
Ювелирное изделие с чеканкой способ изготовления
В ювелирном производстве под чеканкой понимают главным образом чеканку выколоткой, а именно изготовление мелких детальных форм на листовом материале. Этим методом наносятся различные детальные формы на поверхность монет, медалей.
При чеканке происходит пластическая деформация отдельных зон заготовки, по которым ударяют чеканочным инструментом — чеканом (рис. 43). При каждом ударе чекана по листовой заготовке на поверхности выбивается полукруглая сфера: за счет сферы на месте удара поверхность листа заготовки увеличивается, а толщина листа уменьшается. Чем глубже в металл проникает чекан, тем больше сферическая поверхность и тем меньше в этом месте становится толщина металла. Наибольшая степень деформации происходит в центре сферы.

Рис. 43. Виды чеканов: а — расходные или обводные, б — порушники, в — бобошник, г — лощатник, д — рифленый, е — сечка, ж — фигурные
При чеканочных работах важное значение имеет правильный выбор и применение инструмента.
Основными инструментами для чеканки являются чеканочный молоток с двумя ударными бойками (плоский и вогнутый); чеканы с сечениями различных форм (круглой, квадратной, прямоугольной, восьмигранной). Рабочая поверхность чекана зависит от выполняемой работы и может иметь самую различную форму и насечку. К числу наиболее распространенных типов чеканов относятся также: расходные (обводные); порушники и бобошники; лощатники; рифленые (матовые) чеканы; сечки; фигурные (узорные).
Расходные, или обводные, чеканы представляют собой несколько утолщенный в средней части и утоненный к концам стержень. Рабочая их поверхность (боек) выполняется в виде острого или слегка закругленного клина. Чеканка изогнутых линий осуществляется чеканами со слегка искривленной рабочей поверхностью. Расходные чеканы применяют для воспроизводства общего начертания рисунка или штифта.
Порушники и бобошники применяются для удаления различных выпуклостей. Рабочая поверхность этих чеканов имеет полушаровую или овальную форму.
Лощатники — это чеканы, имеющие плоский боек. Применяются они для выравнивания и сглаживания поверхностей. Такие чеканы имеют различную форму (квадратную, круглую, треугольную, восьмигранную и др.). Грани этих чеканов не должны быть острыми, иначе на поверхности заготовки могут получаться вмятины.
Рифленые, или матовые, чеканы напоминают по форме лощатники, но рабочая поверхность бойков у них не гладкая, а рифленая. Применяют такие чеканы для получения матовой поверхности или фона вокруг контрольных рисунков.
Рисунчатый чекан имеет боек с фигурной насечкой, которая переносится на изделия.
Сечки имеют форму односторонне заточенного плоского зубила. Применяются они для выбивания тонкого линейного рисунка и одностороннего ступенчатого смещения металла вниз.
Фигуные (узорные) чеканы на рабочей поверхности имеют определенный рисунок. Применяются они для отделки узорного орнамента, а в некоторых случаях и при создании контура рисунка.
Наряду с чеканами важным инструментом при чеканке являются наковальни, которые выполняют функции опорных подкладок. Простейшая опорная подкладка — стальная плита. Имеются специальные чеканочные наковальни, такие, как анки с различной формой углубления (полушаровая, конусная и др.). Для некоторых работ используют мягкие подкладки из дерева, резины, картона, свинца и других материалов. В качестве опорных подкладок применяется также специальная мастика (трайбкитт).
Различают три главных метода чеканки: насечку, формование и смещение металла. Насечкой получают на листовых заготовках мягкие и тонкие линии, возникающие при перемещении обводного чекана по заготовке; формованием (моделированием) получают с обратной стороны листовой заготовки рельефное изображение; смещением металла получают сдвиг металла по поверхности заготовки. Эту операцию следует проводить при помощи чеканов — сечек и лощатников.
Источник
Чеканка – техника ювелирного искусства
Автор: admin · Опубликовано 29.09.2012 · Обновлено 02.12.2015
Рельефные узоры и разнообразные сложные рисунки на золоте и серебре появились именно тогда, когда в мире возникла ювелирная техника чеканка. Этот способ холодной обработки металла позволил превращать обычные металлические пластины в изящно выполненные произведения ювелирного искусства.
