
- Высокопроизводительные способы сварки сварка лежачим электродом сварка пучком электродов
- § 95. Сварка лежачим и наклонным электродами
- Глава XVI. Высокопроизводительные способы ручной дуговой сварки
- § 70. Сварка пучком электродов, с глубоким проваром, наклонным и лежачим электродом, электродами больших диаметров, ванная сварка и сварка трехфазной дугой
- Высокопроизводительные способы сварки сварка лежачим электродом сварка пучком электродов
- Как происходит сварка металла лежачим электродом, где применяется и какие марки электродов нужны?
- Нюансы технологии и преимущества метода
- Подготовка и материалы
- Описание процесса сварки
Высокопроизводительные способы сварки сварка лежачим электродом сварка пучком электродов




§ 95. Сварка лежачим и наклонным электродами
Сварка лежачим электродом понятна из рис. 109, б. В разделку шва свариваемых деталей укладывают один или несколько электродов, длина которых обычно в два раза больше стандартных. От вытекания металла при сварке стыкового шва предохраняет медная подкладка. При сварке углового шва подкладки не требуется. Сверху электроды прижимаются к кромкам деталей медной или бронзовой колодкой. Дуга возбуждается вспомогательным электродом и затем продолжает гореть, расплавляя электрод и основной металл. Длина дуги равна толщине покрытия, составляющей 1,5 — 3 мм. Сварку лежачим электродом можно осуществлять и под слоем флюса. Сварка лежачим электродом под флюсом может применяться для выполнения как прямолинейных, так и криволинейных швов, для чего необходимы специальные приспособления.
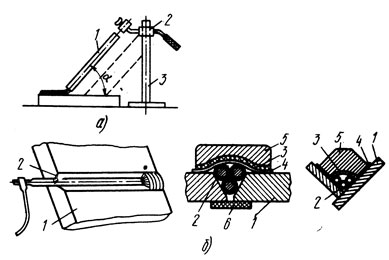
Рис. 109. Схема сварки: а — наклонным электродом; 1 — электрод, 2 — обойма, 3 — штанга; б — лежачим электродом; 1 — шов, 2 — дуга, 3 — электрод для возбуждения дуги, 4 — лежачий электрод, 5 — свариваемый металл
Схема сварки наклонным электродом представлена на рис. 109, а. Электрод опирается краем покрытия о свариваемый металл. Второй конец электрода зажат в обойме, которая во время сварки свободно опускается, скользя по штанге. Угол наклона электрода остается постоянным. Дугу возбуждают так же, как и при сварке лежачим электродом.
Производительность труда сварщика при использовании этих способов возрастает, так как один сварщик может работать на нескольких постах.
Для сварки наклонным и лежачим электродами необходимы специальные электроды. Московским опытно-сварочным заводом разработаны электроды для этого способа сварки марок ОЗС-12, ОЗС-15Н и ОЗС-17Н, близкие к типу Э-46. Электроды изготовляются диаметром 4, 5 и 6 мм, длиной от 450 до 700 мм.
1. Какие электроды называют высокопроизводительными?
2. В чем заключается сущность сварки с глубоким проплавлением?
3. Какие покрытые электроды предназначены для сварки опиранием?
4. Как выполняют сварку лежачим и наклонным электродами?
По минимальной цене полукомбинезон балтика у нас на сайте.
Источник
Глава XVI. Высокопроизводительные способы ручной дуговой сварки
§ 70. Сварка пучком электродов, с глубоким проваром, наклонным и лежачим электродом, электродами больших диаметров, ванная сварка и сварка трехфазной дугой
Чтобы облегчить труд сварщика и повысить производительность труда в промышленности, применяют различные высокопроизводительные способы сварки.
