
- Технологии термомеханической обработки стали
- Особенности термомеханической обработки
- Высокотемпературная термомеханическая обработка
- Низкотемпературная термомеханическая обработка (аусформинг)
- Предварительная термомеханическая обработка
- Высокотемпературная поверхностная термомеханическая обработка (ВТМПО)
- Контролируемая прокатка
- Ускоренное охлаждение проката
- Виды термообработки
- Виды термической обработки стали
- Отжиг
- Закалка
- Отпуск
- Нормализация
- Нагрев заготовки
- Пережог
- Химико-термическая обработка
- Цементация стали
- Дефекты закалки
- Антикоррозионная обработка изделий после термической обработки
Технологии термомеханической обработки стали
Фактически весь прокат, который выпускается на современных прокатных станах, производится с использованием термомеханической обработки.
Особенности термомеханической обработки
Термомеханической обработкой (ТМО) называют совмещение пластической деформации и термического воздействия, целью которого является формирование требуемой структуры обрабатываемого металла.
Объединение операций пластического деформирования и термообработки, максимальное их сближение и создание единого процесса термомеханической обработки обеспечивают заметное повышение механических характеристик (прочности, вязкости и т.д.), что позволяет экономить до 15…40% металла и более, или увеличить долговечность изделий.
При ТМО оба процесса — пластическая деформация и термическая обработка — могут совмещаться в одной технологической операции, а могут проводиться и с разрывом по времени. Но при этом обязательным условием является прохождение фазовых превращений в условиях повышенной плотности дефектов решетки, возникающих благодаря пластической деформации металла.
Термомеханическая обработка стали выполняется главным образом по трем схемам: высокотемпературная (ВТМО), низкотемпературная (НТМО) и предварительная термомеханическая обработка (ПТМО). Также к термомеханической обработке относят технологи контролируемой прокатки и ускоренного охлаждения.
Высокотемпературная термомеханическая обработка
ВТМО (рис. 123, а) — термообработка с деформационного нагрева с последующим низким отпуском. Высокотемпературная термомеханическая обработка практически устраняет развитие отпускной хрупкости в опасном интервале температур, повышает ударную вязкость при комнатной температуре и понижает температурный порог хладоломкости.
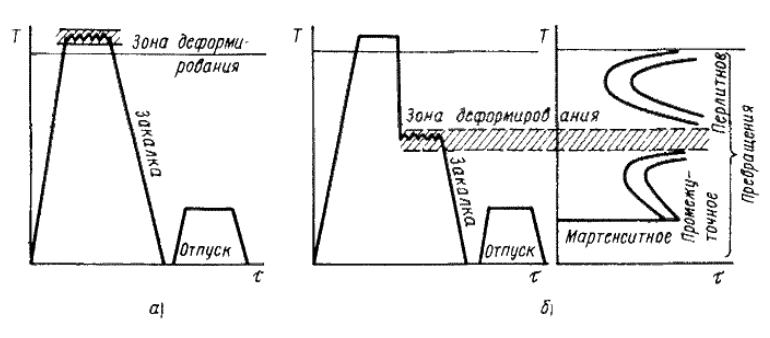 Рис. 123. Схема режимов термомеханической обработки стали: а – высокотемпературная термомеханическая обработка (ВТМО); б – низкотемпературная термомеханическая обработка (НТМО)
Рис. 123. Схема режимов термомеханической обработки стали: а – высокотемпературная термомеханическая обработка (ВТМО); б – низкотемпературная термомеханическая обработка (НТМО)
Высокотемпературную термомеханическую обработку эффективно используют для углеродистых, легированных, конструкционных, пружинных и инструментальных сталей.
Сущность ВТМО заключается в том, что непосредственно после горячей обработки давлением (прокатки, штамповки), когда сталь имеет температуру выше Ас3 и аустенитную структуру, проводится резкое охлаждение — закалка. За короткое время между окончанием прокатки (или штамповки) и закалкой рекристаллизация произойти не успевает. В связи с этим наклеп упрочнение, которые возникли при пластической деформации во время прокатки или штамповки, не устраняются и остаются в стали после ее остывания.