Зарождаться техника начала еще в Древнем Египте, вскоре перешла на территорию Древнего Рима. Здешние мастера были уже достаточно искусными тогда, когда чеканное ремесло распространилось по всему миру и дошло до Руси. Славяне очень полюбили интересный ювелирный прием и применяли его совместно с гравировкой, резьбой, чернью и литьем.
 Сегодня Чеканка является одним из самых популярных приемов у современных ювелиров. Техника богата различными хитростями, методами и технологиями. Во многом благодаря этому появилась возможность делать разнообразными и обогащать ювелирные композиции: скульптуры, кубки, чаши, оружие, оклады икон и сосуды. Все потому, что данный прием позволяет обрабатывать самые разные виды металлов: медные, алюминиевые, стальные сплавы, драгоценные металлы. Особенной популярностью чеканное искусство пользуется в оформлении фактурного орнамента.
Сегодня Чеканка является одним из самых популярных приемов у современных ювелиров. Техника богата различными хитростями, методами и технологиями. Во многом благодаря этому появилась возможность делать разнообразными и обогащать ювелирные композиции: скульптуры, кубки, чаши, оружие, оклады икон и сосуды. Все потому, что данный прием позволяет обрабатывать самые разные виды металлов: медные, алюминиевые, стальные сплавы, драгоценные металлы. Особенной популярностью чеканное искусство пользуется в оформлении фактурного орнамента.
Несмотря на свою популярность, чеканка по сей день остается сложнейшей среди существующих техник. Мастер должен одновременно выписывать рисунок и отбивать форму, если же речь идет о литой чеканке, то ювелиру необходимо лишь доработать уже отлитую ранее форму. Зачастую специалисты используют пластичный материал, например, медь. Она обладает антикоррозионными свойствами, имеет достаточно высокий рельеф и обладает свойством, принимать разные формы. Такой металл используют для того, чтобы он хорошо поддавался механической обработке и при этом не разрушался.
Чтобы добиться низкого рельефа, мастера применяют металлические листы от 0,5 до 1 мм в толщину, а для достижения высокого – берут листы толщиной от 2 до 3 мм. Очень сложные фактуры и рельефы можно выбить из тончайшей медной фольги. Ее изготавливают при прокате меди и получают материал, толщина которого еле достигает 0,05 мм.
Но медь, не единственный металл, который может применяться для чеканной техники. Помимо нее для отделки активно используются никелевые сплавы. В сочетании с гальваническими напылениями из золота и серебра применяют в сочетании с медно-цинковым или алюминиевым сплавом. Также можно встретить изделия из нержавеющей стали и декопира.
Источник
Ювелирное изделие с чеканкой способ изготовления




9.1. Чеканка
Процесс получения на заготовке рельефного изображения посредством холодной обработки, т. е. ударов молотка по чекану или с помощью штампов, называется чеканкой. Сущность процесса заключается в том, что за счет давления на чекан или штамп (пуансон) на заготовке остается отпечаток рисунка рабочей части чекана или штампа (пуансона). Различают чеканку ручную и механизированную. Механизированная чеканка — это одна из операций штамповки, выполняемая на специальных прессах.
Ручную чеканку надо считать одним из самостоятельных способов изготовления украшений, например брошей. Инструментом, с помощью которого выполняют ручную чеканку, являются чеканы и молотки. В качестве материала используют листовой металл — золото, серебро, медь, томпак, мельхиор, алюминий.
Различают три приема чеканки: насечкой, формованием и смещением металла (рис. 9.1, а). Насечкой с помощью чеканов-расходников на листовой заготовке чеканят мягкие и тонкие линии. Формованием на листовой заготовке (с обратной ее стороны), используя пурошники и бобошники, выколачивают рельефное изображение. Смещение металла достигается передвижкой (перемещением) его по поверхности заготовки с помощью лощатников и сечек. Канфарником подчеркивают контур изображения (перед насечкой) в виде четкой точечной линии.
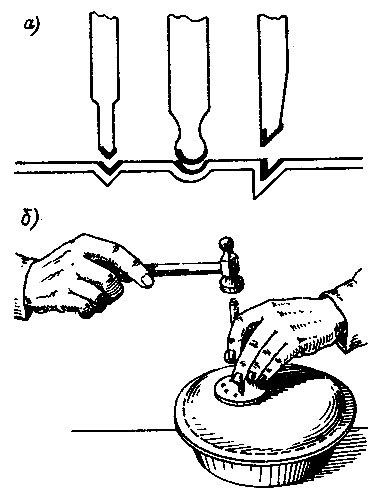
Рис. 9.1. Чеканка: а — приемы чеканки; б — положение инструмента и рук в процессе чеканки
Чекан держат между большим, указательным и средним пальцами; два других пальца слегка касаются поверхности обрабатываемой заготовки и скользят вдоль нее (рис. 9.1, б).