Сварка пучком электродов. Принцип этого способа состоит в том, что два или несколько электродов соединяют в пучок (в двух-трех местах, контактные концы сваривают друг с другом), которым при помощи обычного электрододержателя ведут сварку. При сварке пучком электродов дуга возникает между свариваемым изделием и одним из его стержней, по мере оплавления последнего переходит на соседний, т. е. дуга горит попеременно между каждым из электродов пучка и изделием. В результате этого нагрев стержней электродов внутренним теплом будет меньше, чем при сварке одностержневым электродом при той же величине тока. Поэтому при сварке пучком можно устанавливать большую величину тока, чем при сварке одинарным электродом такого же диаметра. А это в свою очередь позволяет увеличить производительность труда.
Сварка с глубоким проваром. Составы некоторых покрытий, нанесенные на стержень электрода более толстым слоем, чем обычно, позволяют сконцентрировать поток тепла сварочной дуги, повысить ее проплавляющее действие — увеличить глубину расплавления основного металла. Сварка в таких случаях ведется короткой дугой, горение которой поддерживается за счет опирания козырьком покрытия на основной металл. Этот способ применяют в основном при сварке угловых и тавровых соединений.
Сварка наклонным электродом. При данном способе сварки оплавляющийся конец электрода опирается о свариваемые кромки, а сам электрод перемещается вдоль линии соединения по мере заполнения разделки кромок.
Сварка лежачим электродом. Сущность этого способа заключается в том, что электрод с качественным покрытием укладывается в разделку шва. Длина дуги в процессе горения равна толщине слоя покрытия. Для сварки лежачим электродом используют электроды диаметром 6-10 мм, длину которых подбирают равной длине шва, но не более 800- 1000 мм Для удержания уложенного электрода в разделке, а также для изоляции и защиты дуги применяют медные накладки.
Сварка электродами больших диаметров. Для сварки этим способом применяют электроды диаметром 8, 10, 12 мм (при величине тока 350, 450 и 600 А). Сварка электродами больших диаметров имеет следующие недостатки:
большая масса электрододержателя с электродом приводит к быстрой утомляемости сварщика;
электродами больших диаметров трудно выполнять сварку в узких местах;
при сварке электродами больших диаметров возникает значительное магнитное дутье.
Ванная сварка. Сварка широко применяется при соединении стержней арматуры железобетонных конструкций, железнодорожных рельсов и т. д. Ее выполняют одним или несколькими электродами.
Чаще всего применяют электроды УОНИ-13/5 5У и УОНИ-13/85У при повышенной величине тока, что обеспечивает разогрев свариваемых элементов для создания большой ванны жидкого металла. Ванну жидкого металла удерживают специальной формой. Сварку начинают в нижней части формы в зазоре между торцами стержней, передвигая электрод вдоль этого зазора.
В процессе сварки наплавлямый металл все время должен находиться в жидком состоянии, поэтому электроды следует менять как можно быстрее. Когда уровень жидкого металла будет находиться выше середины сечения стержней, тепловое действие дуги уменьшают, для чего ее направляют в среднюю часть ванны. Для получения прочного сварного шва его выполняют с усилением; уровень шва должен быть выше поверхности стержней.
В конце процесса сварки для ускорения охлаждения ванны периодически прерывают дугу. Для экономии металла применяют разъемные формы, изготовленные из меди или керамики.
Сварка трехфазной дугой. Сущность способа состоит в следующем: в держатель, имеющий два токоподвода, закрепляют электрод, представляющий собой два электродных стержня в общем слое покрытия или два обычных электродных стержня с качественным покрытием. Через токопроводы в держателе к электродным стержням подводят две фазы сварочной цепи. Третью фазу подводят непосредственно к детали. Во время сварки дуга горит между двумя электродами и между каждым электродом и изделием.
Сварку трехфазной дугой применяют при изготовлении конструкций, требующих значительного объема наплавленного металла, при наплавке твердых сплавов, исправлении дефектов в стальном литье, при сварке соединений, требующих глубокого проплавления, и при сварке ванным способом стальной арматуры диаметром 60-120 мм.
Сущность способа заключается в том, что электрод не закрепляется в держателе, а приваривается к нему торцом, что позволяет использовать весь металл его стержня. Применение этого способа сварки позволяет несколько уменьшить число перерывов на смену электродов и на 10-15% сократить расходы сварочных материалов.
