
- § 30. Сборка изделий из тонколистового металла, проволоки, искусственных материалов
- Соединение заклёпками
- Соединение фальцевым швом
- Знакомимся с профессиями
- Соединение деталей из тонколистового металла, проволоки, искусственных материалов
- Новые слова и понятия
- Чем соединять металлические листы?
- Виды фальцевых швов для соединения тонких металлических листов
- Соединение листов металла заклепками
- Стыковка листов профнастила
- Виды крепежа
- Сварка тонкого металла электродом
- Особенности сварки тонкого металла электродом
- Требования и технология сварки жести
- Основные способы соединения тонколистового металла
- Особенности работы с оцинкованной сталью
§ 30. Сборка изделий из тонколистового металла, проволоки, искусственных материалов
Все операции по обработке деталей выполнены. Теперь можно их соединить в целое изделие.
Соединение заклёпками
Соединить детали из листового металла в изделие можно с помощью заклёпок, фальцевым швом, пайкой, сваркой и другими способами. В учебных мастерских учащиеся выполняют соединение деталей первыми двумя способами (рис. 144).

Рис. 144. Примеры соединения деталей из тонколистового металла: 1 — заклёпочное соединение; 2 — фальцевый шов
Заклёпка — крепёжная деталь из мягкой стали, меди или алюминия. Она состоит из закладной головки, стержня и замыкающей головки. Заклёпки бывают с полукруглой головкой (рис. 145, а), полупотайной (рис. 145, б), потайной (рис. 145, в); трубчатые (рис. 145, г) и др. Диаметр заклёпки зависит от толщины соединяемых деталей.

Рис. 145. Виды заклёпок: а — с полукруглой головкой; б — с полупотайной головкой; в — с потайной головкой; г — трубчатая
Чтобы соединить детали заклёпками, сначала размечают и накернивают в деталях центры будущих отверстий. После чего сверлят отверстия дрелью или на сверлильном станке. Часто сверление выполняют одновременно в двух деталях, скрепив их струбциной (рис. 146) или в тисках.

Рис. 146. Сверление отверстий под заклёпку: 1 — шпиндель сверлильного станка; 2 — детали; 3 — деревянный брусок; 4 — стол станка; 5 — струбцина
Диаметр отверстия D должен быть на 0,1. 0,2 мм больше, чем диаметр стержня заклёпки d (рис. 147, а).

Рис. 147. Последовательность получения заклёпочного соединения: а — подготовка отверстия под заклёпку; б — размещение заклёпки в отверстии; в — осаживание деталей: 1 — заклёпка; 2 — поддержка; 3 — детали; 4 — натяжка
После этого заклёпку устанавливают в отверстие, причём стержень заклёпки должен выступать над поверхностью детали на (1,3. 1,6) х d (рис. 147, б). Закладную головку заклёпки (рис. 147, в) помещают в выемку металлического бруска, называемого поддержкой. Головку прижимают специальным инструментом — патяжкой и ударами молотка по натяжке осаживают (сближают) детали одну с другой.
Затем ударами молотка расклёпывают замыкающую головку (рис. 148, а) и придают ей правильную форму с помощью специального инструмента — обжимки (рис. 148, б). Этот инструмент имеет на рабочей части лунку, совпадающую с формой будущей замыкающей головки заклёпки.

Рис. 148. Формирование головки заклёпки: а — молотком; б — обжимкой: 1 — заклёпка; 2 — поддержка; 3 — детали; 4 — обжимка
При выполнении всех перечисленных операций соединяемые детали должны быть плотно прижаты одна к другой, например струбциной. Иначе при ударах молотком заклёпки согнутся, и заклёпочное соединение не получится.
Детали из листовой пластмассы соединяют между собой или с деталями из листового металла также с помощью заклёпок. Для соединения тонких пластмассовых листов (толщиной 0,8. 1,3 мм), кожи, толстых тканей трубчатыми заклёпками диаметром 4 мм можно использовать универсальные щипцы-пробойник (рис. 149). Этот инструмент позволяет также пробивать отверстия в коже и толстых тканях диаметром 2,5. 4 мм.

Рис. 149. Универсальные щипцы-пробойник
Заклёпочные соединения применяют в авиастроении, при постройке кораблей и мостов, соединении деталей металлической посуды.
Соединение фальцевым швом
Другой способ сборки деталей из тонколистового металла — это соединение фальцевым швом. Его получают следующим образом. Сначала отгибают края (шириной 6. 8 мм) соединяемых деталей под прямым углом (рис. 150, 1). Затем подгибают края так, как показано на рисунке 150, 2, и соединяют их в замок, простукивая киянкой (рис. 150, 3). Для того чтобы соединение не разъединилось, листы подгибают вблизи шва с помощью деревянного бруска (рис. 150, 4).