Для свободного скольжения чекана по заготовке рабочая поверхность его бойка постоянно удерживается с небольшим наклоном. В другой руке чеканщика находится чеканочный молоток, плоским бойком которого он наносит, ритмичные удары по чекану, направляя его равномерно вниз. При работе вся рука от кисти до плеча остается неподвижной, удар по чекану производится за счет лишь равномерно-ритмичного сгибания кисти руки.
Основной чеканочный молоток имеет два ударных бойка: один плоский, рабочая поверхность которого слегка выгнута, а другой — клиновидныи, с закругленной рабочей поверхностью. Применяются также молотки с плоскими и шаровидными бойками различного диаметра. Изготовляются бойки молотков в основном из легированной стали и должны иметь высокий класс шероховатости поверхности. Применяются и молотки с бойками из дерева, рога, резины, текстиля, кожи. Необычная форма ручки чеканочных молотков: внизу она изогнута в сторону бойка и утолщена, таким образом, удобно укладывается в ладонь руки, позволяя наносить удары определенной силы в течение длительного времени. Ручки чеканочных молотков выполняются из дерева, обладающего повышенной упругостью. Ручки обрабатываются — шлифуются наждачной бумагой, затем пропитываются льняным маслом.
Источник
Производство ювелирных изделий
Особенности производства ювелирных изделий. Вначале разрабатывается эскиз, создается модель ювелирного изделия. Основные процессы изготовления ювелирных изделий: заготовка материалов, создание формы, отделка, художественная обработка, огранка и закрепление вставок (камней).
Огранку производят на специальных станках. Распространенные виды огранки: бриллиантовая, огранка розой, таблицей, ступенчатая, кабошоном.
Закрепление камней в изделиях. Место, где на изделиях крепится камень, называется кастой (оправой), каст должен прочноиудерживать камень. Существуют разные способы закрепления камней в изделиях. Закрепки: крапановая, гладкая, гризантная, в обсыпку и др.
Крапановая закрепка наиболее распространена. Камень закрепляется с помощью лапок (крапанов), которые загибаются и охватывают камень со всех сторон.
Гризантная закрепка — камень закрепляется по окружности ободком металла и отделывается мелкой насечкой — гризантом.
При гладкой закрепке камень крепится в касте или в высверленном гнезде, края которых обжимаются по краям камня.
Технологический цикл на ювелирном предприятии начинается с покупки сырья — драгоценных металлов, ювелирных вставок и вспомогательных материалов.
Покупка слитков производится через банк. При этом кроме договора купли-продажи, приобретение слитков оформляется актом приема-передачи ценностей. Входной контроль качества при приемке слитков обычно не производится, так как банк гарантирует соответствие слитка указанной на нем пробе. К слиткам также прилагается сертификат или паспорт. Ювелирные вставки покупаются у предприятий-производителей или огранщиков. К каждому бриллианту должен прилагаться сертификат качества. Входной контроль ограненных вставок осуществляется путем внешнего осмотра.
Драгоценные металлы и вставки, оформленные в установленном порядке, поступают в производственные цеха.
Технологические операции при производстве ювелирных изделий разделяют на основные и отделочные. К основным относят плавку, литье, штампование, вальцевание, отжиг, волочение, цепевязание, обезжиривание, пайку, промывку и сушку. К отделочным — операции по отделке, которые для каждого вида ювелирных украшений могут быть различны. Например, для цепочек может быть сколотка, размягчение, прессование, алмазная обработка, алмазная огранка, нарезка, конечная сборка (или оконцовка). Для колец — шлифование, полирование, матирование, нанесение защитно-декоративного покрытия, закрепка вставки и т. д.
Плавка — это технологический процесс, при котором слитки металла переводят из твердого состояния в расплав при воздействии соответствующих температур, и при добавлении необходимого количества лигатуры получают сплавы строго установленной пробы. Другими словами, суть процесса в том, чтобы из высокопробного слитка получить слиток установленной пробы, необходимый для производства.
