
Способы производства железобетонных изделий
На современных предприятиях производства сборного железобетона применяют следующие способы производства: стендовый, поточно-агрегатный, конвейерный, кассетный и непрерывного вибропроката.
При стендовом способе производства крупногабаритные железобетонные изделия изготовляют в неподвижных формах на плоских стендах или матрицах, а технологические механизмы и агрегаты перемещаются от поста к посту и последовательно на каждом посту выполняют соответствующие операции. Этот способ требует больших производственных площадей.
При поточно-агрегатном способе производства формуемые железобетонные изделия перемещают по потоку от одного технологического поста к другому при помощи транспортных средств. На каждом посту установлено стационарное оборудование — агрегаты, выполняющие отдельные технологические операции. Для этого способа требуются наибольшие производственные площади, капитальные затраты и время.
При конвейерном способе производства формуемые на поддонах-тележках железобетонные изделия перемещаются по технологическому потоку с заданным принудительным ритмом. Этот способ характеризуется максимальным расчленением производственного процесса на отдельные операции и применяется только на заводах большой мощности, выпускающих небольшой ассортимент изделий.
Кассетный способ — качественно новая форма стендовой технологии, получившая широкое развитие в производстве железобетонных изделий для крупнопанельного домостроения. Основной особенностью кассетного способа производства является вертикальное формование изделий в стационарных кассетных установках, состоящих из нескольких вертикальных металлических форм — отсеков. В каждый отсек помещают арматурный каркас, после чего его заполняют бетонной смесью. Уплотняют смесь навесными или глубинными вибраторами
Этот способ обеспечивает более высокую производительность труда, требует меньших производственных площадей, расхода пара и электроэнергии.
Способ непрерывного вибропроката. Это полностью механизированный и автоматизированный процесс производства железобетонных изделий, выполняется на установке непрерывного действия — вибропрокатном стане. Вибропрокатный стан представляет собой движущийся конвейер, состоящий из формующей ленты , натяжной и приводной станций, формующей и калибрующей секции, а также секции тепловой обработки. На непрерывно движущуюся формующую ленту, выполненную из объемных или плоских пластин, распылителем наносят смазку, после чего укладывают арматурные каркасы и подается бетонная смесь. Бетоноукладчик равномерно распределяет ее по ширине формующей ленты. Уплотнение происходит за счет вибрации вибробалки, расположенной под формующей лентой.
Складирование железобетонных изделий
При разгрузке у заказчика осматривается каждое крупное изделие (несущие конструктивные элементы и детали): проверяют, нет ли трещин, искривлений и других дефектов. Мелкие (ненесущие) детали осматривают выборочно.
Железобетонные изделия на приобъектных складах укладывают в штабеля так, чтобы их заводскую маркировку можно было легко прочитать со стороны прохода или проезда, а монтажные петли обращены кверху. Особое внимание уделяют укладке железобетонных плит с односторонним армированием. На таких изделиях имеется треугольный значок, вершина которого указывает верх изделия в рабочем положении. Положение железобетонных изделий в штабеле, за исключением колонн, опор, свай и др., а также способы опирания изделий при хранении должны воспроизводить условия их работы в сооружении, не вызывать перенапряжений в бетоне и повреждений изделий.
Стеновые панели и крупнопанельные перегородки хранят в специальных металлических кассетах или пирамидах, которые устанавливают на опорные брусья в вертикальном или наклонном (в пределах 10 — 12 о ) положении.
Лекция 9. СТРОИТЕЛЬНЫЕ РАСТВОРЫ (1 час)
Источник
Технология производства ЖБИ
Производство железобетонных изделий (ЖБИ) в промышленных масштабах осуществляется на заводах или полигонах. Заводы – это предприятия, на которых основные техпроцессы проходят в крытых цехах. На полигонах, в закрытых помещениях, выполняют только часть технологических мероприятий. Большинство операций – формование, сушку, финишные работы – осуществляют либо на открытых площадках, либо в специализированном оборудовании, находящемся на открытом пространстве. Существует три основных способа производства железобетонных изделий: поточно-агрегатный, конвейерный, стендовый, разновидностью которого является кассетный.

Ассортимент ЖБИ
Технология производства ЖБИ выбирается в соответствии с их типами и размерами. В строительстве и архитектуре наиболее востребованы следующие разновидности:
- ФБС – фундаментные блоки сплошные. Применяются для сооружения сборных фундаментов и обустройства подвальных помещений. Крупные габариты блоков значительно сокращают сроки строительства.
- Стеновые панели – одно- и многослойные. Изготавливаются из легких и тяжелых бетонов.