Безогарковая сварка. Недостатком этого способа сварки является некоторое ухудшение условий манипулирования электродом и перегрев электро до держателя.
Вопросы для самопроверки
- Какие высокопроизводительные способы ручной сварки существуют?
- В чем сущность повышения производительности сварки пучком электродов и наклонным электродом?
- Каковы особенности трехфазной сварки, ее преимущества и недостатки?
Источник
Высокопроизводительные способы сварки сварка лежачим электродом сварка пучком электродов




Глава XXVII
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ СПОСОБЫ РУЧНОЙ ДУГОВОЙ СВАРКИ
§ 124. Сварка пучком электродов с глубоким проваром, наклонным и лежачим электродом, электродами больших диаметров, ванная сварка, сварка трехфазной дугой, безогарковая сварка
Чтобы повысить производительность труда и облегчить труд сварщика применяют различные высокопроизводительные способы сварки.
Сварка пучком электродов. Принцип этого способа состоит в том, что два или несколько электродов соединяют в пучок (в двух-трех местах, контактные концы сваривают друг с другом), которым с помощью обычного электрододержателя ведут сварку. При сварке пучком электродов дуга возникает между свариваемым изделием и одним из его стержней, по мере оплавления последнего переходит на соседний, т. е. дуга горит попеременно между каждым из электродов пучка и изделием. В результате этого нагрев стержней электродов внутренней теплотой будет меньше, чем при сварке одностержневым электродом при той же величине тока. Поэтому при сварке пучком можно устанавливать большую величину тока, чем при сварке одинарным электродом такого же диаметра, а это в свою очередь позволяет увеличить производительность труда.
Сварка с глубоким проваром. Составы некоторых покрытий, нанесенные на стержень электрода более толстым слоем, чем обычно, позволяют сконцентрировать теплоту сварочной дуги, повысить ее проплавляющее действие – увеличить глубину расплавления основного металла. Сварка в таких случаях ведется короткой дугой, горение которой поддерживается за счет опирания козырьком покрытия на основной металл. Этот способ применяют в основном при сварке угловых и тавровых соединений.
Сварка наклонным электродом. При данном способе сварки оплавляющийся конец электрода опирается о свариваемые кромки, а сам электрод перемещается вдоль линии соединения по мере заполнения разделки кромок.
Сварка лежачим электродом. Сущность этого способа заключается в том, что электрод с качественным покрытием укладывается в разделку шва. Длина дуги в процессе горения равна толщине слоя покрытия. Для сварки лежачим элёктродом используют электроды диаметром 6-10 мм, длину которых подбирают равной длине шва, но не более 800-1000 мм. Для удержания уложенного электрода в разделке, а также для изоляции и защиты дуги применяют медные накладки.
Сварка электродами больших диаметров. Для сварки этим способом применяют электроды диаметром 8, 10, 12 мм (при величине тока 350, 450 и 600 А). Сварка электродами больших диаметров имеет следующие недостатки:
большая масса электрододержателя с электродом приводит к быстрой утомляемости сварщика;
электродами больших диаметров трудно выполнять сварку в узких местах;
при сварке электродами больших диаметров возникает значительное магнитное дутье.
Ванная сварка. Сварка широко применяется при соединении стержней арматуры железобетонных конструкций, железнодорожных рельсов и т. д. Ее выполняют одним или несколькими электродами.
Чаще всего применяют электроды УОНИ-13/55У и УОНИ-13/85У при повышенной величине тока, что обеспечивает разогрев свариваемых элементов для создания большой ванны жидкого металла. Ванну жидкого металла удерживают специальной формой. Сварку начинают в нижней части формы в зазоре между торцами стержней, передвигая электрод вдоль этого зазора.
В процессе сварки наплавляемый металл все время должен находиться в жидком состоянии, поэтому электроды следует менять как можно быстрее. Когда уровень жидкого металла будет находиться выше середины сечения стержней, тепловое действие дуги уменьшают, для чего ее направляют в среднюю часть ванны. Для получения прочного сварного шва его выполняют с усилением; уровень шва должен быть выше поверхности стержней.