Рис. 150. Последовательность выполнения фальцевого шва (1-4)
Фальцевые швы применяют при изготовлении банок для краски, консервных банок, вёдер и др.
При соединении деталей из проволоки используют способы, показанные на рисунке 151. Например, соединение деталей подставки для книг (см. Приложение, рис. 176, а) выполнено способом, изображённым на рисунке 151, а.

Рис. 151. Способы соединения деталей из проволоки
Знакомимся с профессиями
Жестянщик — специалист, который занимается на предприятиях изготовлением изделий из тонколистового металла. Он знает устройство различных станков для резки металла, умеет пользоваться приспособлениями и инструментами для обработки листового металла. Жестянщик изготовляет водосточные и вентиляционные трубы, баки, соединяя детали фальцевым швом. Он соединяет детали заклёпками вручную или с помощью пневматических клепальных молотков.
Практическая работа № 28
Соединение деталей из тонколистового металла, проволоки, искусственных материалов
- Распределите обязанности в группе. Изучите технологию получения заклёпочного соединения (см. рис. 147, 148).
- Просверлите отверстия под заклёпки в деталях изделия «крючок для вешалки», показанного на рисунке 152, или другого изделия, предложенного учителем.
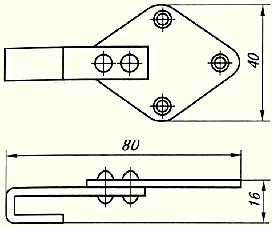
Рис. 152. Пример изделия (крючок для вешалки) с соединением деталей на заклёпках
- Подготовьте необходимые инструменты и заклёпки. Соедините детали крючка с помощью заклёпок. Проверьте качество соединения на заклёпках.
- Изучите технологию получения фальцевого шва (см. рис. 150).
- На отрезках жести потренируйтесь соединять детали фальцевым швом.
- Соедините боковые стенки металлической коробки, показанной на рисунке 153, детского ведёрка или другого изделия, предложенного учителем, с помощью фальцевого шва. Проверьте качество соединения.

Рис. 153. Общий вид металлической коробки с соединением боковых стенок фальцевым швом: 1 — донышко; 2 — боковые стенки
- Если в вашем творческом проекте предусмотрено соединение деталей из тонколистового металла, проволоки или пластмассы, выполните эти соединения.
Новые слова и понятия
Заклёпка, поддержка, натяжка, обжимка, фальцевый шов, жестянщик.
Источник
Чем соединять металлические листы?

