
Виды и причины неисправностей крана
Любой, даже самый надежный подъемный кран, в процессе эксплуатации не застрахован от поломок и выхода из строя.
Однако если вовремя заметить и устранить неисправность, то ремонт кранового оборудования не будет слишком затратным. Для этого необходимо проводить ежедневный осмотр ГПМ, а также осуществлять плановое техническое обслуживание.
Характерные неисправности
Конечно, каждый кран имеет свои определенные характеристики, и составить универсальный перечень неисправностей подходящий для всех подъемных машин невозможно. Поэтому следует выделить часто встречающиеся проблемы, а также указать на их вероятные причины и способы устранения.
 При движении наблюдаются рывки. Часто причиной становится попадание смазочных материалов на рабочую поверхность рельса или приводных колес, что приводит к пробуксовке. Помимо этого возможно не работает привод (один из приводов) или неисправен крановый путь. В последнем случае потребуется комплексное специальное обследование подкрановых путей (нивелировка, ремонт, рихтовка).
При движении наблюдаются рывки. Часто причиной становится попадание смазочных материалов на рабочую поверхность рельса или приводных колес, что приводит к пробуксовке. Помимо этого возможно не работает привод (один из приводов) или неисправен крановый путь. В последнем случае потребуется комплексное специальное обследование подкрановых путей (нивелировка, ремонт, рихтовка).- Повышенный нагрев двигателя и редуктора – чрезмерно интенсивная эксплуатация, превышающая допустимые (указанные в паспорте) нормы или загрязненный, присутствующий в недостаточном количестве смазочный материал (масло).
- Медленная скорость перемещения, при этом двигатель работает на полную мощность и греется. Скорее всего, требуется регулировка тормозного механизма.
- Износ каната или его перекручивание. Обычно причина в использовании каната не той свивки, неправильная запасовка, отсутствие смазки. Если канат изношен, то ремонт данного кранового оборудования невозможен и потребуется его замена.
- Проблемы тормозной системы могут быть связаны с износом колодок, обрывом питания привода, заеданием рычажной системы (требуется смазка), сгоревшей катушкой электромагнита толкателя (необходима замена).
- Стук во время движения крана, его перекос, повышенный износ ходовых колес. В первую очередь проводится комплексное обследование подкрановых путей.
 При движении наблюдаются рывки. Часто причиной становится попадание смазочных материалов на рабочую поверхность рельса или приводных колес, что приводит к пробуксовке. Помимо этого возможно не работает привод (один из приводов) или неисправен крановый путь. В последнем случае потребуется комплексное специальное обследование подкрановых путей (нивелировка, ремонт, рихтовка).
При движении наблюдаются рывки. Часто причиной становится попадание смазочных материалов на рабочую поверхность рельса или приводных колес, что приводит к пробуксовке. Помимо этого возможно не работает привод (один из приводов) или неисправен крановый путь. В последнем случае потребуется комплексное специальное обследование подкрановых путей (нивелировка, ремонт, рихтовка).В системе электрооборудования также могут наблюдаться неполадки. Причиной некорректной работы являются: перегоревшие плавкие предохранители, загрязненные контакты, обрыв питающей линии или короткое замыкание.
Отдельно следует отметить искрение щеток в ходе работы. Они могут быть заклинены, что вызывает их перекос, загрязнены или неплотно прижаты. Также надо помнить, что не все щетки взаимозаменяемы и каждой модели двигателя соответствует своя марка. Найти и установить причину можно визуальным осмотром. Своевременное устранение неполадок исключит дорогостоящий ремонт электрического кранового оборудования.
Ежедневный осмотр крана проводится силами персонала предприятия. Для регламентного технического обслуживания необходимо привлекать специализированные организации, имеющие в своем штате квалифицированных мастеров и диагностическое оборудование. «ТехКранМонтаж» располагает всеми документами на проведение регулярного ТО грузоподъемной техники. Мы выполним комплексное обследование наземных/надземных подкрановых путей, всех узлов подъемной машины, выявим и устраним неисправности.