В конце процесса сварки для ускорения охлаждения ванны периодически прерывают дугу. Для экономии металла применяют разъемные формы, изготовленные из меди или керамики.
Сварка трехфазной дугой. Сущность способа состоит в следующем: в держатель, имеющий два токопровода, закрепляют электрод, представляющий собой два электродных стержня в общем слое покрытия или два обычных электродных стержня с качественным покрытием. Через токопровода в держателе к электродным стержням подводят две фазы сварочной цепи. Третью фазу подводят непосредственно к детали. Во время сварки дуга горит между двумя электродами и между каждым электродом и изделием.
Сварку трехфазной дугой применяют при изготовлении конструкций, требующих значительного объема наплавленного металла, при наплавке твердых сплавов, исправлении дефектов в стальном литье, при сварке соединений, требующих глубокого проплавления, и при сварке ванным способом стальной арматуры диаметром 60-120 мм.
Безогарковая сварка. Сущность способа заключается в том, что электрод не закрепляется в держателе, а приваривается к нему торцом, что позволяет использовать весь металл его стержня. Применение этого способа сварки позволяет несколько уменьшить число перерывов на смену электродов и на 10-15% сократить расходы сварочных материалов.
Недостатком этого способа сварки является некоторое ухудшение условий манипулирования электродом и перегрев электрододержателя.
1. Какие высокопроизводительные способы ручной сварки существуют?
2. В чем сущность повышения производительности сварки пучком электродов и наклонным электродом?
3. Каковы особенности трехфазной сварки, ее преимущества и недостатки?
Наш сайт рекомендует:
| |
11 февраля 2012 | Просмотров: 23287 |
Спонсор сайта: Тиберис – лучший интернет-магазин сварочного оборудования Подробнее »
Metalcut Pro — современный центр металлообработки Подробнее »
Источник
Как происходит сварка металла лежачим электродом, где применяется и какие марки электродов нужны?
Сварка лежачим электродом – это разновидность дуговой сварки, при которой электрод укладывается между деталями вдоль линии соединения, после чего зажигается дуга, и сварка происходит в автоматическом режиме.
Нюансы технологии и преимущества метода
Сверху и снизу будущего шва укладываются медные накладки – нижняя не дает стечь расплавленному электроду, а верхняя формирует ровную поверхность на стыке деталей и делает дугу закрытой. Электродов может быть несколько.
К преимуществам сварки лежачим электродом относят:
- отсутствие открытой дуги;
- уменьшение разбрызгивания окалины;
- возможность сварки трех или четырех деталей друг с другом одновременно;
- автоматизация процесса сварки.
Данный метод не требует ручного направления электрода и позволяет осуществлять сваривание сразу несколько групп деталей одним работником на одном сварочном агрегате, имеющим несколько держателей электродов.
Подготовка и материалы
- несколько электродов с обмазкой;
- медные и стальные подкладки;
- фиксаторы для деталей;
- штангенциркуль;
- сварочный аппарат.
Лучше использовать электроды, разработанные специально для данного вида сварки – марки ОСЗ-12, ОСЗ-15Н и ОСЗ-17Н. Из стандартных подойдет электрод марки Э-46. Диаметр электрода выбирается в зависимости от толщины свариваемых деталей и особенностей материала – от 4 до 10 мм. Сварочный ток возрастает с увеличением диаметра электрода и варьируется в пределах 220-620 ампер.
 Примерная стоимость электродов ОСЗ-12 на Яндекс.маркет
Примерная стоимость электродов ОСЗ-12 на Яндекс.маркет
Стальная прокладка сверху медной выполняет роль груза, препятствующего скидыванию медной накладки парами сгораемой обмазки электродов. Толщина медных подкладок и накладок – от 2 до 5 мм.
Вместо меди допустимо использовать кирпичи с гладкой поверхностью или любой другой негорючий тяжелый материал с гладкой поверхностью.
Штангенциркуль нужен для отмеривания одинаковой ширины нижнего зазора с двух концов свариваемых деталей – размер зазора важен при использовании неплотно прилегающих подкладок из кирпича, чтобы электрод не растекся под деталями при расплавлении.