На современном производстве для плавки чаще всего применяют индукционные печи непрерывного литья. В печь загружаются золотые слитки, добавляются в необходимом количестве легирующие добавки (в соответствии с маркой сплава), и происходит нагрев при помощи магнитной индукции, наведенной токами средней и низкой частоты в тигле из чистого графита. В плавильной камере все составляющие перемешиваются наведенным магнитным полем. В конечном итоге получается готовый сплав необходимой пробы, который выходит из плавильной печи в виде прутка или пластины.
Далее осуществляется оперативный контроль качества полученного сплава путем проведения количественного химического анализа на соответствие нормируемого содержания драгоценного металла. Обычно стараются получить положительный ремедиум +1 или +2.
Из химической лаборатории золотой пруток или пластина соответствующей пробы (например, 586-й или 751-й) поступает либо на вальцевание (для получения в дальнейшем цепных, штампованных или филигранных изделий) или на ювелирное литье по выплавляемым моделям.
Литье — это технологический процесс формирования изделия из жидкого расплава в форме. Основным видом ювелирного литья является литье по выплавляемым моделям. При этом способе возможно получить чистоту поверхности 4-го класса. Высокая чистота поверхности достигается в результате принудительного заполнения литейной полости формы жидким металлом под действием вакуумного всасывания или центробежных сил.
Процесс ювелирного литья можно представить состоящим из следующих операций:
1. Изготовление мастер-модели из золота, серебра, латуни, меди или другого твердого металла с температурой плавления выше 300 °С вручную. Мастер-модель должна быть на 10% больше, чем готовое ювелирное изделие, которое должны получить. Это необходимо для того, чтобы учесть усадку резиновой пресс-формы (2-3%), усадку золота (1,25-1,5%) и отходы, образующиеся при опиловке и полировке изделия.
2. Изготовление резиновых пресс-форм. Для получения резиновой пресс-формы необходимы: мастер-модель, формировочная сырая резина, вулканизационный пресс, металлическая опока.
3. Изготовление восковой модели. Расплавленный ювелирный воск с помощью шприца впрыскивают в резиновую пресс-форму.
4. Изготовление восковой елочки. К восковому стояку (литнику) диаметром 5—7 мм электропаяльником под углом 45° припаивают восковые модели.
5. Изготовление литейных форм. Восковую елочку помещают в металлическую опоку и заливают огнеупорной гипсовой смесью. Смесь затвердевает, оставляя снаружи литник.
6. Выплавление воска из опоки происходит при нагревании литейной формы, оставляя пустым ее внутреннюю полость в форме «елочки».
7. Заливка металла в опоку осуществляется принудительно либо методом центробежного литья (вращение формы), либо вакуумным всасыванием.
8. Очистка отливок. Производят вручную с помощью щетки и теплой воды или в ультразвуковой ванне.
9. Разборка готовой отливки. Осуществляется с помощью кусачек.
Вальцевание (прокатка) — операция, заключающаяся в многократном протягивании металла (прутка или пластины) через вращающиеся валки. При этом получаются листы или профилированные изделия различной толщины. Для вальцевания используют прокатный стан. Прокатный стан позволяет получить толщину пластины около 1 мм и проволоку круглого и квадратного сечения, диаметром порядка 1,5 мм.
Уменьшение диаметра прутка изменяет внутреннюю структуру сплава, делая его более хрупким. Поэтому после вальцевания приходится восстанавливать структуру металла и снимать внутренние напряжения. Для этой цели используется отжиг, который должен производиться после каждого изменения диаметра полуфабриката.
Отжиг — процесс нагрева металлического сплава до заданной температуры, выдержка при этой температуре и последующее охлаждение. Проводится для устранения неоднородности кристаллической структуры, снятия внутренних напряжений, образовавшихся в металле в процессе его обработки — штамповка, прокатка (вальцовка). Цель отжига — привести сплав в равновесное состояние. Температура нагрева золота колеблется в пределах 700-750 °С, серебра — 600-650 °С.
Охлаждение производят в выключенной муфельной печи до полного остывания или вне печи при комнатной температуре. Выдержка при отжиге сплавов колеблется от 5 до 20 минут. Отжиг в муфельных печах ведет к окислению сплава, т. е. к частичной потере лигатуры сплава и образованию оксидной пленки, удаление которой требует применения еще одной технологической операции — отбеливания. Для частичной защиты поверхности сплава от окисления в муфельную печь подают защитный газ (диссациированный аммиак).