Источник
Книга: Башенные краны
Навигация: Начало Оглавление | Другие книги | Отзывы:
§ 99. Неисправности механизмов
К наиболее часто встречающимся неисправностям механизмов кранов относятся: несоосность валов; неудовлетворительная балансировка тормозного шкива; неправильная сборка и износ зубчатых колес редуктора; пробуксовывание и отказ тормоза; течь масла из редуктора; ослабление узлов крепления редуктора; износ ходовых колес; разработка втулочио-пальцевых муфт.
Несоосность валов приводит к преждевременному выходу из строя валов, подшипников и соединительных муфт.
Несоосность, как правило, вызывается недостаточной центровкой сопрягаемых узлов. Чтобы обеспечить надежную работу механизмов, все их узлы центрируют в соответствии с принятыми допусками. Для этого редуктор на рамных лебедках, как правило, закрепляют наглухо, а перемещают корпус электродвигателя и выносную опору барабана. На унифицированных лебедках электродвигатель крепят к редуктору на фланце и поэтому несоосность может возникнуть только в узле соединения вала редуктора с барабаном. В этом случае несоосность вызывает значительные колебания редуктора и связанного с ним электродвигателя, опасные для прочности фланцевого крепления двигателя.
Несоосность сверх допустимых пределов может привести к поломке и самого выходного вала редуктора. Такую лебедку необходимо отремонтировать и отцентрировать на заводе, так как исправить несоосность на стройплощадке невозможно. Браковочным признаком этих лебедок служит величина колебании конца электродвигателя. При перемещении свободного конца двигателя, например лебедки Л-500, более 3 мм по вертикали эксплуатация лебедки не допускается.
Неудовлетворительная балансировка тормозного шкива приводит к дополнительным динамическим нагрузкам на валы и подшипники редуктора и двигателя. В унифицированных лебедках с фланцевым креплением двигателя неудовлетворительная балансировка вызывает вибрацию двигателя и всего механизма. Чтобы обеспечить нормальную работу механизма, проверяют, правильно ли посажен тормозной шкив на вал двигателя (не высока ли шпонка и не сидит ли шкив на ней). Если шпонка высока, ее заменяют. Если шпонка нормальная, снимают тормозной шкив с вала и статически отбалансируют его.
При неправильной сборке зубчатых колес редуктора и их износе в редукторе появляются периодические стуки, постоянный равномерный шум, нагреваются подшипники. Стук в редукторе может быть вызван забоинами на зубьях одного из зубчатых колес, неплотностью и эксцентричностью посадки колес на валах. При образовании небольших забоин их запиливают; при больших — зубчатые колеса заменяют. Если неплотно или эксцентрично посажены колеса, их также заменяют.
Шум в редукторе возникает обычно при плохом зацеплении зубьев шестерен, не обеспечивающем необходимого контакта зубьев. Устраняется неисправность постепенной приработкой зубьев.
Нагреваются подшипники лебедки от неправильной их установки при сборке, что вызывает осевое защемление подшипников. Чтобы устранить защемление подшипников с закладными крышками, заменяют регулировочные кольца между крышками и наружными обоймами подшипников, обеспечив суммарный зазор 0,4 мм. При фланцевом креплении крышек тот же зазор обеспечивается с помощью регулировочных прокладок между корпусом редуктора и фланцем крышки. Регулировочные кольца устанавливают при разборке редуктора, прокладки — после снятия крышек. Зазор при закладных крышках проверяют щупом.
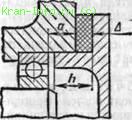
Рис. 181. Определение толщины прокладки
При определении толщины прокладки (рис. 181) крышек нутромером штангенциркуля измеряют расстояние а между торцами редуктора и подшипника. Затем определяют высоту h буртика крышки. Толщина прокладки А должна быть на 0,4 мм больше разности между высотой буртика и расстоянием между торцами h — а. Если окажется, что расстояние между торцами а больше высоты буртика 1г, крышку снимают и фланец проторцовывают, чтобы увеличить буртик.
Причиной шума в редукторе и нагрева подшипников может быть также отсутствие или недостаток смазки в редукторе. Чтобы устранить неисправность, доливают смазку до необходимого уровня, который проверяют щупом или контрольной пробкой.