Описание процесса сварки
Процедура сварки включает следующие шаги:
- Зачистка поверхностей деталей.
- Установка нижней подкладки.
- Установка деталей на подкладке.
- Выставление ширины зазора и фиксация деталей неподвижно.
- Укладывание электродов между деталями.
- Установка защитной прокладки, медной и стальной накладок.
- Пуск сварочной дуги.
- Остывание и зачистка сварного шва.
Сначала электроды устанавливаются в держатель, потом укладываются между деталями – масса подключается к нижней подкладке. Максимальная длина свариваемого в один прием шва – 1,2 метра, так как при большей длине возникнет преждевременный перегрев остатка электрода.
Сварка лежачим электродом используется в основном для формирования прямых швов, но допустимо сгибать электрод по форме будущего шва не более, чем на угол в 30 градусов, так как перегиб приведет к осыпанию обмазки и обрыву электрода при сварке в месте обсыпания. По этой же причине нельзя использовать несколько стыкующихся электродов вместо одного длинного.
Прокладка из бумаги между медной накладкой и деталями используется для предотвращения преждевременного износа прокладки, при этом важно следить, чтобы края прокладки не выступали наружу, так как они могут самовозгораться при сварке и стать причиной пожара.
Запуск дуги можно осуществить двумя способами:
- другим электродом, подключенным к этому же аппарату;
- куском металла.
Если используется стационарный сварочный агрегат, лучше запускать дугу другим электродом, установленным в держателе, при этом важно закрепить держатель, в котором зажаты лежачие электроды, так как притяжение, возникающее при образовании дуги, может вытянуть лежачие электроды из-под подкладки. Для пуска дуги отрезком металла нужно соединить таким отрезком край свариваемой детали и конец электрода. Держать металлический отрезок нужно в электроизолирующих рукавицах.
Несмотря на то что сварочная дуга скрыта под поверхностью медной накладки, сварщику нужно использовать защищающую глаза маску, так как излучение дуги видно в начале и в конце сварки. Кроме того, существует риск откидывания недостаточно тяжелой накладки в процессе сварки и открытия дуги.
Располагать детали можно как в одной плоскости, так и под углом друг к другу, в этом случае зазор между деталями не устанавливается, а накладка подгоняется по форме усеченного уголка в разрезе.
Вместо медной накладки может использоваться сыпучий флюс, электроды в таком случае берутся без обмазки. Использование флюса в сварке лежачим электродом позволяет не ограничивать длину сварного соединения, формируемого за одну процедуру. Кроме того, электрод без обмазки можно изгибать на больший угол при сварке деталей с изгибами.
Когда нужно сварить три или четыре детали вокруг одного центрального шва, такие детали нужно расположить в следующем порядке:
- Вниз укладывается самая массивная деталь.
- По бокам – близкие по форме детали.
- Поверх лежачего электрода укладывается наиболее легкая деталь.
Верхняя деталь должна покрывать лежачие электроды полностью и прижиматься грузом (обычно используют кирпичи). Для сварки более двух деталей лучше использовать пучок из трех или семи электродов.
С помощью лежачего электрода можно формировать не только стыковые соединения, но и сваривать плоские металлические листы, расположенные внахлест. Для этого верхняя накладка изготавливается в виде продольного металлического бруска, в котором проделана канавка для электродов. Накладка кладется на закрепленные внахлест листы канавкой с электродом вниз, при этом листы проплавляются насквозь, если их толщина до 8 мм, или насквозь проплавляется только верхний лист, если нижний достаточно толстый.
Если требуется сварить много однотипных пар деталей, то подобрать оптимальную толщину электрода, величину сварочного тока и ширину зазора можно опытным путем. Для этого нужно сваривать парные обрезки деталей лежачим электродом, после чего разрезать их поперек сварного шва и оценивать его качество – при выраженной границе шов-деталь нужно увеличить сварной ток, при наличии впадин – уменьшить ширину зазора, утолщать электрод или использовать пучок электродов.
Источник