После отжига пластины направляются на операцию штампования, а пруток — на операцию волочения.
Штампование (штамповка) — процесс обработки материалов давлением в результате пластической деформации заготовки в штампах. При штамповке ювелирных изделий выпрессовывается рисунок, который выгравирован на штамп-форме. Изделия сложных форм штампуются в несколько приемов с промежуточным отжигом. Методом штамповки изготавливают изделия массового производства. Примером может служить изготовление обручальных колец. Широкое применение нашли штамповка и штамповка с вырубкой, например, при изготовлении столовых приборов (вилки, ложки, ручки ножей).
Волочение — это процесс, результатом которого является получение проволоки круглого сечения с определенным (заданным) диаметром (до 0,1 мм). Проволока протягивается через отверстия фильер с равномерным натяжением последовательно от отверстия с большим диаметром к отверстию с меньшим диаметром, не пропуская ни одного; в противном случае значительно снижается качество проволоки, поскольку материал испытывает чрезмерную нагрузку. Фильеры постоянно смазываются эмульсией на основе вазелиновых масел, чтобы предотвратить перегрев проволоки. В результате операции волочения получается проволока строго определенного (заданного) диаметра с неопределенной длиной (в мотке до 100 метров), которая еще раз направляется на отжиг.
Проволоку используют при производстве цепочек, плетеных браслетов, филигранных изделий, а также отделки изделий, получаемых методом литья.
Для получения цепочек и плетеных браслетов проволока направляется в цепевязальный цех на цепевязальные станки, которые позволяют получать изделия различных плетений (якорные, панцирные, кордовые и др.). Цепевязальные автоматы позволяют получать порядка 400-500 звеньев в минуту. В итоге получается цепь неопределенной длины с незапаянными звеньями.
После автоматического цепевязания изделия проходят промывку и обезжиривание и направляются на пайку.
С помощью установки для нанесения припоя, оснащенной двумя барабанами, моток цепочек обрабатывается порошковой смесью, состоящей из металлов, флюса и распыленных антиокислителей. В порошковую смесь входят следующие вещества: цинк, борная кислота, пираборат натрия, фосфор, фосфористая черновая медь, красная медь и, в некоторых случаях, порошок серебра и кадмия. В результате порошок распределяется по всей цепочке и попадает в зазор между звеньями, оставаясь там. Излишек порошка, оставшийся на поверхности звеньев, удаляется на подобной же установке.
Далее цепочка помещается в печь для пайки. Когда цепочка попадает в камеру нагрева печи пайки, плавящая добавка, входящая в состав смеси, загорается, увеличивая температуру на стыке звена на 30-50 °С и производя пайку самого звена. Из-за минимального расстояния зазора (несколько микрон) в звене цепочки, при пайке звенья спаиваются между собой без помощи припоя. В результате получаются цепочки со спаянными звеньями, не требующие дополнительной операции шлифовки, так как на месте спайки звена не образуется окисла.
Ручная пайка цепочек при помощи припоя и паяльника на современных предприятиях практически не используется. Однако процесс пайки используется для крепления отдельных деталей изделия (например, накладок, рантов и т. п.).
Пайка — процесс получения неразъемных соединений с помощью легкоплавких металлических сплавов (припоев). Неразъемное соединение получается в результате смачивания расплавленного припоя, нагретого до пластического состояния с кромками основного металла и последующего охлаждения спая. В ювелирном деле применяют в основном газопламенную пайку. Газовая горелка должна обеспечить температуру нагрева в пределах 1 100 °С. Более высокую температуру плавления (до 1 300 °С) обеспечивает бензиновый паяльный аппарат. Припои, используемые при пайке украшений, маркируются согласно процентному содержанию в них драгоценного металла.
Требования к ювелирным припоям:
1) соответствие пробе изделия;
2) соответствие цвету изделия;
3) температура плавления припоя должна быть не менее, чем на 50 °С ниже температуры плавления сплавляемых металлов.
Припои золотые 750-й пробы:
1. ПЗл75Ср15М7,35Ц — цвет припоя желтый, рабочая температура 840-860 °С.
2. ПЗл75Ср7,5М5,5Пд5Н2Ц — цвет припоя белый, рабочая температура 900-1000 °С.
Припои золотые 585-й пробы:
1. ПЗл58,5Ср 15М22Кд2Ц — цвет припоя белый, рабочая температура 800 °С.
