на конце каната распускают и обвязывают. Мягкий сердечник каната отрезают в первом случае непосредственно у зажима, во втором — возле коуша, в жесткий (металлический) сердечник вплетают в канат с первой прядью. После этого производятся сращивание (распределение распущенных прядей между прядями основного каната) и собственно заплетка.
В основу всех механизированных устройств заложена предварительная раскрутка (см. рис. П.1.15, д) отрезка основного каната, на котором производится заплетка, до появления просветов между прядями. В механизированных устройствах устанавливают два зажима (в один закрепляют петлю, в другой — основной канат) и одному из зажимов сообщают вращение. Расстояние между зажимами выбирается от 0,5 до 2,5 м (в зависимости от диаметра каната и его жесткости).
Распределение распущенных прядей 1-6 между прядями основного каната А-Е (вид со стороны основного каната; рис. П.1.16) производится двумя способами.
При первом способе сращивания от желоба (углубление между соседними прядями) каната, проходящего через центральную ось коуша, со стороны распущенных прядей отсчитывают по направлению свивки три пряди, под которые пропускают шило. В образовавшийся просвет навстречу шилу между прядями основного каната А-Б и Г-Д пропускают крайнюю левую распущенную прядь 3 и жесткий сердечник (см. рис. П.1.16, б). Затем шило пропускают так, чтобы оно выходило через центральный желоб каната А-Б, но поднимало только две пряди каната А и Е, под которые из центрального желоба в желоб Д-Е продевают распущенную прядь 2, и под одну прядь А с выходом в желоб А-Е из центрального желоба пропускают прядь 1. После этого из желоба А-Б последовательно за прядью 3 по направлению свивки в желоб В-Г пропускают прядь 4 и в желоб Б-В — прядь 5. Последней пропускают прядь 6, которую вводят в желоб Б-В и выводят в центральный желоб А-В, огибая прядь Б.
При втором способе (см. рис. П.1.16, г, д) сращиванию подвергаются только четыре пряди, а пряди 5 и 6 остаются свободными до начала заплетки. Все четыре пряди вводят в центральный желоб А-Б (см. рис. П.1.16,д), а выводят в следующем порядке: вначале крайнюю левую свободную прядь 1 — в желоб Б-В, затем прядь 2 — в желоб В-Г, прядь 3 в желоб Г-Д и прядь 4 — в желоб Д-Е. После сращивания все пропущенные пряди поочередно затягивают специальными захватами или плоскогубцами в направлении коуша.
В образовавшемся жгуте каждая свободная прядь должна проходить под соответствующую прядь основного каната, за исключением пряди 3 при первом способе и пряди 1 при втором способе, идущих совместно с жестким сердечником. Петля каната должна плотно огибать коуш.
Процесс заплетки начинается после сращивания и затяжки концов и заключается в продевании каждой свободной пряди через одну (против направления свивки) под две (по направлению свивки) пряди основного каната.
При первом способе сращивания заплетку (см. рис. П.1.16, в) начинают с пряди 4, которую вводят в желоб Г-Д под две пряди В и Г и выводят в желоб Б-В. Далее так же поступают с прядью 3, которую заводят в желоб Д-Е через одну прядь Д против направления свивки, под две пряди Д и Г по направлению свивки и выводят в желоб Г-В. Затем в обратной последовательности таким же образом поступают с распущенными прядями.
Рис. П.1.15. Подготовка к заплетке. Объяснение в тексте
При втором способе сращивания заплетку (см. рис. П.1.16, е) начинают с прядей 5 и 6, оставшихся свободными при сращивании. Вначале прядь 5 пропускают в желоб Б-В под две пряди А и Б по направлению свивки и выводят в желоб А-Е, затем прядь 6 заводят против направления свивки через одну прядь В (по отношению к желобу, в который заводили прядь 5) под две пряди Б и В по направлению свивки и выводят в желоб А-Б. Таким же образом в последовательности 1, 2, 3, 4 поступают с другими распущенными прядями.
После заплетки каждого ряда пряди отгибают на коуши и проверяют правильность пропуска их между прядями основного каната.
Для получения плавного перехода узла заплетки в основной канат последний ряд заплетки осуществляется всеми прядями с половинным числом проволок в каждой пряди. После калибровки заплетенного участка концы свободных прядей обрезают заподлицо с основным канатом, сращенный участок (рис. П.1.17) обматывают мягкой проволокой или другим материалом, пригодным для этой цели.
Рис. П.1.16 Схема заплетки каната. Объяснение в тексте
Рис. П.1.17. Изоляция каната
1.5.2. Заделка концов канатов опрессовкой алюминиевой втулкой
Заделка концов канатов втулочным соединением представляет собой опрессованную конструкцию алюминиевой втулки с прядями соединяемых канатов, которые прочно сцеплены между собой металлом втулки, образуя однородное тело в сечении (рис. П.1.18, а).
Овальную алюминиевую втулку надевают на ветвь каната, образующую петлю вокруг коуша, таким образом, чтобы конец вспомогательной ветви каната выходил из втулки после опрессовки не менее чем на 2 мм.
Собранную заготовку соединения помещают в матрицу и сдавливают пуансоном до получения круглого поперечного сечения втулки.
Рис. П.1.18. Схема заделки концов канатов втулочным соединением
способом опрессовки. Объяснение в тексте
Существует два способа опрессовки алюминиевой втулки: в открытой (рис. П.1.18, б) и закрытой (рис. П. 1.18, в) матрицах.
Допускается использовать данный способ заделки при изготовлении кольцевых стропов.
Усилие опрессовки алюминиевых втулок должно соответствовать табл. П.1.28.
Перед опрессовкой канат необходимо очистить от смазки. Он должен пропариваться в горячей воде (90°С) до прекращения выделения смазки. Затем канат просушивают.
Втулки должны изготавливаться из алюминиевых сплавов марок АД0, АД1, АД31, АМц по ГОСТ 4784. Поверхность втулок не должна иметь забоин, вмятин и других механических повреждений.
Конструкция и размеры втулки приведены в табл. П.1.29 и на рис. П.1.19.
Источник
Заделка каната (троса)
Заделка концов стального каната троса
Заделка концов троса/каната необходима для создания петли, ушка и т.п. для подвешивания к нему груза либо закрепления троса на подъемном оборудовании.
Представляем самые распространенные виды заделок:
1. Опрессовка алюминиевыми втулками
Концевая заделка каната методом опрессовки — удобный и эргономичный способ заделки каната с высокой степенью эффективности.
Чаще всего применяется при изготовлении канатных стропов.