- Плиты перекрытий. Эти изделия используются для устройства межэтажных перекрытий. В процессе эксплуатации они испытывают серьезные нагрузки, поэтому при производстве такой продукции применяют только высокопрочные бетоны и арматурные стержни. Плиты могут изготавливаться с внутренними пустотами.
- Дорожные плиты. Используются при устройстве взлетно-посадочных полос и дорожных полотен.
- Железобетонные сваи. Изделия востребованы при устройстве свайных фундаментов на проблемных грунтах.
- Бетонные опоры и заборы. Такая продукция популярна в частном домостроении, поэтому ее производством массово занимаются представители малого бизнеса.
- Декоративные элементы, применяемые для отделки фасадов и украшения ландшафта.
Помимо вышеперечисленных изделий, на заводах и полигонах изготавливают и другие виды ЖБИ, такие как: кольца для колодцев, бортовые камни, лотки для ливневых систем, осветительные опоры, трубы, клумбы, урны, цветочницы и прочие.
Принципиальная схема изготовления ЖБИ
Основные этапы процесса изготовления железобетонных изделий:
- сборка арматурных плоских или объемных каркасов точечной сваркой или связыванием;
- производство бетонной смеси;
- формование ЖБ продукции;
- термическая и влажностная обработка продукции;
- декоративная отделка поверхности.
В зависимости от типа и назначения ЖБИ, могут осуществляться дополнительные мероприятия, например укладка утеплителя при формовании или сборке элементов.
Технологии изготовления ЖБИ

Для нее характерны:
- разделение техпроцесса на отдельные операции или их группы;
- возможность выполнения работ разного характера на универсальном оборудовании;
- произвольный ритм перемещения полуфабрикатов от поста к посту, межоперационная передача осуществляется подъемно-транспортными средствами.
Благодаря универсальности оборудования, на одной поточной линии могут изготавливаться изделия, различные по габаритам и формам. По этой технологии делают такие ЖБИ, как ФБС, сваи, ригели, опоры ЛЭП и линий освещения, многопустотные панели.

Применяется в основном для изготовления стеновых панелей. Для нее характерны:
- максимальное разделение техпроцесса на операции, реализуемые на отдельных постах;
- перемещение полуфабрикатов в определенном ритме конвейерами, в состав которых входят поддоны-тележки;
- применение автоматизированного оборудования.
Технология позволяет достичь высокой производительности труда, но ассортимент изделий при этом очень ограничен.
Весь процесс изготовления проходит на специальных стендах или в стационарно расположенных формах. Изделия при обработке остаются неподвижными, а техоборудование курсирует от одной формы к другой. В зависимости от типоразмеров изготавливаемых изделий, используют стенды различных видов:
- пакетные – применяются для продукции с небольшими поперечными габаритами и компактным размещением арматурных элементов;
- протяжные – предназначены для производства линейной продукции.
Строительный эксперт с 20 летним стажем.
1998 год — Ижевский государственный технический университет по специальности инженер-строитель «Промышленное и гражданское строительство».
1997 год — Ижевский монтажный техникум по специальности техник-строитель-технолог.
Инженер технического контроля качества выполнения работ строительных работ: геодезия (планировка); земляные; дренажные; гидроизоляционные; монолитные, а также все виды работ с инженерными коммуникациями.
Источник
28.2. Способы производства железобетонных изделий
В настоящее время различают три принципиально отличных способа производства железобетонных изделий: поточно-агрегатный, конвейерный и стендовый.
При поточно-агрегатном способе производства форму и формуемое изделие передают по потоку от одного технологического поста к другому с помощью кранового оборудования (рис. 28.4).
