
- Способы изготовления форм высокой печати
- Литье форм из жидкого силикона в домашних условиях
- Материалы и оборудование
- Двухкомпонентный жидкий силикон
- Форма для отливки силикона
- Емкость для замешивания
- Палочка для перемешивания
- Воронка
- Перчатки
- Обезжириватель
- Что еще может пригодится
- Восковая смазка
- Вакуумная камера
- Процесс изготовления
- Установка по уровню
- Определение объема формы
- Приготовление силиконовой смеси
- Компонтент А
- Компонент B:
- Заливка силикона в форму
- Извлечение готовых силиконовых форм
- Дефекты и удаления излишек
- Для чего могут еще пригодится формы из силикона
Способы изготовления форм высокой печати
Высокая печать
Глубокая.
К специальным видам печати относится трафаретная и орловская печать
Виды печати отличаются по относительному расположению печатающих и пробельных элементов печатной формы.
Способ печати— это система технологических операций, связанных с реализацией того или иного вида печати.
Рассмотрим подробнее каждый вид печати отдельно.
В форме для высокой печати, печатающими элементами являются участки, возвышающиеся над пробельным материалом. Краска наносится на выступающие участки формы. (Схема)
Процесс печатания с высоких печатных форм заключается в следующем: при печатании на выступающие элементы формы наносится красящее вещество и путем контакта с бумагой переносится на нее. Для получения четкого, равномерного оттиска необходимо чтобы форма и бумага взаимодействовали под определенным давлением, т.е. выступающие элементы как бы вдавливаются в бумагу вместе с красочным слоем, от чего в местах сопрокосновения она деформируется, а красочный слой выдавливается, образуя на краях печатных элементов оттиска утолщения слоя красителя.
Признаки высокой печати
— деформация бумаги в месте расположения знаков;
-утолщение красочного слоя по краям штрихов;
— четкость оттиска внутреннего контура.
Эти признаки являются основными для данного вида полиграфическойпечати. Как правило, в штрихах изображений, полученных высокой печатью, отображаются также дополнительные признаки, обусловленные способом изготовления печатной формы.
— с использованием набора типографских шрифтов (ручной и машинный набор);
— механический или гравировальный;
1. С использованием набора типографских шрифтов (ручной и машинный набор).
Это достаточно старый способ изготовления форм высокой печати. Набор может быть выполнен ручным способом и с использованием наборных машин.
Набор производится с применением шрифтов.
Типографским шрифтом называется комплект литер, необходимых для воспроизведения букв (строчных и прописных) какого-либо алфавита, цифр и иных знаков.
Литеры представляют собой металлический брусочек прямоугольного сечения, отлитый из специального типографского сплава — гарта (сплав свинца,олова и сурьмы). На верхней площадке литеры находится рельефное изображение буквы или иного знака, называемое очком. Высота ( «рост») всех литер одинакова — 25,1 мм, высота пробельных элементов — 20,3 мм.
Размер шрифта, т.е. длина и ширина печатного знака, определяется кеглем.. Кеглем называется расстояние между передней и задней стенками литеры. Кегль измеряется в типографских пунктах, 1 тип.пункт = 0,376 мм.
Внутри каждой группы шрифты делятся на гарнитуры, которые объединяют шрифты разных кеглей с одинаковым характером рисунка.
Каждая гарнитура имеет собственное наименование, например, академическая, литературная и т.д.
По назначению шрифты делятся:
а) на текстовые, предназначенные для набора текста;
б) титульные, предназначенные для набора заголовков, титульных листов, обложек:
в) акцидентные, предназначенные для набора малых типографских форм (аттестаты, дипломы, бланки, этикетки и т.п.)
Шрифты различают по следующим признакам:
— по размеру и величине засечек;
— соотношению (степени контраста) между толщиной основных и дополнительных штрихов;
— характерным особенностям рисунка отдельных букв.
При изготовлении печатных форм способом ручного набора используется верстатка — приспособление в виде металической пластины с бортиками в нее укладываются литеры из кассы букв и пробельный материал. Из печатающих элементов (литер) с рельефным изображением формируются слова, которые отделяют друг от друга пробельные элементы.
На ряду с традиционными признаками, характерными для высокой печати, в оттиске, полученном с печатной формы ручного набора, может наблюдаться:
-смещение знаков по вертикали, горизонтали либо наклон знака:
-нарушением формы линий графления;
-нарушение непрерывности линий графления;
-неравномерные пробелы между печатными знаками;
-наличие посторонних окрашенных штрихов.
б) машинный набор
При машинном наборе используют буквоотливные машины — монотипы и строкоотливные — линотипы.
В монотипах отдельно отливают буквы, а затем из них составляют слова.
В линотипах перед отливом содержание строки набирается из литейных матриц, а затем изготавливают (отливают) монолитные строки текста. При этом процесс изготовления печатающих и пробельных элементов и составление из них строк текста осуществляется одновременно. В настоящее время в основном используется линотипный набор.
Признаки линотипного набора
-ровное расположение отпечатанных знаков относительно линии строки;
-наличие посторонних штрихов между знаками, обусловленные затеком металла между матрицами;
— дефекты тонких штрихов, связанные с прогоранием матрицы.
Одна форма высокой печати выдерживает изготовление 50 тыс.оттисков. При высокотиражных работах (свыше 50 тыс. экз.) приходится либо готовить второй комплект печатных форм, либо делать стереотип.
Для получения стереотипа с оригинальной формы делают форму из специального картона. Затем форму заливают расплавленным гартом.
Для повышения тиражеустойчивости стереотипов производят наращивание их поверхностного слоя прочным металлом (хром, никель). С полученного стереотипа производят печатание тиража.
Признаки оттисков, полученных со стереотипов.
-округленность угловатых элементов;
— увеличение ширины печатных знаков, особенно их соединительных элементов, засечек;
-искажение геометрии знаков, вызванное деформацией стереотипной матрицы в процессе высыхания.
2.Механический или гравировальный способ изготовления печатной формы
Изображение переносится на формный материал ( металл, пластмасса) и механическим способом удаляется часть формного материала с пробельных участков, таким образом углубляются пробельные элем. Раньше для этой цели использовали штихели и делали это в ручную, сейчас используют электрогравировальные установки.(Оригинал и формный материал закрепляется на синхронно вращающихся барабанах или на столах. Принцип действия гравировальной установки основан на сканировании изображения и преобразовании отраженной от него световой энергии в электрическую, которая используется для управления подвижным узлом (концевая фреза) электрогравировального аппарата).