При этом, чем короче промежуток времени между окончанием прокатки и закалкой, когда сталь имеет высокую температуру, тем больше сохранится дислокаций и тем больше будет эффект упрочнения. Практически, этот отрезок времени составляет несколько секунд, в течение которых частично происходит рекристаллизация, что снижает эффект упрочнения. Это один из главных недостатков способа ВТМО.
Низкотемпературная термомеханическая обработка (аусформинг)
При использовании технологии НТМО сталь сначала нагревают до аустенитного состояния. После выдержки при высокой температуре, производят сначала охлаждение до температуры, выше температуры начала мартенситного превращения (400…600 ºС), но ниже температуры рекристаллизации, а затем при этой температуре осуществляют обработку давлением и закалку (рис. 123, б).
Низкотемпературная термомеханическая обработка, хотя и обеспечивает более высокое повышение прочностных характеристик, но не снижает склонности стали к отпускной хрупкости. Кроме того, она требует высоких степеней деформации (75…95 %), для обеспечения которых требуется мощное оборудование, так как сталь прокатывается не в горячем а в теплом состоянии.
Низкотемпературную термомеханическую обработку применяют к среднеуглеродистым легированным сталям, закаливаемым на мартенсит.
Повышение прочности при термомеханической обработке объясняют тем, что в результате деформации аустенита происходит дробление его зерен , размеры которых уменьшаются в два – четыре раза по сравнению с обычной закалкой.
Предварительная термомеханическая обработка
ПТМО выполняется по следующей технологической схеме: холодная пластическая деформация (повышает плотность дислокаций), дорекристаллизационный нагрев (обеспечивает полигонизацию структуры феррита), закалка со скоростного нагрева, отпуск. При этом перерыв между холодной деформацией и нагревом под закалку не регламентируется, что значительно упрощает технологический процесс ПТМО.
Высокотемпературная поверхностная термомеханическая обработка (ВТМПО)
Сущность такой обработки заключается в том, что деталь подвергается поверхностному нагреву токами высокой частоты и одновременно обкатывается роликами. В результате в поверхностном слое детали, разогретом до аустенитного состояния, происходит наклеп и после закалки образуется мартенситная структура, в которой наследуется дополнительное упрочнение, полученное при обкатке роликами. В отличие от обычной высокотемпературной термомеханической обработки (ВТМО) разупрочнения вследствие разрыва по времени между наклепом и закалкой в данном случае не происходит. Метод ВТМПО очень эффективен при упрочнении шеек и галтелей коленчатых валов и других ответственных деталей.
Контролируемая прокатка
Контролируемая прокатка является фактически разновидностью ВТМО, и представляет собой эффективный способ повышения прочности, пластичности и вязкости низколегированных сталей.
Технология контролируемой прокатки заключается в таком выборе режимов прокатки и охлаждения после неё, которые обеспечат получение мелкого и однородного зерна в готовом прокате, что, в свою очередь, обеспечит более высокий уровень механических свойств. Наиболее часто контролируемая прокатка применяется при производстве листов.
Достижение требуемой микроструктуры обычно осуществляется понижением температуры прокатки в трех — пяти последних проходах до 780…850 °С с одновременным увеличением степени деформации до 15…20 % и выше за проход. Соответственно, использование технологии контролируемой прокатки требует наличия более мощного и прочного оборудования. После прокатки обычно производится отпуск при температуре 100…200 °С для сохранения высоких значений прочности.
 Рис. 124. Межклетьевое подстуживание проката
Рис. 124. Межклетьевое подстуживание проката
При контролируемой прокатке, за счет снижения температуры деформации в установках ускоренного межклетьевого охлаждения (рис. 124), в сочетании с ускоренным охлаждением готового проката (рис. 125), структура стали формируется с мелким зерном феррита, как следствие повышается предел текучести, снижается температура и улучшается свариваемость. Контролируемая прокатка позволяет получить зерно перлита диаметром 5…10 мкм и менее, что приводит к упрочнению стали на 10…30 % при сохранении высокой пластичности и вязкости.
