
Высокая печать. Способы изготовления печатных форм. Разновидности высокой печати. Диагностические признаки, отображающиеся в оттисках.
ВЫСОКАЯ ПЕЧАТЬ— вид типографской печати, при котором печатающие элементы на печатной форме расположены выше пробельных, так что при печати пробельные элементы бумаги не касаются
К высокой печати относят следующиевидыпечати:
— флексографическая печать;
— так называемый, высокий офсет
флексографическая — в настоящее время используется, в основном, для упаковок и этикеток. Технология флексографической печати выглядит следующим образом: краска переносится специальным валиком на мягкую печатную форму. Форма представляет собой клише из синтетического или резинового материала. Затем с помощью цилиндра клише прижимается к бумаге
— типографская печать — сегодня практически нигде не используется.
– высокий офсет – наиболее популярная Принцип работы здесь таков: картинка передается на бумагу при помощи формы и промежуточного носителя. В качестве последнего выступает цилиндр, обтянутый прорезиненной тканью.
Печатные формы высокой печати подразделяются на:
Способ изготовления форм высокой печати включает два класса машин:
Признаки способа высокой печати:
· Деформация бумаги в местах наложения краски в штрихах
· Ровные и четкие края штрихов
· Неравномерное распределение красящего вещества в штрихах –образование красочного бортика (по краям штрихов)
· Сгустки красящего вещества в штрихах
· 7. Плоская печать. Способы изготовления печатных форм. Диагностические признаки.
· Плоская печать — способ печати, использующий формы, на которых печатающие и пробельные элементы расположены в одной плоскости и различаются лишь физико-химическими свойствами.
· литография, офсетифототипия.
Литография — на плоском литографском камне
Фототипия — это безрастровой способ с использованием форм, на которых разделение поверхности на печатные и пробельные элементы обеспечивается различной степенью задубливания желатина, содержащего бихроматы щелочных металлов, и набуханием желатина под воздействием увлажняющего спиртового раствора. Поверхность печатной формы для фототипии при сильном увеличении напоминает корку апельсина.
Офсетная печать — это непрямой тип плоской печати, то есть изображение переносится с печатной формы на офсетное полотно, и лишь с него — на бумагу.
Признаки оттисков, полученных с форм плоской печати:
· Малая толщина красочного слоя в штрихах, может наблюдаться наличие незапечатанных участков
· Поверхностное распределение в штрихах при отсутствии красочного борта по краям
· Равномерное распределение краски по всей ширине и всей площади штрихов
Источник
Признаки высокой печати.
На образование признаков высокой печати оказывает влияние механизм получения красочного изображения.
Ввиду того, что печатающие элементы возвышаются над пробельными, на запечатываемые участки оказывается существенное давление. В результате образуются следующие признаки высокой печати:
1. Утолщение красочного слоя по краям элементов, или по-другому, наличие так называемого красочного бортика.
Это, пожалуй, наиболее характерный и узнаваемый признак высокой печати, его визитная карточка. Данный признак образуется за счет выдавливания краски из под печатающих элементов в результате оказываемого ими давления на запечатываемый материал. Этот признак будет наиболее заметен при печати на бумагах с гладкой поверхностью, а на бумагах тонких сортов и с шероховатой поверхностью — менее заметен.
2. Наличие вдавленного рельефа в месте расположения красочного изображения и выпуклости бумаги с оборотной стороны.
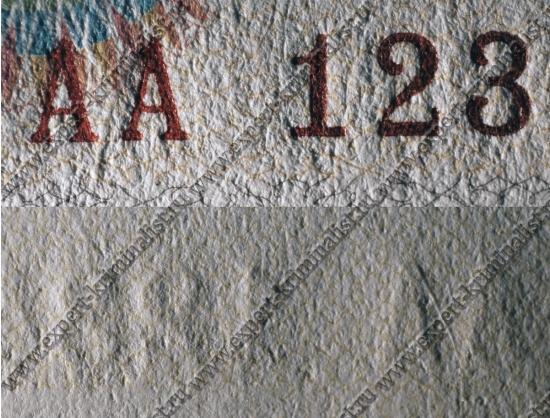
Данный признак хорошо просматривается при косопадающем освещении и объясняется наличием давления на запечатываемый материал. Выраженность этого признака зависит и как от сорта бумаги, и от силы оказываемого давления: чем толще бумага и выше давление, тем рельефность выраженнее.