Признаки оттисков , выполненных с форм, изготовленных способом гравирования.
-искажение или отсутствие мелких элементов;
-наличие в полутонах точечных или линейных растровых структур;
-растровые точки могут иметь вид ромбов, вытянутых в одну сторону.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Литье форм из жидкого силикона в домашних условиях

В прошлый раз я описывал разработку набора для фокуса «Растворимая ложка», в котором фигурировала форма из силикона.
Сегодня подробно распишу сам процесс литья таких форм из жидкого силикона на основе платины. Предупреждаю, под катом много фото!
Материалы и оборудование
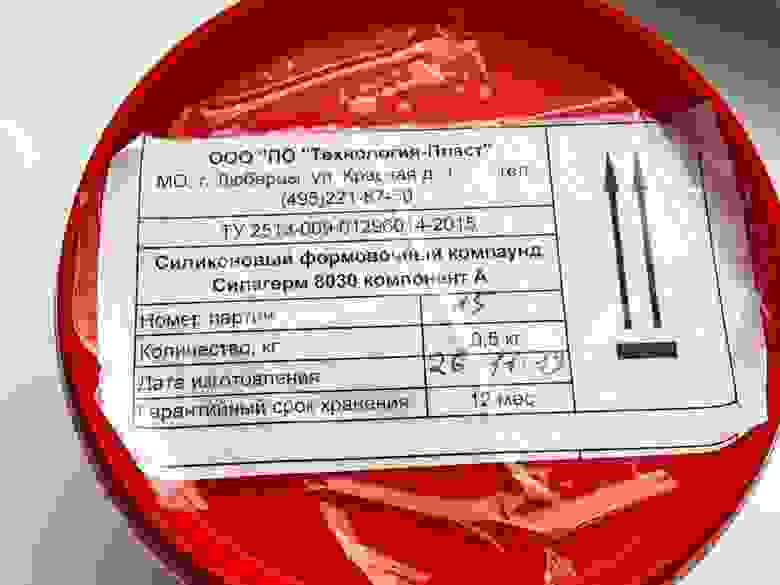
Двухкомпонентный жидкий силикон
Какой именно и где я покупал жидкий силикон описал в прошлый раз.