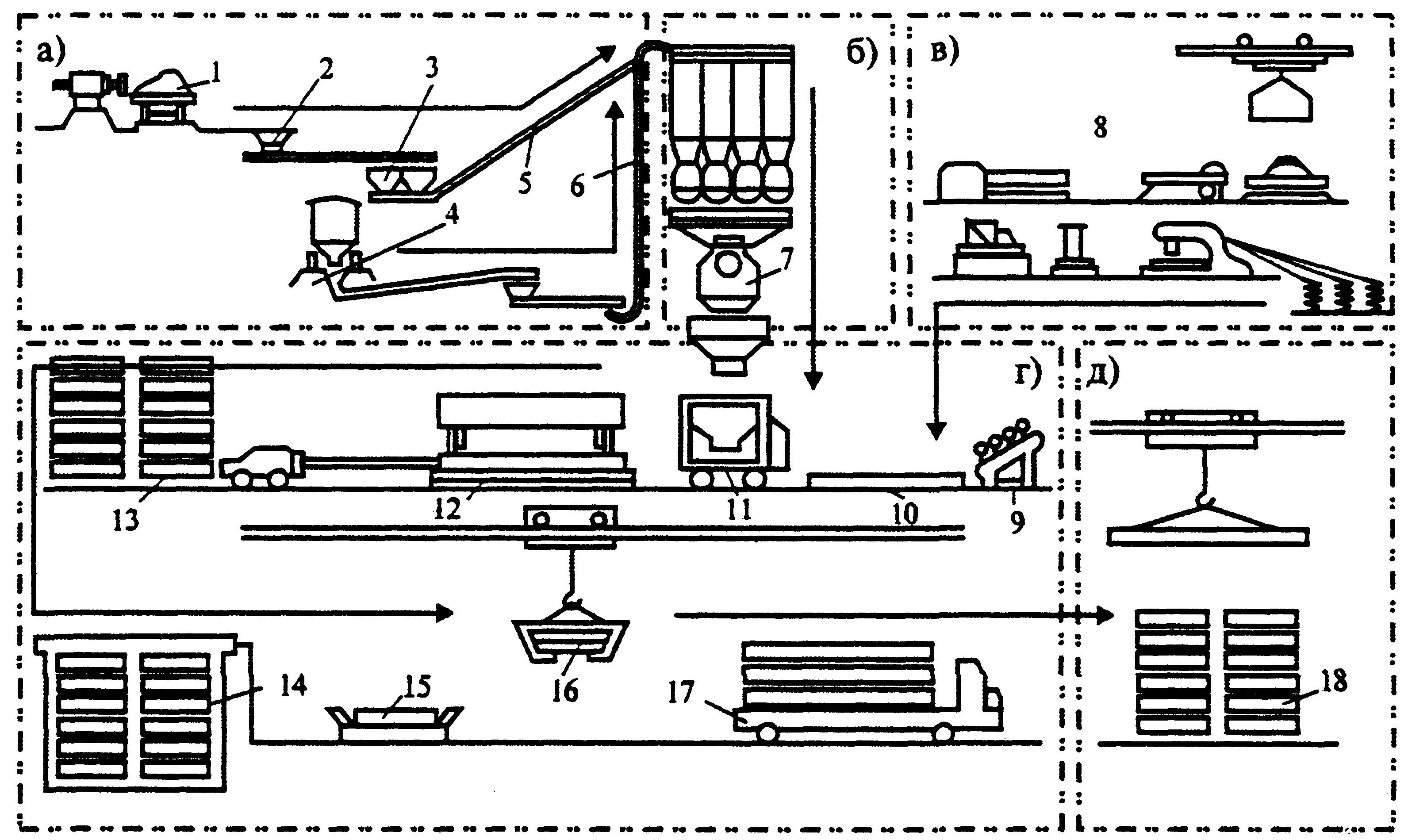
Рис. 28.4. Технологическая схема изготовления железобетонных изделий поточно-агрегатным способом:
а — зона хранения заполнителей бетонной смеси; б — зона приготовления бетонной смеси; в — зона изготовления арматурных каркасов; г — зона формирования и обработки ЖБИ; д — зона хранения и выдачи готовых изделий; 1 — пост разгрузки заполнителей; 2 — приемные бункеры; 3 — накопительные бункеры; 4 — пост разгрузки; 5 — транспортерная галерея; 6 — пневмоподача цемента; 7 — бетоносмесительный цех; 8 — оборудование для производства арматурных каркасов и элементов; 9 — агрегат для термического напряжения арматуры; 10 — пост армирования; 11 — самоходный бетоноукладчик; 12 — агрегат для формования изделий; 13 — зона выдержки изделий; 14 — промежуточный склад; 15 — транспортирование ЖБИ; 16 — подъем и транспортирование изделий; 17 — самоходная тележка; 18 — склад готовых ЖБИ
Установки-агрегаты состоят из формовочной машины (обычно виброплощадки), машины для распределения бетонной смеси по форме (бетоноукладчики), машины для укладки формы на формовочный пост (формоукладчики). Отформованные изделия в формах подают краном в камеры для тепловой обработки. Заключительная стадия производства — выдача изделий из камеры и их распалубка. После приемки ОТК готовые изделия направляют на склад, а освободившиеся формы возвращают на формовочный пост.
При конвейерном способе технологический процесс расчленен на элементарные процессы, которые одновременно выполняют на отдельных рабочих местах. Форму и изделие непрерывно перемещают от одного рабочего места к другому, каждое из которых обслуживает закрепленное звено (рис. 28.5).