При трехопорных валах перегрев подшипников может возникать от перетяжки подшипников в результате перекоса вала. Правильность установки вала такой лебедки проверяют как непосредственно на кране, так и в мастерских. Для этого снимают барабан, редуктор наглухо притягивают болтами к раме, а выносную опору выходного вала редуктора освобождают от крепления. Когда выносная опора, не затянутая болтами, расположена выше опорной поверхности рамы, под нее устанавливают подкладки. Если выносная опора упирается в раму, подкладки укладывают под редуктор. Далее вручную проворачивают вал. Если выносная опора при этом перемещается в горизонтальном и вертикальном направлениях, значит, вал изогнут и его надо отремонтировать или заменить.
Пробуксовывание тормоза заключается в том, что при выключении двигателя тормоз не может удержать груз. Это может быть вызвано следующими причинами: неправильной регулировкой тормоза, большой выработкой тормозных накладок, перекосом тормоза по отношению к оси шкива, замасливанием поверхности шкива и накладок. Неправильно отрегулированный тормоз необходимо заново отрегулировать.
Выработку тормозных накладок определяют визуально по следам от заклепок на поверхности тормозного шкива или замером толщины накладок. Допускается работа тормоза при толщине накладок не меньше 4 мм в средней части и не менее 2,5 мм по краям. При большем износе накладок их заменяют. При перекосе тормоза колодки неплотно прилегают к шкиву, что не позволяет полностью использовать тормозной момент. Причинами перекоса могут быть неправильная установка тормоза на раме либо дефекты, допущенные при его изготовлении. В первом случае устраняют перекос тормоза, устанавливая прокладки под болтами крепления рамы тормоза к основанию, во втором — тормоз заменяют.
При замасливании поверхности шкива или накладок их промывают керосином или бензином и зачищают.
При отказе тормоза могут быть случаи, когда его колодки не размыкаются при включении электромагнита. Механизм остается заторможенным даже при включении электродвигателя, что может привести к перегреву и выходу двигателя из строя. Такой отказ может быть вызван тем, что чрезмерно затянуты пружины, тормозные накладки примерзли к шкиву, недостаточен уровень жидкости в электрогидротолкателе или жидкость замерзла.
Затяжку пружины проверяют с помощью линейки. При расхождении с установочной длиной пружины, приведенной в инструкции, затяжку регулируют, как указано в гл. XI.
Примерзание накладок обнаруживают следующим образом. С помощью рычага поднимают коромысло тормоза, наблюдая при этом за колодками. Если накладки не отходят от шкива, а колодки стремятся отделиться от накладок, значит, накладки примерзли. Чтобы устранить неисправность, в торец накладки упирают деревянный брус и по нему постукивают молотком.
Жидкость в электрогидротолкателе может замерзнуть, если она не соответствует условиям работы при низких температурах или механизм долго не работал. Разогревают электрогидротолкатель до 50—60 °С паяльной лампой. Действие толкателя проверяют, поднимая коромысло. После разогрева толкателя неправильно выбранную жидкость заменяют новой. Если после разогрева электрогидротолкатель по-прежнему не работает, его направляют в ремонт.
При недостаточном уровне жидкости в толкателе наблюдается уменьшенный ход штока. До проверки уровня жидкости коромысло с помощью рычага поднимают вверх до отказа. Если ход штока при подъеме коромысла вручную превышает ход штока при включении толкателя, уровень жидкости недостаточен и требуется долить жидкость в корпус электрогидротолкателя.
Течь масла из-под уплотнений происходит либо в результате переполнения редуктора маслом, либо вследствие выхода из строя или некачественного выполнения уплотнений.
Переполнение редуктора маслом можно определить по игле щупа маслоуказателя. В этом случае уровень масла будет находиться выше верхней риски иглы. Излишек масла следует слить, отвернув пробку редуктора.
При выходе из строя или при повреждении уплотнительных колец (манжет) их следует заменить новыми при разборке лебедки.
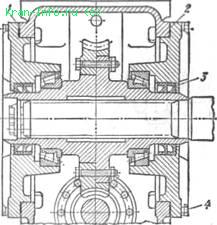
Рис. 182. Уплотнительные устройства редуктора на ходовых тележках:
1,2 — уплотнительные прокладки, 3 — манжетное уплотнение, 4 — болт
При появлении течи масла из глобоидного редуктора, имеющего войлочное уплотнение (рис. 182), поджимают войлочное уплотнение с помощью болтов 4. На унифицированных механизмах поворота ставят дополнительную резиновую шайбу 4 (рис. 183, а) или гайку с конусным торцом 5 (рис. 183, б).