 Рис. 125. Ускоренное охлаждение после прокатки
Рис. 125. Ускоренное охлаждение после прокатки
Контролируемая прокатка имеет 3 стадии получения необходимой структуры стали: деформация в зоне рекристаллизации аустенита, деформация некристаллизующегося аустенита и деформация в двухфазной аустенитно-ферритной области.
Подстуживание раската до более низкой температуры перед контролируемой прокаткой может производиться и на воздухе.
Например, такая схема реализована на стане 3600 Мариупольского металлургического комбината «Азовсталь».
Ускоренное охлаждение проката
Технология ускоренного охлаждения металла применяется на разных участках производства проката, в частности, между клетями прокатного стана (межклетьевое охлаждение), непосредственно после выхода проката из чистовой клети, а также при закалке металла после специального нагрева в различных нагревательных устройствах. Такая технология применяется как для листового, так и для сортового проката, при этом конструкции охлаждающих установок принципиально отличаются.
Ускоренное охлаждение можно разделить на одностадийное и двухстадийное. Одностадийное охлаждение осуществляется в устройствах, в которых прокат охлаждается водой, например, в проводящих трубах или линях ламинарного охлаждения. Одностадийное охлаждение уменьшает окалинообразование, но недостатком такого охлаждения, в частности, является то, что при последующем охлаждении в бунтах или рулонах происходит значительный разброс механических свойств по длине и разнородная структура по сечению, что отрицательно сказывается на качестве продукции.
Двухстадийная технология состоит из водяного и интенсивного воздушного охлаждений. Одним из первых внедренных в промышленности способов двухстадийного охлаждения является способ ― «Стилмор», который применяется в основном при производстве катанки.
При водяном охлаждении сохраняется достигнутая при горячей прокатке мелкозернистая структура. А последующий интенсивный обдув воздухом приводит к образованию очень мелкозернистой перлитной структуры, которая исключает необходимость использования применяемого обычно патентирования катанки перед волочением.
В настоящее время известны различные способы ускоренного охлаждения проката. Все они характеризуются видом охлаждающей среды, организацией подачи ее на охлаждаемую поверхность проката и отвода отработанного охладителя. Известны такие способы: охлаждение металла в баках со спокойной водой, спрейерное (струйное) охлаждение, охлаждение водовоздушной смесью, охлаждение в сплошном потоке воды в устройствах камерного типа (камерное охлаждение).
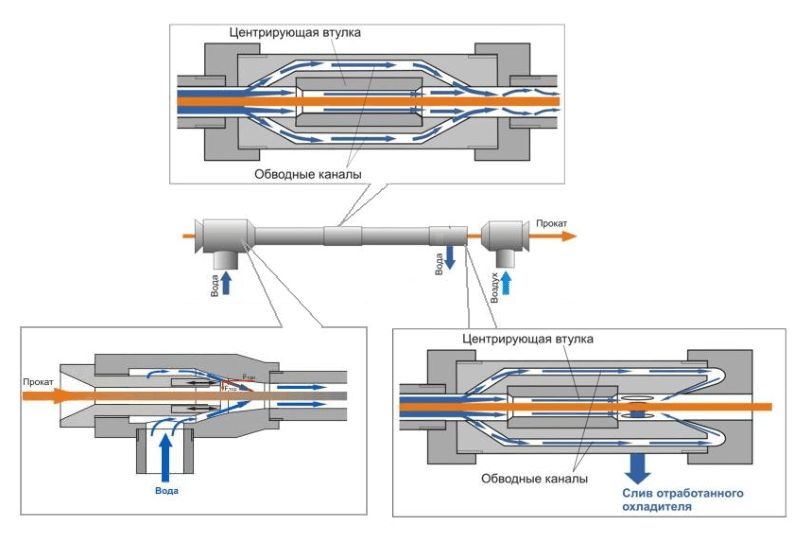 Рис. 126. Конструкция камеры охлаждения проката (разработка ИТЦ «Аусферр»)
Рис. 126. Конструкция камеры охлаждения проката (разработка ИТЦ «Аусферр»)
Для начала рассмотрим камерное охлаждение проката. В зависимости от взаимного направления движения проката и воды различают два типа камер: прямоточные и противоточные. В прямоточных камерах (рис. 126) движение воды и металла совпадают, поэтому для сбора отработанной воды применяются специальные устройства механического дробления струи, поскольку она выходит из установки с высокой скоростью. Это приводит к удлинению участка охлаждения и повышению стоимости установки.