2. ПЗл58,5Ср16М20,5Кд2Ц — цвет припоя красноватый, рабочая температура 780-800 °С.
3. ПЗл58,5Ср26М7,4Пд6Ц — цвет припоя белый, рабочая температура 860-880 °С.
Припои серебряные 700-й пробы: ПСр70М22,4Ц — рабочая температура 720-750 °С.
Для очищения сплавляемых поверхностей от оксидов металлов при пайке применяют флюсы, в качестве которых используют растворы буры и борной кислоты. Самым универсальным флюсом для пайки золотых изделий служит водный раствор буры и борной кислоты в соотношении 1:1.
Отбеливание. После отжига и пайки поверхность изделий необходимо очистить от оксидной пленки (результат отжига) и частиц флюса, образовавшихся при пайке. Процесс удаления оксидной пленки и флюса называется в ювелирном деле отбеливанием. Его проводят в фарфоровых или стеклянных ванночках, так как в состав отбеливающего раствора входит 10-15% серной или соляной кислоты, 5% медного купороса (остальное вода). Температура отбеливания — 60-80 °С, время — от одной до пяти минут.
Необходимо знать, что погружать и вынимать изделие из отбеливающего раствора можно только с помощью кислотостойкого пинцета или ложки, изготовленной из меди.
Скань (филигрань) получается в результате скручивания двух или нескольких проволок, образующих веревочку, которую сплющивают в ленту, по ее краю образуются косые рубчики.
Различают различные техники скани. При накладной скани узор набирается на корпус изделия, а затем припаивается, пространство между проволоками эмалируется цветными эмалями. В результате получают цветочный орнамент или другой рисунок. При ажурной скани основой служит жесткая бумага или картон, на которые наносится рисунок. По рисунку выкладывается сканная проволока в виде завитков, спиралек или орнамента, которая приклеивается к картону нитролаком или столярным клеем. Отдельные части сканной проволоки посыпают порошкообразным припоем и паяют. При пайке бумага и картон выгорают, остается ажурный металлический узор.
Ажурная скань применяется при изготовлении ваз для фруктов, конфетниц, подстаканников, брошей, перстней и браслетов.
Накладная скань используется при отделке изделий из металла (рюмки, стаканы, кубки, миниатюры).
Часто в филигранных изделиях используют элементы зерни.
Зернь — мелкие, гладкие шарики из золота или серебра, которые являются элементом сканного изделия. Помимо этого зернь в одних случаях окаймляет ювелирное изделие, в других располагается на плоскости в виде геометрических фигур (треугольников, ромбов и т. д.). Зернь — незаменимый элемент цветочного орнамента, именно золотые и серебряные шарики образуют рельефные гроздья, плоды и соцветия. Шарики зерни с помощью клея располагают на основе, а затем припаивают.
После основных операций все изделия проходят промывку в УЗ-ваннах и сушку в сушильных барабанах с горячими опилками.
Далее переходят к отделочным операциям. Как упоминалось выше, для различных видов ювелирных изделий виды и характер отделочных операций могут сильно различаться, однако практически все изделия проходят шлифовку и полировку.
Шлифовку применяют для создания ровной поверхности с помощью вращающихся шлифовальных кожаных, войлочных или хлопчатобумажных кругов с использованием наждачных порошков на шлифовальных станках, а также вручную. Поверхность изделия после шлифовки приобретает матовый цвет.
Полировка придает золотым и серебряным изделиям зеркальный блеск с большим коэффициентом отражения. Процесс полировки осуществляют на полировальном станке с использованием полировальных паст и кожаных, войлочных или хлопчатобумажных полировальных кругов, а также вручную.
Гравировка — нанесение на поверхность изделий из металла неглубоких нарезок с помощью резцов (штихелей). Гравировка воспроизводит картины или орнаментный рисунок. Процесс гравировки (так же как и при чеканке) заключается в том, что на металлическое изделие стальной иглой наносится рисунок, который углубляется с помощью штихелей. Штихель состоит из деревянной ручки и стального срезанного резца. Процесс гравировки заключается в снятии стружки металла по контуру рисунка.
Насечка — способ получения узора инкрустацией по металлу. С помощью штихеля в металле делаются углубления, в которые ввиваются (вставляются) пластинки или проволока другого металла для получения орнамента или узора.