Рис. 28.5. Конвейерная технология изготовления железобетонных изделий:
I — зоны хранения материалов; II — зона приготовления цементобетонной смеси; III — зона изготовления арматурных каркасов; IV — зона изготовления изделий; 1 — пост разгрузки каменных материалов; 2 — приемные бункеры; 3 — аккумулирующие бункеры; 4 — транспортерная галерея; 5 — расходные бункеры; 6 — смесительное отделение; 7 — силосный склад цемента; 8 — вагон-цементовоз; 9 — пропарочные камеры; 10 — пост укладки термоизоляционного слоя; 11 — пост доводки изделий; 12 — пост формования изделий; 13 — пост укладки арматурных каркасов; 14 — смазка форм; 15 — очистка форм; 16 — передаточная тележка; 17 — пост распалубки; 18 — пост контроля
Основным условием осуществления конвейерного производства является ритмичность выполнения процессов, для чего их продолжительность должна быть одинаковой. Тогда через равные промежутки времени одновременно перемещают изделие с одного рабочего места (поста) на другое. При изменении типа изделий конвейеры требуют переоснастки.
Производство изделий на вибропрокатном стане отличается от вибропроката тем, что все технологические операции от подачи бетонной смеси до выдачи готового изделия производят на одной установке, представляющей собой конвейер, движущийся непрерывно со скоростью 25-30 км/час при изготовлении изделий из тяжелого бетона.
При стендовом способе изделие изготовляют в неподвижных формах или оборудованных для этого на рабочих местах стендах. В процессе формования и до приобретения бетоном необходимой прочности изделия остаются на месте, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы к другой.
Стендовый способ хотя и приводит к более низкому использованию производственных площадей по сравнению с другими способами, но имеет ряд преимуществ, особенно при изготовлении предварительно-напряженных конструкций. Продолжительность технологического цикла зависит от длительности выдерживания изделий на стенде для приобретения ими необходимой прочности и составляет 1-2 сут (рис. 28.6).
Источник
Способы производства железобетонных изделий
 Железобетонные изделия – это изделия из стальной арматуры, залитые бетоном. Главные достоинства изделий ЖБИ — это исключительная прочность, относительно низкая себестоимость, неподверженность старению, гниению и коррозии.
Железобетонные изделия – это изделия из стальной арматуры, залитые бетоном. Главные достоинства изделий ЖБИ — это исключительная прочность, относительно низкая себестоимость, неподверженность старению, гниению и коррозии.
Современные предприятия по изготовлению железобетона используют следующие способы производства изделий ЖБИ:
Стендовый – когда бетон заливается в неподвижные формы на плоских матрицах или стендах. При этом технологические агрегаты последовательно передвигаются от поста к посту и на каждом посту происходит выполнение определенных операций. Данный способ производства предполагает наличие достаточно крупных производственных площадей.
Поточно-агрегатный – это, когда формуемые изделия ЖБИ перемещаются от одного поста к следующему с помощью транспортных средств. При этом на каждой технологической точке имеются необходимые для определенных технологических операций стационарные механизмы. Этот способ требует максимально больших производственных площадей, а также крупных капитальных затрат и много времени.
Конвейерный способ – это, когда ЖБИ изделия перемещаются на специальных поддонах-тележках по технологическому потоку с заданной скоростью. Для данного способа характерно максимальное разделение производственного процесса на отдельные этапы и используется он исключительно на предприятиях большой мощности, ориентированных на небольшой ассортимент продукции.
Кассетный способ – принципиально новая стендовая технология, получившая широкое распространение в производстве ЖБИ для панельного домостроительства. Главным отличием кассетного способа является то, что формование изделий ЖБИ происходит в вертикальных стационарных кассетных установках, которые состоят из нескольких вертикальных отсеков — металлоформ. В каждом отсеке размещают арматурный каркас, после чего он заливается бетонной смесью. Затем с помощью навесных или глубинных вибраторов происходит уплотнение смеси. Такой способ имеет высокую производительность труда и требует меньше площадей, экономит расход пара и электроэнергию.
Способ непрерывного вибропроката — полностью автоматизированный и механизированный процесс производства ЖБИ. Выполняется на вибропрокатном стане — установке с непрерывным действием. Вибропрокатный стан — это движущийся конвейер, который состоит из формующей ленты (из объемных или плоских пластин), секции тепловой обработки, натяжного и приводного оборудования, формующей и калибрующей секций. На непрерывно двигающуюся формующую ленту, наноспри помощи распылителя наносится смазка, затем укладываются арматурные каркасы и подается жидкий бетон. Бетоноукладчик равномерно распределяет его по всей формующей ленте. Уплотнение бетонной смеси происходит благодаря вибробалке, расположенной под лентой.
Прайс на изделия ЖБИ, производимые заводом “Спецжелезобетон”, вы сможете найти на нашем сайте, а продвижение сайтов – это дело рук профессионалов, позволяющее поднять бизнес.
Источник