Традиционным способом для соединения металлических листов является сварка. Однако сварка тонкого листового проката и листов с защитными покрытиями часто бывает проблематичной или невозможной. Поэтому мы рассмотрим альтернативные варианты – с помощью фальцевых швов, клепки и специального крепежа.
Виды фальцевых швов для соединения тонких металлических листов
Эти виды соединений популярны при устройстве металлических кровель.
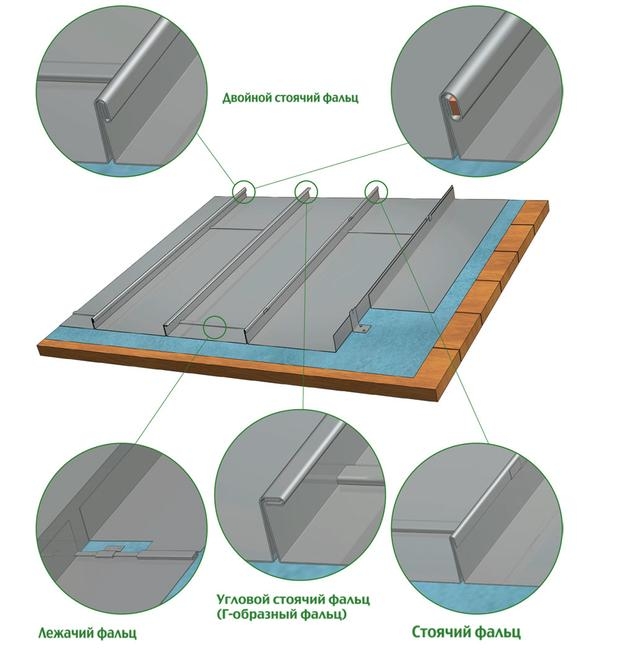
- Двойной стоячий фальц применяется для кровель со скатами, угол наклона которых менее 25°. Этот шов на месте соединения металлических листов обеспечивает устойчивость к проникновению влаги. Исключение составляет воздействие стоячей воды. В таких ситуациях изготавливают высокие фальцы или используют специальные прочные прокладки, допускающие применение механизмов для закатывания фальца.
- С помощью лежачих фальцев соединяют листы в горизонтальном направлении.
- Для кровель со значительным наклоном скатов – более 25° – применяют простой в исполнении Г-образный фальц.
- Для стыкования листов в продольном направлении используют стоячий фальц.
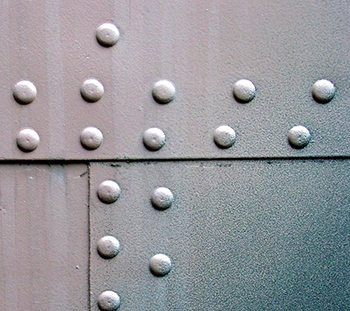
Соединение листов металла заклепками
Заклепки изготавливают из стали, алюминия, меди, латуни, они бывают полукруглыми, плоскими, потайными или полупотайными.
 Этапы соединения листов заклепками
Этапы соединения листов заклепками
- Листы накладывают друг на друга, фиксируют в струбцине.
- Центры отверстий отмечают и накернивают.
- Отверстия пробивают пробойником или высверливают одновременно в обеих заготовках.
- В пробитые отверстия сразу же вставляют заклепки и расплющивают их молотком.
- С помощью обжимки придают окончательную форму верхней головке.
Длина стержня заклепки выбирается таким образом, чтобы над поверхностью металла он выступал примерно на 1/3. От краев листов заклепки должны располагаться на дистанции 9-12 мм, между собой – на расстоянии 25-30 мм.
Для листов из высокопрочных, термически упрочненных сплавов алюминия соединение заклепками является основным способом. Сравнительно новые изделия – рифленые алюминиевые болтозаклепки. Стержень такой заклепки захватывается специальным пневмоинструментом и натягивается.
Стыковка листов профнастила
При укладке на кровлю профилированного тонколистового оцинкованного холоднокатаного проката действуют следующие правила соединения:
- на крутых скатах достаточно перехлеста листов (более 30°) – от 10 см;
- при наклоне 15-30° совмещение составляет 15-20 см;
- при малом уклоне – до 14° – ширина стыка 20 см.
На нижних и верхних краях крыши по стыкам располагают крепления в каждом углублении профиля. На продольных стыках крепежные элементы располагают с шагом 50 см.
Виды крепежа
 Стальной оксидированный или оцинкованный саморез-«клоп» со сверлом применяется для фиксации металлического листа к металлической обрешетке. При толщине листа до 2 мм предварительное сверление не требуется.
Стальной оксидированный или оцинкованный саморез-«клоп» со сверлом применяется для фиксации металлического листа к металлической обрешетке. При толщине листа до 2 мм предварительное сверление не требуется.- Стальной оксидированный или оцинкованный саморез-«клоп» без сверла применяется для крепления металлического листа к обрешетке из металла.
- Для соединения тонких профилированных листов между собой используют самосверлящие самонарезающие винты марки HILTI. Крепеж длиной до 19 мм может применяться для соединения двух-трех листов, общая толщина которых не превышает 2,7 мм.
- Самосверлящие оцинкованные винты HILTI диаметром 4,8-6,3 мм длиной 38-55 мм служат для крепления профнастила к основному металлу непосредственно или через утеплительный слой.
- Для использования в агрессивных средах предназначены винты HILTI диаметром 4,8-5,5 мм длиной до 100 мм, изготовленные из коррозионностойкой стали.
 Стальной оксидированный или оцинкованный саморез-«клоп» со сверлом применяется для фиксации металлического листа к металлической обрешетке. При толщине листа до 2 мм предварительное сверление не требуется.
Стальной оксидированный или оцинкованный саморез-«клоп» со сверлом применяется для фиксации металлического листа к металлической обрешетке. При толщине листа до 2 мм предварительное сверление не требуется. Стальной оксидированный или оцинкованный саморез-«клоп» без сверла применяется для крепления металлического листа к обрешетке из металла.
Стальной оксидированный или оцинкованный саморез-«клоп» без сверла применяется для крепления металлического листа к обрешетке из металла.Способ стыковки просечно-вытяжного листа зависит от его толщины. Для толстолистовой продукции применяется сварка, для тонколистовой – заклепки или самосверлящие винты.
Источник
Сварка тонкого металла электродом