Противоточный способ охлаждения является более эффективным, с точки зрения теплообмена. Скорость охлаждения поверхности металла в противоточных устройствах приблизительно в 4…5 раз выше, чем в прямоточных, при одном и том же расходе воды. Длина камеры охлаждения значительно меньше, что создает предпочтение при размещении этих устройств на действующих прокатных станах.
Фирма SMS Meer разработала свою технологию ускоренного охлаждения, которая получила название LOOP. Данная технология используется для понижения температуры подката перед чистовой группой клетей до 780…950 ºС (PQR-процесс).
Такого понижения температуры относительно просто добиться в вышеописанных камерных установках. Однако после подстуживания раскат имеет неравномерное температурное поле с большим перепадом температур до нескольких сотен градусов, что делает его прокатку фактически невозможным. Поэтому необходимо обеспечить условия для выравнивания температуры по сечению перед задачей раската в чистовую группу.
На настоящий момент существует две концепции обустройства линии подстуживания для обеспечения требуемой температуры самоотпуска раската:
- увеличение расстояния от блока междеформационного подстуживания до чистовой группы клетей (калибрующего блока), влекущее за собой увеличение длины стана;
- создание петлевого стабилизатора (технология LOOP) без увеличения длины стана.
Первый вариант получил достаточно широкое распространение. Расстояние между группами клетей в этом случае должно составлять 50…65 метров. Обычно на стане с термомеханической обработкой проката секция ускоренного охлаждения расположена перед калибровочным блоком, а также после него. Следует также отметить, что данная компоновка оборудования имеет существенный недостаток: наличие длинного участка самоотпуска противопоказано для некоторых марок стали, которые должны прокатываться при высокой температуре.
Второй вариант предусматривает обустройство петли температурной стабилизации, что позволяет существенно экономить место в цеху для стана (рис. 127).
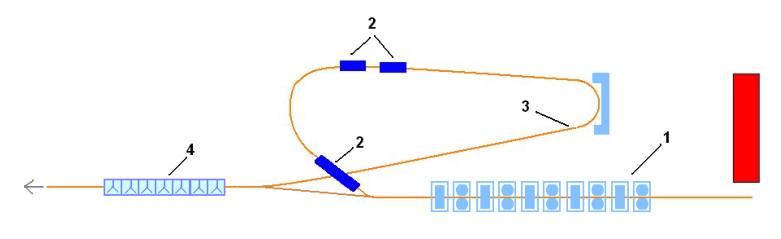 Рис. 127. Схема стана с технологией Multiline-LOOP: 1 – черновая и промежуточные группы клетей; 2 – камеры охлаждения проката; 3 – петля для выравнивания температуры по сечению; 4 – чистовой блок клетей FRS
Рис. 127. Схема стана с технологией Multiline-LOOP: 1 – черновая и промежуточные группы клетей; 2 – камеры охлаждения проката; 3 – петля для выравнивания температуры по сечению; 4 – чистовой блок клетей FRS
Такая технология также лишена вышеописанного недостатка, поскольку раскат может или напрямую поступать в чистовую группу без подстуживания или проходить через секции охлаждения и петлю температурной стабилизации рис 128.
 Рис. 128. Вид линии охлаждения LOOP
Рис. 128. Вид линии охлаждения LOOP
Данная технология уже реализована на станах заводов «GerdauAcominas» (Бразилия) и «Voest-Alpine» (Австрия).
Применение петли большой длины позволяет реализовать низкотемпературную (с температурой 760 °С) чистовую прокатку с градиентом температуры по сечению катанки в пределах 30…60 °С.
На листовых станах для ускоренного охлаждения применяют линии ламинарного охлаждения (рис. 125), которые обеспечивают высокую равномерность охлаждения. Также применяют и системы интенсивного (спреерного) охлаждения.
Источник: Скляр В. О. Инновационные и ресурсосберегающие технологии в металлургии. Учебное пособие. – Донецк.: ДонНТУ, 2014. – 224 с.