Не рекомендуется применять в случае эксплуатации при температуре выше 100С
2. Ручная заплетка (ручной заплет)
Заделка концов каната методом заплетки — традиционный способ заделки каната, при котором конец каната фиксируется путем переплетения прядей каната после формирования петли.

3. Использование канатных зажимов
Заделка каната винтовыми зажимами — самы простой и доступный из видов заделки.

Для обеспечения максимальной эффективности данного способа заделки каната, воспользуйтесь этими советами:
— правильно расположите зажимы
— установите зажимы так, чтобы расстояние между двумя зажимами составляло 1,5-3 (максимум) ширины перемычки
— затягивайте зажимы до нужного усилия затяжки с помощью ключа
4. Муфта с заливкой цинком/металлом с низкой точкой плавления/каучуком
Заделка концов каната с помощью фиксирования (заливки) муфт (сокетов) легкоплавким металлом или полимерной композицией (канат вставляется в муфту и ) — является наиболее прочным, но трудоемким и дорогим способом заделки концов каната.

5. Запрессовка стальных фитингов
Заделка концов каната запрессовкой стальных фитингов — это соединения стального каната и стального фитинга различной формы с применением специальных приспособлений и прессов высокой мощности. Фитинг изготавливается из специальной стали способной выдержать прилагаемые к нему нагрузки.

Эффективность различных видов концевой заделки троса/каната
Эксплуатационная эффективность концевой заделки каната это отношение разрывного усилия каната (R) к нагрузке, при которой ломается заделка.
На таблице ниже наглядно продемонстрирована эксплуатационная эффективность наиболее часто используемых концевых фитингов.
Следующее выражение применяется для расчёта фактического разрывного усилия концевой заделки:
R = разрывное усилие каната в Н
Reff. = фактическое разрывное усилие концевой заделки в Н
a = степень эффективности (коэффициент эффективности)
Источник