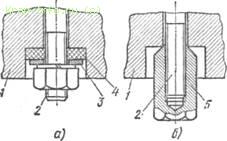
Рис. 183. Дополнительное уплотнение выходного вала механизма поворота: а — резиновой шайбой, б — гайкой с конусным торцом; 1 — шестерня выходного вала, 2 — шпилька, 3 — шайба, 4 — резиновая шайба, 5 — гайка с конусным торцом
При появлении течи через сливную пробку или щели крышек подтягивают крепление или заменяют прокладки.
Ослабление узлов крепления редуктора крана ухудшает условия работы механизмов: редуктор при работе дергается, что приводит к нарушению соосности валов; разрабатываются болтовые и шарнирные соединения; отламываются лапы двигателя из-за толчков, передаваемых на двигатель от редуктора. Узлы крепления ослабевают по следующим причинам: недостаточно затянуты болты; не приварены стопорные планки и упоры; неудовлетворительна конструкция механизма; несоосны соединения.
На все редукторы при работе действуют знакопеременные горизонтальные силы, появляющиеся от реверсивной работы зубчатых передач, некоторой допускаемой несоосности, усилий в открытых передачах. Как правило, эти усилия невелики, но, действуя постоянно, они могут ослабить узлы крепления. Поэтому для надежной работы механизма следят за состоянием крепежных болтов редуктора и для дополнительного крепления его к раме приваривают стопорные фиксирующие планки.
Износ ходовых колес происходит как на рабочей поверхности катания, так и у реборд. Если одновременная выработка ведущих колес превышает 3—4% от диаметра (для крана КБ-100.2 допускаемая величина выработки составляет 20 мм при диаметре колеса 500 мм) или толщина реборд вследствие износа стала меньше 15 мм, колеса сдают в ремонт или заменяют. Причинами выработки рабочих поверхностей катания ходовых колес являются: различные диаметры колес крана, приводимых от одного двигателя, в результате чего происходит пробуксовывание и повышенный износ; применение литых колес вместо штампованных; отсутствие или неправильное выполнение термообработки. Выработка реборд ходовых колес объясняется неточностью укладки кранового пути: наличием поперечного уклона и больших отклонений ширины колеи от номинальных размеров, а также непараллельностью осей колес.
При поперечном уклоне пути кран под действием собственного веса стремится сдвинуться в сторону уклона. При этом реборды постоянно прижаты к рельсам, что приводит к интенсивному их износу. То же самое происходит и при отклонениях по ширине колеи и непараллельности осей колес, когда при движении крана колеса постоянно прижимаются к рельсам то одной, то другой ребордой.
При разработке втулочно-пальцевых муфт (износ упругих втулок или пальцев, ослабление креплений) заменяют втулки или пальцы и подтягивают крепления. При износе рабочей поверхности, разработке посадочного отверстия и отверстий под втулки муфты отправляют в ремонт.
Источник
Возможные неисправности крановых установок способы их устранения
Мостовой электрический кран представляет собой систему, состоящую из восстанавливаемых и невосстанавли-ваемых элементов. В случае отказа одни элементы, например зубчатые полумуфты, тормозные накладки, могут быть восстановлены и вновь введены в эксплуатацию, другие, же, например, стальной канат, подшипники качения, должны быть заменены новыми.
Кран может находиться в четырех состояниях: исправном, работоспособном, неисправном и неработоспособном. В исправном состоянии кран выполняет свои рабочие функции, а также вспомогательные, в частности обеспечивает удобство ремонта. Исправный кран имеет хороший внешний вид.
В работоспособном состоянии кран способен осуществлять только рабочие функции, но у него могут быть незначительные повреждения обшивки кабины, окраски и т. п.
Рекламные предложения на основе ваших интересов:
При обследовании на разных заводах кранов грузоподъемностью 5—50 т было установлено, что колебания в сроках службы деталей вызывались различными условиями эксплуатации. Повышение надежности кранов обусловлено не только их конструкцией и качеством изготовления, но и условиями эксплуатации.