Как у профессионалов, так и у новичков часто возникает вопрос, как правильно осуществляется сварка тонкого металла электродом. Вся проблема в том, что сварка жести вызывает некоторые трудности, связанные с ее толщиной (0,1-0,3 мм), из-за которой может возникать деформация в процессе работы. Рассмотрим основные требования правила работы и технологию сварки на листовой стали и выбор самых тонких электродов для работы.
Особенности сварки тонкого металла электродом
Сварка жести с помощью проводника процесс хоть и востребованный, но достаточно сложный и требует особого подхода. Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Сварка тонкого металла электродом ведется на низком токе, поэтому необходимо четко придерживаться расстояния между изделием и проводником, чтобы не утратить дугу. Одним словом, нужно долго учиться и тренироваться, как варить тонкий металл, чтобы полноценно прочувствовать весь процесс и научиться удерживать дугу.
Одной из особенностей является специальная подготовка для тонкого металла, для лучшего сцепления. То есть, детали необходимо максимально качественно очистить от масла, краски, грязи и пыли для лучшего скрепления. Следует учитывать, что не все виды швов и не каждая технология подойдет для сварки стальных листов.
Требования и технология сварки жести
Сварка тонколистового металла имеет ряд требований, которые рекомендуется выполнять для получения качественного результата:
- электроды для сварки тонкого металла следует подбирать в соответствии с толщиной рабочего изделия. При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;
- во избежание деформации деталей, необходимо выбирать соответствующую силу тока, для сварки стальных листов небольшого диаметра;
- сварка тонколистовой стали должна производиться электродами с особым покрытием, которые будут медленно плавиться, позволят легко возбудить и удержать дугу, без разбрызгивания капель металла.

Особое внимание необходимо уделить выбору электрода. Для сварки жести нужно выбрать специальные проводники, которые обеспечивают медленное плавление и позволяют лучше удержать дугу. Использовать для работы можно как переменный, так и постоянный ток. Электроды для сварки инвертором тонкого металла лучше всего выбирать универсальные. Специалисты рекомендуют отдать предпочтение «троечке».
Касаемо технологии работы, то сваривать тонкие изделия лучше внахлест, так меньше вероятности прожечь металл.
Если необходимо произвести сварку листового металла встык, тогда его перед обработкой надо зафиксировать таким образом, чтобы они не двигались во время работы. При нагревании и остывании, металл имеет свойство расширяться и сужаться. В связи с этим могут возникнуть трудности, особенно у сварщика-новичка.
Основные способы соединения тонколистового металла
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Специалисты рекомендуют совершать сварку тонкого металла полуавтоматом, так как оборудование лучше справляется с этой задачей при работе на маленьком токе. Таким образом, можно избежать деформации изделия.
Сварка стальных листов может осуществляться несколькими способами:
- прерывистый метод или точечный, при котором можно варить тонкий металл инвертором без риска. На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
- непрерывная сварка жести на протяжении всего шва. Сварочный аппарат для такого способа лучше выставлять на маленький ток, не более 60А. Кроме этого, нужно выбрать определенную скорость ведения электрода, так как при быстром перемещении изделие не успеет сплавиться, а при медленном, в нем могут образоваться дыры.
Существует два основных способа для сварки жести:
- Работа плавящимися электродами. Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
- Сварка инвертором тонкого металла с применением нерасплавляющегося электрода. Такой метод, в свою очередь, тоже делится на два типа:
- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.

Этот способ подразумевает соединение деталей без примеси дополнительного материала. То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
Особенности работы с оцинкованной сталью
Оцинкованная сталь – это тонкий металл, который покрыт цинковым напылением. При работе с ним необходимо учесть несколько особенностей. Во-первых, детали нужно тщательно подготовить, расчищая напыление до чистой стали. Если этого не сделать, тогда соединение не получится. Так как цинк имеет совершенно другую температуру плавления, в сравнении со сталью.
Оцинкованный слой можно снять металлической щеткой или наждачной бумагой. Некоторые для этого используют абразивный круг. Все работы с цинком запрещено производить в закрытом помещении, так как его испарение очень вредно для организма.
Когда материал полноценно очищен до чистой стали, можно начинать процесс соединения деталей. При работе с оцинкованными трубами для получения качественного и надежного шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием, например, МР-3, АНО-4, ОЗС-4. При этом движения нужно совершать плавные и небольшие. Верхний шов — облицовочный стоит делать шире. Его ширина приблизительно равна трем диаметрам проводника. Тут важно не спешить и хорошо проваривать. Для этого используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
В завершение стоит отметить, что сварка жести – дело тонкое и кропотливое, требующее от сварщика определенных навыков в работе. Может осуществляться сварка тонкого металла полуавтоматом и вручную. Первым способом немного легче, потому что сварка тонким электродом вручную требует выполнения ряда условий, чтобы шов получился прочным и качественным.
Немаловажным моментом является тип спаивания. Сварка листового металла встык может быть реализована только в случае, если сварщик настоящий профессионал и правильно рассчитает силу тока, чтобы правильно соединить делали. В ином случае необходимо выбирать пайку внахлест. При этом уменьшается риск сквозного проплавления изделий. При инверторной методике важно правильно выставить силу тока. Тогда получится ровный и правильный шов.
Источник