3. Относительно равномерная толщина и распределение красяшего вещества. Данный признак объясняется тем, что краска на поверхность печатной формы наносится упругоэластичными валиками, способными оставить равномерный слой краски на печатающих элементах.
4. Четкие края элементов.
Данный признак образуется в результате того, что острые грани печатающих элементов имеют наибольший контакт с бумагой. Чем больше давление, тем более чётко, точно и резко отображаются грани в оттисках.
Перечисленные выше признаки, при их наличии в оттиске, будут основанием для вывода о выполнении его (оттиска) способом высокой печати.
Помимо указанных признаков могут отобразиться и другие, позволяющие определить способ изготовления печатной формы. Ниже будут приведены отличительные признаки форм высокой печати, изготовленных разными способами.
Признаки оттисков, полученных с помощью типографского набора:
— наличие признаков типографского шрифта. Все знаки должны иметь правильные формы и определённые размеры, соответствующие требованиям ГОСТ на шрифты;
— ровные, чёткие края прямолинейных и округлых элементов, знаков и линеек, без значительных извилистостей, зазубрин; острые углы в точках соединения прямолинейных элементов и плавные закругления элементов и знаков, промежутки между знаками, свободные от посторонних элементов;
— одинаковые пробелы между знаками в оттисках;
— одинаковые расстояния между словами в пределах одной строки и между строками, обусловленные использованием стандартного пробельного материала;
— ровная линия строки;
— одинаковое положение вертикальных осей знаков по отношению к линии строки.
Признаки оттисков, полученных с форм высокой печати, изготовленных строкоотливным машинным способом:
— стандартное строение знаков;
— резкие, чётко выраженные края прямолинейных и округлых элементов знаков и линеек, без извилистостей;
— чёткие острые углы и плавные закругления элементов;
— пробелы между словами в пределах одной строки могут быть неодинаковыми;
— в пробелах между буквами могут присутствовать посторонние элементы в виде тонких вертикальных «марашек». Происхождение их в оттисках связано с износом матриц от многократного действия расплавленного металла, а также с попаданием металла между матрицами из-за недостаточного их уплотнения при наборе;
— одинаковая ширина всех букв (связано с устройством линотипной матрицы);
— искажение конфигурации знаков (в результате прогорания стенки линотипной матрицы).
Особенности оттисков, полученных с форм высокой печати, изготовленных фотоцинкографским способом:
— неровные извилистые («изъеденные») края элементов знаков, иллюстраций. Происхождение извилистостей связано с процессом травления цинковой пластины;
— наличие посторонних «марашек» в пробелах между буквами, словами, строками. Результат неквалифицированного травления, при котором в пробелах клише остаются невытравленные участки, дающие отпечатки;
— отсутствие отдельных элементов, перерывы в элементах знаков – результат перетравления печатающих элементов формы в процессе её изготовления. Особенно в тонких элементах знаков;
— закругление в местах угловатых соединений элементов знаков и «съедание» засечек знаков. Эти дефекты возникают в связи с тем, что в процессе травления эти участки слабо протравливаются из-за небольшой площади контакта с ними кислот;
— незначительное утолщение элементов знаков, особенно заметное в тонких соединительных элементах и засечках. Объясняется это тем, что в процессе копирования изображения оригинала с негатива на светочувствительный слой, покрывающий цинковую пластину, происходит частичное засвечивание краёв элементов.
Признаки оттисков, полученных с форм высокой печати, изготовленных с применением ручного гравирования:
— неровные края элементов знаков, линеек, рамок в виде изломов, небольших выступов и впадин. В процессе гравирования материала печатной формы с помощью режущих инструментов неизбежно происходят надрезы граней печатающих элементов, отламываются небольшие участки, появляются выщербленности;
— перерывы в прямых и округлых элементах знаков в виде незапечатанных краской участков. Происхождение этого признака является результатом надрезов печатающей поверхности при гравировании;
— неодинаковые толщина и высота основных элементов знаков;
— угловатость овальных букв и элементов;
— округлость угловатых соединений элементов знаков по их внутренним контурам. Создание вручную правильных округлых элементов, прорезка углов в местах угловатых соединений основных и соединительных элементов требуют большого профессионального мастерства, совершенных гравировальных инструментов и длительного времени изготовления формы;
— наличие «марашек» — следствие недостаточного углубления пробельных участков формы;
— различный рисунок знаков шрифта в одном и том же слове;
— неодинаковые пробелы между буквами, словами и строками;
— произвольная форма засечек, ограничивающих основные элементы букв, особенно в мелких шрифтах.