Надежность механизма подъема зависит от конструкции и исправности канатных блоков. При сходе канатов с блоков из-за повреждения краев блоков и предохранительных устройств они быстро изнашиваются при трении об оси блоков. В связи с этим рекомендуется применять стальные блоки,: которые прочнее чугунных, а также предусматривать специальные ограждения, охватывающие блоки так, чтобы между ними и блоками был минимальный зазор. Срок службы стальных канатов можно повысить соответствующим подбором диаметров блоков и барабанов, правильной укладкой их на барабан и надежным креплением на барабане, а также при регулярном уходе за ними и своевременной смазке.
Наиболее надежны зубчатые муфты, их следует устанавливать для соединения как валов, так и редукторов с барабанами. Отказы колодочных тормозов чаще всего вызваны быстрым изнашиванием тормозных накладок и тормозных шкивов. Тормозные накладки из вальцованной ленты наиболее долговечны, и их применение увеличивает срок службы тормозов. Для повышения надежности надо заменять тормозные электромагниты более надежными электрогидротолкателями. Если данный тормоз не позволяет установить электрогидротолкатель, то необходимо заменить весь комплект тормозного устройства. Надежность работы механизмов передвижения определяется надежностью ходовых колес, которую можно повысить, увеличив их износостойкость с помощью термообработки. На долговечность ходовых колес отрицательно влияет пробуксовка, возникающая при завышенной мощности двигателя механизма передвижения и резком торможении. Надежность механизмов передвижения кранов обеспечивается также при правильном устройстве крановых путей.
На надежность работы кранов влияет также степень их защиты От коррозии. В цехах, где в качестве топлива применяют кокс, каменный уголь или антрацит (в вагранках, нагревательных печах и устройствах), а также в атмосфере цехов химических производств всегда имеются сернистый газ и другие вредные для металла вещества, что ведет к усиленной коррозии металла крана. В связи с этим все подверженные коррозии части крана окрашивают. Наряду с масляными красками в настоящее время применяют новые защитные полимерные средства, более долговечные по сравнению с известными ранее.
Сократить сроки ремонта и упростить обслуживание кранов позволяют: стандартизация и нормализация узлов и деталей; применение более прочных и износоустойчивых материалов; упрощение конструкции крана; установка предохранительных и сигнальных устройств; вы сокая квалификация обслуживающего персонала.
Перед выводом крана в ремонт всему персоналу, ко торый будет принимать то или иное участие в нем, необходимо еще раз прочитать пункты Правил Госгортех-надзора, ПУЭ, ПТБ и ПТЭ, относящиеся к ремонту крана. Вывод крана в ремонт должен производиться лицом, ответственным за содержание крана в исправном состоянии, в соответствии с графиком ремонта, утвержденным руководством цеха, предприятия.
На проведение ремонта мостовых кранов должен быть выдан наряд-допуск в порядке, установленном на предприятии. В наряде-допуске необходимо перечислить меры по созданию безопасных условий выполнения ремонтных работ во избежание поражения ремонтного персонала током, падения с высоты, наезда работающих кранов на ремонтируемый, выхода ремонтного персонала на крановые пути действующих кранов. Дата и время вывода крана в ремонт и фамилия ответственного за его проведение должны быть указаны в наряде-допуске и журнале по эксплуатации крана.
Без наряда-допуска можно производить профилактический осмотр крана, а также устранять неисправности по вызову крановщика.
Не разрешается работать на кране во время его ремонта. Крановщики допускаются к обслуживанию и ремонту электрооборудования крана лишь с разрешения главного энергетика предприятия в порядке, установленном Правилами технической эксплуатации электроустановок потребителей (статья 316).
Ремонт механического и электрического оборудования кранов имеет целью обеспечить их бесперебойную работу. Существуют разные системы ремонта, но наиболее распространенной является система планово-предупредительного ремонта (ППР), который производится по истечении определенного срока работы оборудования, независимо от того, заметен износ его или нет.
При остановке крана на ремонт следует отключить рубильник в кабине крана и вынуть вставки плавких предохранителей. Над рубильником вывешивают плакат «Не включать — работают люди». Этот плакат может быть снят лишь по окончании ремонта лицом, ответственным за его проведение.
При наличии нескольких кранов на одном крановом пути ремонтируемый кран ограждают временными тупиковыми упорами с установкой сигналов — фонарей и флагов. Кроме того, администрация цеха должна предупредить всех крановщиков, работающих на смежных кранах, о происходящем ремонте и установлении запретной зоны.