Форма для отливки силикона
Форму мне изготавливали на заказ из алюминия, но для простых и домашних задач ее можно сделать своими руками из гипса. Этот процесс я еще не описывал, так что будет тема для очередного поста.
Вот пример гипсовой формы, которую делали сами в самом начале: 
А это уже промышленная форма: 
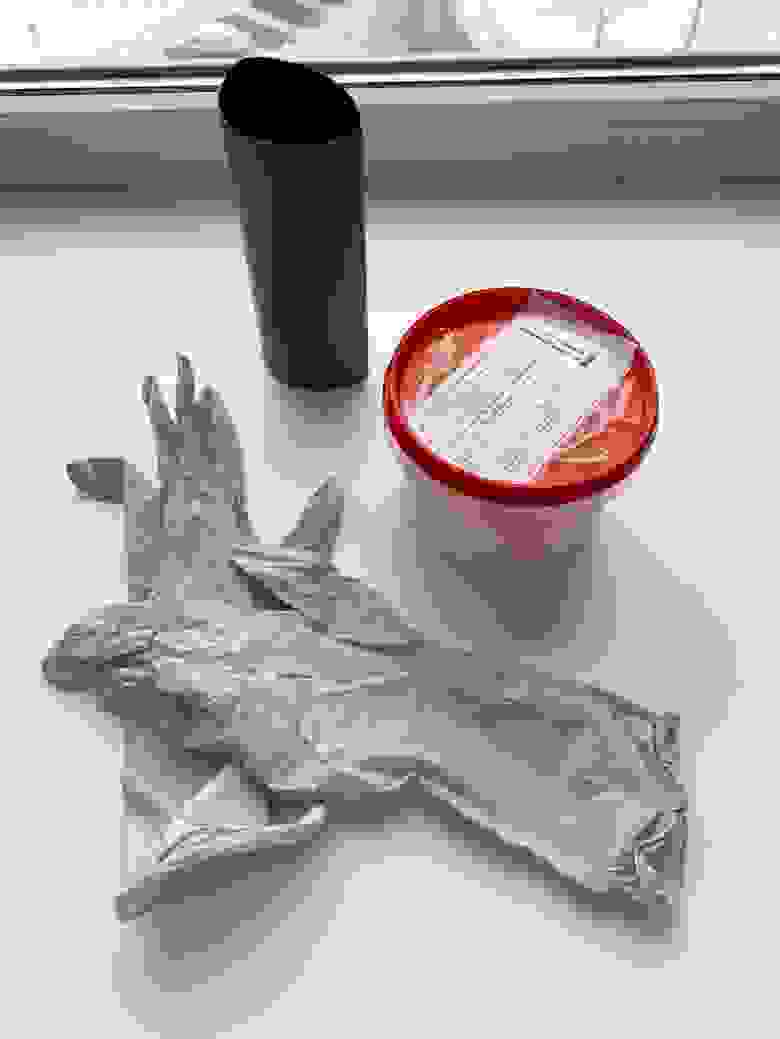
Емкость для замешивания
Лучше использовать прозрачные емкости с мерными рисками. Но чтобы не портить тару я взял флакон из под шампуня и обрезал верхушку. А так как флакон не прозрачный, понадобились дополнительные стадии для определения уровня наполнения. Но это мелочи.
Палочка для перемешивания
Силикон состоит из двух компонентов которые нужно смешать вместе в равных пропорциях. Для перемешивания отлично подходят китайские палочки для еды, которые можно прихватить по дороге домой в любом фастфуде с роллами.

Воронка
Как правило, формы для отливки имеют небольшое отверстие для заливки в них силикона. Поэтому пригодится воронка, изготовить которую можно из глянцевой бумаги, сверху зафиксировав скотчем.