Чеканка — нанесение на поверхность изделия рисунка, надписи, узоров ручным способом. Операция заключается в закреплении листовой заготовки на поверхности деревянного ящика, предварительно залитого в горячем состоянии смолой. На листовую заготовку стальной иглой наносят контуры рисунка, а затем, ударяя молотком по чекану (тупое зубило), делают на листовой заготовке возвышения или заглубления. Чеканы изготавливают из более мягкого металла, чем металл листовой заготовки для предотвращения на металле заготовки царапин.
Золочение и серебрение — это покрытие менее стойких металлов более стойкими по отношению к коррозии и механическому износу. Золочение и серебрение придают изделиям нарядный и благородный вид.
Покрытия наносят:
— окунанием в расплавленный металл;
— натиранием (чаще всего серебро);
— электролитическим способом.
Электролитический способ является наиболее технологичным, так как позволяет наносить тонкое ровное покрытие. Процесс заключается в осаждении на поверхность изделия слоя металла из водного раствора его соли под действием постоянного электрического тока. Толщина и качество слоя покрытия регулируются временем пребывания изделия в гальванической ванне, концентрацией раствора и плотностью тока.
Для серег, брошей, медальонов, изготовленных из серебра, толщина слоя золочения составляет 1 мкм, для цепочек — 2 мкм. Столовые приборы (вилки, ложки, ручки ножей), изготовленные из мельхиора и нейзильбера, имеют слой серебра 24 мкм.
Оксидирование- это процесс нанесения на поверхность изделия защитной оксидной пленки. Оксидированию подвергают медь и медные сплавы, алюминий. Производится путем погружения изделий в горячий раствор «серной печени» (1 часть серы и 2 части поташа). Длительность пребывания в растворе обусловливает цвет защитной пленки (от светлого до темного).
Чернение. В быту под чернением понимают окисление (потемнение) серебра в естественных условиях или покрытие серебра черной пленкой в сероводородной воде. За чернение принимают также использование черной эмали при эмалировании серебра, но это другой технологический способ.
Собственно процесс чернения — это наложение на серебряные изделия смеси, приготовленной из серебра, меди, свинца, буры и серы (основной элемент) с последующим обжигом. Поверхность изделия, подлежащего чернению, должна быть отшлифована. На поверхность наносят рисунок, глубина гравировки составляет 0,2-0,5 мм, затем поверхность обезжиривают и наносят приготовленную смесь. После этого изделие сушат и обжигают при температуре 300-400 °С. В результате обжига смесь оплавляется, заполняя все штрихи рисунка. После охлаждения изделие шлифуют и полируют.
Эмалирование — декоративное покрытие поверхности изделий из металла эмалью.
Ассортимент эмалей включает:
1. Холодные эмали — на основе мочевиноформальдегидных смол, которые наносят на изделие распылителем или кистью, а затем сушат.
2. Горячие стекловидные глазури накладываются на изделие в виде пасты, а затем обжигаются.
В зависимости от светопроницаемости они могут быть:
— прозрачные (сквозь эмаль видна металлическая основа);
— полупрозрачные или палевые (переливающиеся на свету);
— глухие или цветные (закрывают металлическую основу).
По способу нанесения различают:
— перегородчатая эмаль, заполняющая промежутки между стенками. Из перегородок на изделии набирается рисунок (узор), затем перегородки припаиваются к глади (поверхности металла). Перегородки могут быть ленточные (прямоугольная в профиль лента), припаянные на гладь, и сканная проволока, также припаянная на гладь;
— выемчатая эмаль, заполняющая углубления рисунка, вырезанного в металле. При этом нетронутая часть поверхности металла становится элементом орнамента (рисунка);
— эмаль по резьбе. Как правило, прозрачная эмаль наносится на поверхность гравированного изделия в виде орнамента, лучей и т. п. В результате изделие приобретает объемное гранение;
— эмаль по рельефу. Прозрачная или глухая эмаль наносится на литой или чеканный рельеф или узор;
— поливная эмаль, применяемая в основном при изготовлении эмалированной посуды. В ювелирном деле широко используют поливную эмаль с накладками, т. е. перед последним обжигом на эмаль кладут штампованные или другим способом выполненные изображения из золотого или серебряного листа; может выкладываться узор, орнамент. Далее изделие обжигается, при этом узор впаивается в слой эмали;
— росписная эмаль. Это живопись эмалевыми красками, при которой происходит несколько обжигов. После каждого обжига художник дополняет рисунок новыми красками и деталями, а после каждой росписи изделие должно подвергаться обжигу при температуре 800-900 °С.