Источник
Виды термообработки
Термическая обработка (термообработка) стали, цветных металлов — процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью.
Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Виды термической обработки стали
Отжиг
Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термообработка (т. е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
Закалка
Закалка — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
Отпуск
Отпуск — термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
Нормализация
Нормализация — термическая обработка (термообработка), схожая с отжигом. Различия этих термообработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге — в печи).
Нагрев заготовки
Нагрев заготовки — ответственная операция. От правильности ее проведения зависят качество изделия, производительность труда. Необходимо знать, что в процессе нагрева металл меняет свою структуру, свойства и характеристику поверхностного слоя и в результате от взаимодействия металла с воздухом атмосферы, и на поверхности образуется окалина, толщина слоя окалины зависит от температуры и продолжительности нагрева, химического состава металла. Стали окисляются наиболее интенсивно при нагреве больше 900°С, при нагреве в 1000°С окисляемость увеличивается в 2 раза, а при 1200°С — в 5 раз.
Хромоникелевые стали называют жаростойкими потому, что они практически не окисляются.
Легированные стали образуют плотный, но не толстый слой окалины, который защищает металл от дальнейшего окисления и не растрескивается при ковке.
Углеродистые стали при нагреве теряют углерод с поверхностного слоя в 2-4 мм. Это грозит металлу уменьшением прочности, твердости стали и ухудшается закаливание. Особенно пагубно обезуглероживание для поковок небольших размеров с последующей закалкой.
Заготовки из углеродистой стали с сечением до 100 мм можно быстро нагревать и потому их кладут холодными, без предварительного прогрева, в печь, где температура 1300°С. Во избежание появлений трещин высоколегированные и высокоуглеродистые стали необходимо нагревать медленно.
При перегреве металл приобретает крупнозернистую структуру и его пластичность снижается. Поэтому необходимо обращаться к диаграмме «железо-углерод», где определены температуры для начала и конца ковки. Однако перегрев заготовки можно при необходимости исправить методом термической обработки, но на это требуется дополнительное время и энергия. Нагрев металла до еще большей температуры приводит к пережогу, от чего происходит нарушение связей между зернами и такой металл полностью разрушается при ковке.
Пережог
Пережог — неисправимый брак. При ковке изделий из низкоуглеродистых сталей требуется меньше число нагревов, чем при ковке подобного изделия из высокоуглеродистой или легированной стали.
При нагреве металла требуется следить за температурой нагрева, временем нагрева и температурой конца нагрева. При увеличении времени нагрева — слой окалины растет, а при интенсивном, быстром нагреве могут появиться трещины. Известно из опыта, что на древесном угле заготовка 10-20 мм в диаметре нагревается до ковочной температуры за 3-4 минуты, а заготовки диаметром 40-50 мм прогревают 15-25 минут, отслеживая цвет каления.
Химико-термическая обработка
Химико-термическая обработка (ХТО) стали — совокупность операций термической обработки с насыщением поверхности изделия различными элементами (углерод, азот, алюминий, кремний, хром и др.) при высоких температурах.
Поверхностное насыщение стали металлами (хром, алюминий, кремний и др.), образующими с железом твердые растворы замещения, более энергоемко и длительнее, чем насыщение азотом и углеродом, образующими с железом твердые растворы внедрения. При этом диффузия элементов легче протекает в решетке альфа-железо, чем в более плотноупакованной решетке гамма-железо.
Химико-термическая обработка повышает твердость, износостойкость, кавитационную, коррозионную стойкость. Химико-термическая обработка, создавая на поверхности изделий благоприятные остаточные напряжения сжатия, увеличивает надежность, долговечность.
Цементация стали
Цементация стали — химико-термическая обработка поверхностным насыщением малоуглеродистой (С табл.1
Тонкая пленка окислов железа, придающая металлу различные быстро меняющиеся цвета — от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°С; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
При низком отпуске (нагрев до температуры 200-300° ) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Кроме того, начинается выделение карбидов железа из твердого раствора углерода в альфа-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях.
Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали.
| Цвет побежалости | Температура, °С | Инструмент, который следует отпускать |
|---|---|---|
| Бледно-желтый | 210 | — |
| Светло-желтый | 220 | Токарные и строгальные резцы для обработки чугуна и стали |
| Желтый | 230 | Тоже |
| Темно-желтый | 240 | Чеканы для чеканки по литью |
| Коричневый | 255 | — |
| Коричнево-красный | 265 | Плашки, сверла, резцы для обработки меди, латуни, бронзы |
| Фиолетовый | 285 | Зубила для обработки стали |
| Темно-синий | 300 | Чеканы для чеканки из листовой меди, латуни и серебра |
| Светло-синий | 325 | — |
| Серый | 330 | — |
Появление этих цветов связано с интерференцией белого света в пленках окисла железа, возникающих на поверхности детали при ее нагреве. В интервале температур от 220 до 330 ° в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
При среднем (нагрев в пределах 300-500°) и высоком (500-700°) отпуске сталь из состояния мартенсита переходит соответственно в состояние тростита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость.
При высоком отпуске сталь получает наилучшее сочетание механических свойств, повышение прочности, пластичности и вязкости, поэтому высокий отпуск стали после закалки ее на мартенсит назначают для кузнечных штампов, пружин, рессор, а высокий — для многих деталей, подверженных действию высоких напряжений (например, осей автомобилей, шатунов двигателей).
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющий высокую вязкость и поэтому плохую обрабатываемость режущим инструментом.
Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
Дефекты закалки
К дефектам закалки относятся:
- трещины,
- поводки или коробление,
- обезуглероживание.
Главная причина трещин и поводки — неравномерное изменение объема детали при нагреве и, особенно, при резком охлаждении. Другая причина — увеличение объема при закалке на мартенсит.
Трещины возникают потому, что напряжения при неравномерном изменении объема в отдельных местах детали превышают прочность металла в этих местах.
Лучшим способом уменьшения напряжений является медленное охлаждение около температуры мартенситного превращения. При конструировании деталей необходимо учитывать, что наличие острых углов и резких изменений сечения увеличивает внутреннее напряжение при закалке.
Коробление (или поводка)возникает также от напряжений в результате неравномерного охлаждения и проявляется в искривлениях деталей. Если эти искривления невелики, они могут быть исправлены, например, шлифованием. Трещины и коробление могут быть предотвращены предварительным отжигом деталей, равномерным и постепенным нагревом их, а также применением ступенчатой и изотермической закалки.
Обезуглероживание стали с поверхности — результат выгорания углерода при высоком и продолжительном нагреве детали в окислительной среде. Для предотвращения обезуглероживания детали нагревают в восстановительной или нейтральной среде (восстановительное пламя, муфельные печи, нагрев в жидких средах).
Образование окалины на поверхности изделия приводит к угару металла, деформации. Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Выгоревший с поверхности металла углерод делает изделия обезуглероженным с пониженными прочностными характеристиками, с затрудненной механической обработкой. Интенсивность, с которой происходит окисление и обезуглерожевание, зависит от температуры нагрева, т. е. чем больше нагрев, тем быстрее идут процессы.
Образование окалины при нагреве можно избежать, если под закалку применить пасту, состоящую из жидкого стекла — 100 г, огнеупорной глины — 75 г, графита — 25 г, буры — 14 г, карборунда — 30 г, воды — 100 г. Пасту наносят на изделие и дают ей высохнуть, затем нагревают изделие обычным способом. После закалки его промывают в горячем содовом растворе. Для предупреждения образования окалины на инструментах быстрорежущей стали применяют покрытие бурой. Для этого нагретый до 850°С инструмент погружают в насыщенный водный раствор или порошок буры
Антикоррозионная обработка изделий после термической обработки
После термической обработки, связанной с применением солей, щелочей, воды и прочих веществ, могущих вызывать при длительном хранении изделий коррозию, следует провести антикоррозионную обработку стальных изделий, заключающуюся в том, что очищенные, промытые и высушенные изделия погружают на 5 минут в 20 — 30% водный раствор нитрита натрия, после чего заворачивают в пропитанную этим же раствором бумагу.
В таком виде изделия могут храниться длительное время
Источник