Перчатки
При работе использовал обычные латексные перчатки. Но подойдут любые, лишь бы в них было удобно.
Обезжириватель
Форму, куда будет заливаться силикон, нужно очистить и обезжирить. В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
Для очистки я использовал очиститель, купленный на строительном рынке. Фотку его забыл сделать, к сожалению. Но можно спирт или WB использовать.
Что еще может пригодится
Восковая смазка
У поставщика силикона продается специальная восковая смазка в виде спрея. Ее наносят на форму перед заливкой и это гарантирует легкое извлечение готовой силиконовой детали из формы. Но я пока обошелся без нее.
Вакуумная камера
Можно еще использовать центробежную или вакуумную камеры, чтобы удалять пузырьки воздуха из силикона. Но для моей цели это было не так критично, да и пузырьков почти не оказалось.
Процесс изготовления
Установка по уровню
Так как мои формы для отливки имеют форм-фактор ванночки, то их нужно установить горизонтально при помощи уровня. После замера я подложил под низкий край картонки и все готово.

Определение объема формы
Для начала нужно понять сколько понадобится силикона для изготовления конкретной формы. Проще всего использовать воду.
Заполняем форму водой и выливаем ее из формы в мерный стаканчик. В моем случае объем составил 130 мл. Вторая форма почти так же. Итого получилось 260 мл.

Теперь про емкость для замешивания силикона. По сути, нужен мерный стаканчик с двумя метками 130 мл и 260 мл, чтобы по очереди залить два компонента силикона.
Я вышел из положения так: взял одну из двух китайских палочек, поместил ее в емкость и залил внутрь 130 мл воды. В том месте, где оказалась грань между сухой палочкой и мокрой, прочертил линию. Затем добавил в емкость еще 130 мл и прочертил вторую риску.

Приготовление силиконовой смеси
Для приготовления силиконовой смеси нужно смешать два компонента жидкого силикона в равных пропорциях и тщательно перемешать.

Компонтент А


Компонент B:
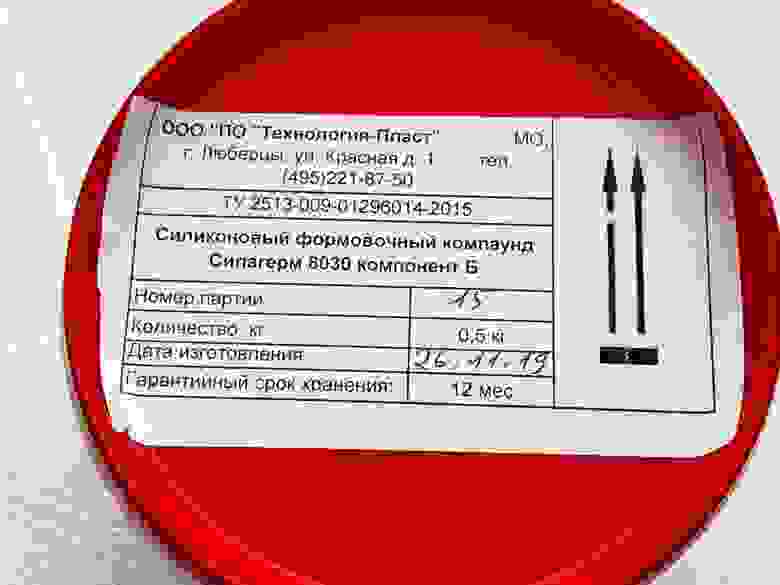


Очень важно хорошо перемешать, иначе реакция произойдет не равномерно и часть силикона останется жидким и форма будет испорчена.
На все про все есть 15 минут, после силикон станет застывать и его невозможно будет вылить в форму.
Заливка силикона в форму
В первую форму медленно и в одну точку стал лить приготовленную силиконовую смесь. Важно лить в одну точку, чтобы силикон сам распространялся по форме и выгонял воздух. Если начать перемещать струю, то может образоваться полость с воздушным пузырьком, и из-за этого внутри силиконовой формы окажется либо дырка, либо пустое место.

Когда почти вся форма заполнилась силиконом, закрыл ее специально приготовленной крышкой с отверстиями. В одно из них вставил воронку и стал подливать в нее силикон. Вторая дырка нужна для выхода воздуха.


Важно отметить, что крышки нужно плотно прижимать к форме. Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.

После того, как формы полностью заполнились силиконом, сверху поставил груз. В таком виде будет находится 24 часа для полного застывания.

Извлечение готовых силиконовых форм
Через сутки силиконовые формы готовы и их можно извлекать из оснастки. Для этого аккуратно плоским предметов (я использовал металлическую линейку) нужно поддеть с краю и медленно приподнять.