После завершения основных и отделочных операций осуществляется контроль качества готовых изделий. Сплошной контроль качества — для изделий из драгоценных металлов и сплавов, выборочный — для недрагоценных. На качественные изделия наносят именник и направляют для пробирования и клеймения в территориальную инспекцию пробирного надзора.
Виды закрепок вставок в ювелирных изделиях
Ювелирные изделия со вставками имеют одну общую деталь, которая называется кастом. Каст — это металлическая часть ювелирного украшения, с помощью которой закрепляется вставка. Он должен отвечать следующим требованиям:
— прочно удерживать вставку;
— подчеркивать природную красоту минерала;
— служить связующим переходным звеном между металлической частью украшения и вставкой;
— гармонично вписываться в изделие, не нарушая его эстетической и художественной целостности.
Касты могут быть разнообразной формы: одинарные, двойные, решетчатые, ажурные, плоские.
В ювелирной практике применяют следующие основные виды закрепки вставок:
1. Глухая закрепка (или обжим). Каст имеет форму сплющенного ленточного ободка с плоским дном. Вставка удерживается в оправе за счет равномерного прижатия верхнего края стойки к рундисту камня по всему периметру (рис.). Заваленный слой металла срезается под определенным углом и полируется. Таким образом, образуется гладкая металлическая поверхность (ребро) вокруг вставки. Эта поверхность может украшаться насечкой (гризантом), создавая вокруг камня зернистое обрамление. Размер гризантной насечки определяется размером, формой и видом вставки. В некоторых случаях для лучшего освещения камня в ленточном ободке может вырезаться сквозной узор.
2. Крапановая закрепка. Наиболее распространенный вид закрепки прозрачных ювелирных камней. В этом случае камень удерживается в оправе не всей поверхностью ранта, а отдельными, выступающими в виде паучьих лапок, полосками металла, которые называются крапанами. Крапана прижимают вставку по рундисту, как бы приподнимая ее над поверхностью изделия (рис.). В таких оправах камень смотрится гораздо изящнее, обеспечивается максимальный блеск и игра света, но при этой закрепке предъявляются повышенные требования к креплению (пайке) крапанов, количество которых колеблется от четырех до восьми.
3. Корнеровая закрепка. Этот вид закрепки используется, когда камень закрепляется не в касте, а непосредственно в металле. В основном он предназначен для мелких камней или же для нескольких камней, расположенных в изделии на очень близком расстоянии. В изделии высверливаются специальные отверстия (посадочные гнезда), которые должны обеспечивать плотную посадку камня. Установив камни в посадочные гнезда, штихелем поднимают металл в виде штриха и надвигают его в сторону вставки так, чтобы он навалился на камень. Далее металлическому штриху придают форму шарика. Этот шарик, называемый корнером, выполняет ту же роль, что и крапан, удерживающий камень.
4. Рельсовая закрепка. Применяется в тех случаях, когда необходимо последовательно (в один ряд) закрепить несколько ограненных камней. В этом случае используется глухой каст, по форме напоминающий швеллер. Камни, вставленные в П-образные выемки между двумя направляющими, как бы выстраиваются друг за другом, соприкасаясь при этом сторонами и образуя яркую сверкающую линию. Таким образом, каждая ограненная вставка с двух сторон удерживается металлическими направляющими, а с двух других — соседними, последовательно расположенными камнями. Рельсовая закрепка является одним из новых видов крепления ювелирных камней и в настоящее время очень популярна.
5. Закрепка при помощи штифтов. Применяется для камней, используемых в качестве подвесок в серьгах, кулонах или брошах. Вставка закрепляется при помощи штифта, туго ввинчиваемого в предварительно высверленное в камне отверстие. Штифт заканчивается крючком или колечком, через которые подвеска соединяется с другими частями изделия.
6. Клеевая закрепка. Применяется для крепления недорогих вставок из стекла и декоративных пластмасс, а также для непрозрачных поделочных камней, чаще всего обработанных в форме кабошон, и жемчуга.
Клей наносят на изделие, накладывают вставку и прижимают ее. Жемчуг закрепляют в углублениях, имеющих штифт, предварительно просверливая в жемчужине отверстие на 2/3 ее глубины и диаметром, соответствующим размеру штифта. Клей наносится на штифт и в отверстие вставки, после чего части изделия соединяются.
Источник