Источник
Способы изготовления форм высокой печати
ВОПРОС 1
Задачи и объекты криминалистического исследования бланков документов. Основы полиграфического производства. Виды полиграфической печати их криминалистические признаки и способы изготовления печатных форм.
Среди документов, направляемых на техническую экспертизу, наиболее часто встречаются те, которые оформляются путем заполнения бланков, изготовленных типографским способом (накладные, дипломы об окнчании высшего учебного заведения, справки, квитанции и т.д.)
В целях успешного решения задач, связанных с исследованием бланков, экспертам криминалистических подразделений органов МВД необходимо иметь определенное представление о технологии полиграфического производства: знать способы печатания, размножения, копирования документов и возможности их криминалистического исследования.
Задачи экспертного исследования документов, изготовленных полиграфическим способом, как и в других видах экспертизы, подразделяются на идентификационные и диагностические.
К идентификационным задачам относятся:
— идентификация печатных форм и иных печатных устройств по оттискам,
— идентификация машин и приспособлений, использованных для изготовления печатных форм,
— сравнение объектов сомнительной подлинности с экземплярами документов, изготовленных в установленном законом порядке.
К диагностическим задачам относятся:
— установление полиграфической природы документа,
-способа и вида печати по оттискам,
-определение условий, времени и места изготовления документа;
-установление квалификации и профессиональных навыков лица, осуществляющего подделку документов и т.д.
Объектами комплексного криминалистического исследования являются: — бланки документов;
— полиграфическая техника ( в т.ч. множительная);
— вспомогательные полиграфические средства (печатные формы, материалы документов).
При исследовании полигрвфической подукции часто используется термин бланк ( в переводе с французского — “ белый”)
Бланками называют листы бумаги с частично напечатанным текстом, предназначенные для составления документов по определеннной форме.
Чтобы квалифицированно проводить технико-криминалистическое исследование бланков документов эксперту необходимо иметь представление об основах полиграфической печати. В результате технической экспертизы документов можно установить:
— способ изготовления печатных форм;
— количество печатных форм, использовавшихся для изготовления документа.
Технологический процесс изготовления печатной продукции, состоит из трех основных этапов:
— изготовление печатной формы;
— отделки печатной продукции.
Сущность печатного процесса состоит в воспроизведении оттисков с печатной формы.
Оттиски наносятся печатной краской на бумагу, ткань или другие материалы.
Печатной формой служит поверхность, на которой имеются печатающие (дающие оттиск) и пробельные (не дающие оттиска) элементы.
В полиграфическом производстве в настоящее время наибольшее распространение получили три вида печати:
— высокая (типографская);
— плоская;
— глубокая.
К специальным видам печати относится трафаретная и орловская печать
Виды печати отличаются по относительному расположению печатающих и пробельных элементов печатной формы.
Способ печати— это система технологических операций, связанных с реализацией того или иного вида печати.
Рассмотрим подробнее каждый вид печати отдельно.
Высокая печать
В форме для высокой печати, печатающими элементами являются участки, возвышающиеся над пробельным материалом. Краска наносится на выступающие участки формы. (Схема)
Процесс печатания с высоких печатных форм заключается в следующем: при печатании на выступающие элементы формы наносится красящее вещество и путем контакта с бумагой переносится на нее. Для получения четкого, равномерного оттиска необходимо чтобы форма и бумага взаимодействовали под определенным давлением, т.е. выступающие элементы как бы вдавливаются в бумагу вместе с красочным слоем, от чего в местах сопрокосновения она деформируется, а красочный слой выдавливается, образуя на краях печатных элементов оттиска утолщения слоя красителя.
Признаки высокой печати
— деформация бумаги в месте расположения знаков;
-утолщение красочного слоя по краям штрихов;
— четкость оттиска внутреннего контура.
Эти признаки являются основными для данного вида полиграфическойпечати. Как правило, в штрихах изображений, полученных высокой печатью, отображаются также дополнительные признаки, обусловленные способом изготовления печатной формы.
Способы изготовления форм высокой печати
— с использованием набора типографских шрифтов (ручной и машинный набор);
— механический или гравировальный;
1. С использованием набора типографских шрифтов (ручной и машинный набор).
Это достаточно старый способ изготовления форм высокой печати. Набор может быть выполнен ручным способом и с использованием наборных машин.
Набор производится с применением шрифтов.