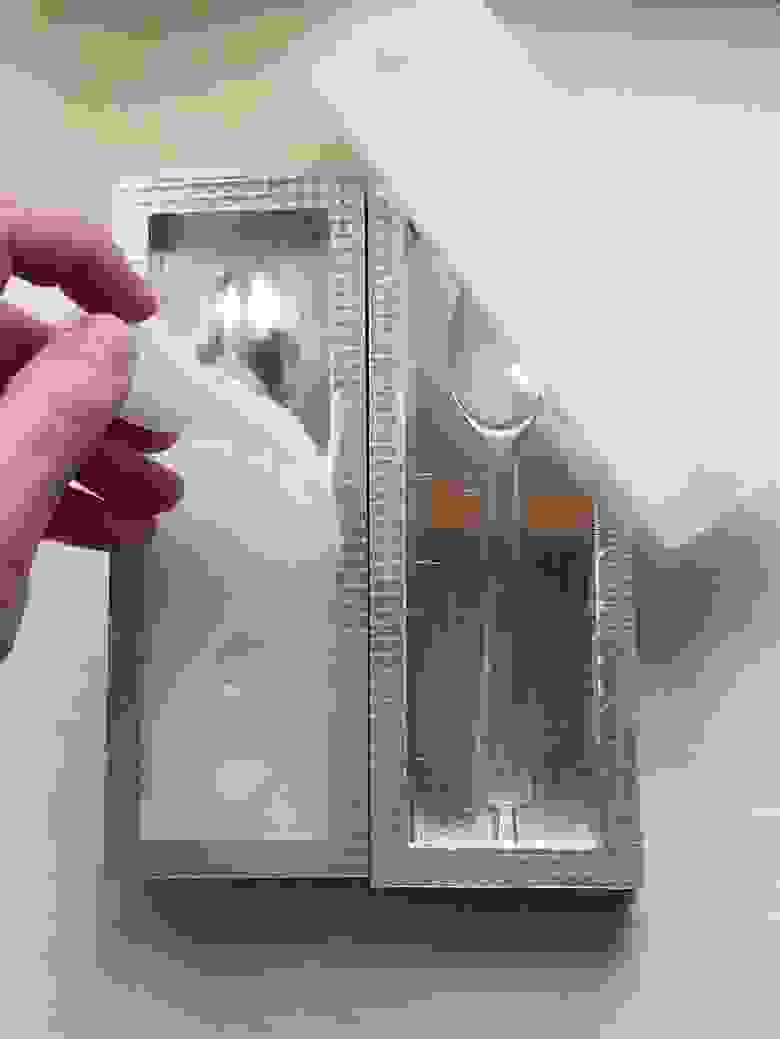
Если два компонента жидкого силикона были хорошо перемешены и после заливки прошло 24 часа, то изделие легко отстает от формы. А вот если плохо перемешать смесь, то местами она останется жидкая и деталь будет испорчена.
Дефекты и удаления излишек
Все таки образовались воздушные полости и теперь форма немного с браком. Для моей задачи это вообще не критично, но страдает товарный вид. В следующий раз это учту.


Между крышкой и формой существует небольшой зазор, силикон в него проникает и на форме остаются излишки. А еще в отверстиях для заливки тоже остается силикон и получаются наросты. Их легко удалить при помощи ножниц и канцелярского ножа.



Для чего могут еще пригодится формы из силикона
При выборе силикона для литья основным ограничителем является температура, поэтому заливать что-либо с температурой выше 120°C не получится. Конкретно в эти силиконовые формы будет заливаться галлий, металл с низкой температурой плавления (около 30 градусов), поэтому проблем не будет.
Для чего еще можно использовать формы, отлитые из жидкого силикона:
- для изготовления силиконовых приманок;
- для производства декоративного камня и плитки;
- для литья из гипса;
- для формовки мыла при изготовления;
- использовать при формовке шоколада и желе;
- для литья деталей из двухкомпонентного жидкого пластика;
- при изготовлении декоративных статуэток и поделок;
Если у кого есть опыт в отливке силиконовых деталей и форм, будет здорово дополнить эту историю полезными лайфхаками и приемами.
Источник