Типографским шрифтом называется комплект литер, необходимых для воспроизведения букв (строчных и прописных) какого-либо алфавита, цифр и иных знаков.
Литеры представляют собой металлический брусочек прямоугольного сечения, отлитый из специального типографского сплава — гарта (сплав свинца,олова и сурьмы). На верхней площадке литеры находится рельефное изображение буквы или иного знака, называемое очком. Высота ( «рост») всех литер одинакова — 25,1 мм, высота пробельных элементов — 20,3 мм.
Размер шрифта, т.е. длина и ширина печатного знака, определяется кеглем.. Кеглем называется расстояние между передней и задней стенками литеры. Кегль измеряется в типографских пунктах, 1 тип.пункт = 0,376 мм.
Внутри каждой группы шрифты делятся на гарнитуры, которые объединяют шрифты разных кеглей с одинаковым характером рисунка.
Каждая гарнитура имеет собственное наименование, например, академическая, литературная и т.д.
По назначению шрифты делятся:
а) на текстовые, предназначенные для набора текста;
б) титульные, предназначенные для набора заголовков, титульных листов, обложек:
в) акцидентные, предназначенные для набора малых типографских форм (аттестаты, дипломы, бланки, этикетки и т.п.)
Шрифты различают по следующим признакам:
— по размеру и величине засечек;
— соотношению (степени контраста) между толщиной основных и дополнительных штрихов;
— характерным особенностям рисунка отдельных букв.
При изготовлении печатных форм способом ручного набора используется верстатка — приспособление в виде металической пластины с бортиками в нее укладываются литеры из кассы букв и пробельный материал. Из печатающих элементов (литер) с рельефным изображением формируются слова, которые отделяют друг от друга пробельные элементы.
На ряду с традиционными признаками, характерными для высокой печати, в оттиске, полученном с печатной формы ручного набора, может наблюдаться:
-смещение знаков по вертикали, горизонтали либо наклон знака:
-нарушением формы линий графления;
-нарушение непрерывности линий графления;
-неравномерные пробелы между печатными знаками;
-наличие посторонних окрашенных штрихов.
б) машинный набор
При машинном наборе используют буквоотливные машины — монотипы и строкоотливные — линотипы.
В монотипах отдельно отливают буквы, а затем из них составляют слова.
В линотипах перед отливом содержание строки набирается из литейных матриц, а затем изготавливают (отливают) монолитные строки текста. При этом процесс изготовления печатающих и пробельных элементов и составление из них строк текста осуществляется одновременно. В настоящее время в основном используется линотипный набор.
Признаки линотипного набора
-ровное расположение отпечатанных знаков относительно линии строки;
-наличие посторонних штрихов между знаками, обусловленные затеком металла между матрицами;
— дефекты тонких штрихов, связанные с прогоранием матрицы.
Одна форма высокой печати выдерживает изготовление 50 тыс.оттисков. При высокотиражных работах (свыше 50 тыс. экз.) приходится либо готовить второй комплект печатных форм, либо делать стереотип.
Для получения стереотипа с оригинальной формы делают форму из специального картона. Затем форму заливают расплавленным гартом.
Для повышения тиражеустойчивости стереотипов производят наращивание их поверхностного слоя прочным металлом (хром, никель). С полученного стереотипа производят печатание тиража.
Признаки оттисков, полученных со стереотипов.
-округленность угловатых элементов;
— увеличение ширины печатных знаков, особенно их соединительных элементов, засечек;
-искажение геометрии знаков, вызванное деформацией стереотипной матрицы в процессе высыхания.
2.Механический или гравировальный способ изготовления печатной формы
Изображение переносится на формный материал ( металл, пластмасса) имеханическим способом удаляется часть формного материала с пробельных участков, таким образом углубляются пробельные элем. Раньше для этой цели использовали штихели и делали это в ручную, сейчас используют электрогравировальные установки.(Оригинал и формный материал закрепляется на синхронно вращающихся барабанах или на столах. Принцип действия гравировальной установки основан на сканировании изображения и преобразовании отраженной от него световой энергии в электрическую, которая используется для управления подвижным узлом (концевая фреза) электрогравировального аппарата).
Признаки оттисков , выполненных с форм, изготовленных способом гравирования.
-искажение или отсутствие мелких элементов;
-наличие в полутонах точечных или линейных растровых структур;
-растровые точки могут иметь вид ромбов, вытянутых в одну сторону.
Источник