Ремонт частей крана, расположенных со стороны главных троллейных проводов, следует производить при отключенном и запертом на замок рубильнике, подающем напряжение на главные троллейные провода, и снятых вставках плавких предохранителей. При работе нескольких кранов на одном подкрановом пути, когда нельзя отключить главные троллейные провода, необходимо принять меры по обеспечению безопасных условий работы ремонтного персонала. Зону вблизи главных троллеев ограждают и вывешивают плакаты «Осторожно, провода под напряжением».
Все пробные включения механизмов крана во время ремонта или по окончании его можно производить лишь с разрешения и в присутствии лица, ответственного за ремонт. Разрешение на работу крана после ремонта выдается лицом, ответственным за исправное состояние его, с записью в журнале по эксплуатации крана.
Ремонт делится на текущий, средний и капитальный. Текущий ремонт разделяется на текущий ремонт первый, текущий ремонт второй и годовой ремонт. Кроме того, предусматривают плановый осмотр оборудования крана в выходные дни или смены, когда кран не работает. В ходе осмотра проверяют состояние подшипников и реборд, крепление муфт, зубчатых колес, ходовых колес, регулируют тормоза, проверяют смазку редукторов и подшипников, устраняют мелкие неисправности, обнаруженные во время работы крана, а также проверяют состояние щеток и контактных колец электродвигателей, производят чистку контактов контроллеров, чистку и смазку фиксаторов и замену щеток.
При первом текущем ремонте очищают оборудование от пыли и грязи, заменяют изношенные подшипники, гайки, болты, тормозные ленты, проверяют электрооборудование и устраняют повреждения в нем, проверяют плотность соединения контактных частей, заменяют щетки электродвигателей, проверяют состояние тормозных электромагнитов и точность подгонки их сердечников, регулируют нажатие на контакты контроллеров, измеряют изоляцию проводов, электродвигателей, контроллеров и прочего электрооборудования. Смазку проверяют и в необходимых случаях заменяют. После осмотра двигатели и контроллеры продувают сжатым воздухом.
При втором и годовом текущих ремонтах кроме работ, выполняемых при первом текущем ремонте, производят ремонт отдельных деталей и узлов по указанию крановщика, заметившего их ненормальную работу.
При среднем ремонте разбирают редукторы, электродвигатели, зубчатые колеса, червяки, червячные колеса, проверяют и заменяют изношенные подшипники, проверяют канаты и их блоки, крепление на барабане, заземляющие устройства, измеряют воздушные зазоры в двигателях и изоляцию всех токоведущих частей, полностью разбирают контроллеры и ремонтируют электроаппаратуру. По окончании среднего ремонта смазывают все механизмы и проверяют их работу, а также производят наладку, регулировку и проверку схем соединений.
Капитальный ремонт кранов направлен на восстановление изношенного или замену устаревшего оборудования. Капитальный ремонт механизмов или узлов и аппаратуры сводится в конечном счете к полной их замене, чего не должно быть при правильной организации среднего ремонта. Необходимо стремиться к тому, чтобы плановый средний ремонт всего оборудования крана вытеснил капитальный ремонт.
Средний ремонт в зависимости от его объема производят на месте установки крана либо в ремонтном цехе, а капитальный ремонт — обычно в ремонтном цехе.
Всякому ремонту должна предшествовать подготовка к нему. При плохой подготовке, когда ряд деталей к ремонту не готов, нет запасных деталей и чертежей на них, ремонт может затянуться на длительный срок и вызвать неоправданный простой крана.
Подготовку к ремонту начинают с составления дефектной ведомости, куда записывают все детали, имеющие дефекты и подлежащие замене или исправлению. Подготовляют все необходимые для ремонта детали, заказывают недостающие, подбирают соответствующий крепежный материал — болты, гайки и т. п.
Детали, требующие длительного изготовления, надо заказать заранее. Правильно изготовить запасные части можно только по чертежам, а не по изношенным деталям, снятым для ремонта. Чертежи деталей механизмов, аппаратуры, схемы обмоточных данных электродвигателей следует выполнять в соответствии с документацией заводов-изготовителей.
Анализ аварий и повреждений оборудования кранов дает важные сведения о качестве обслуживания и ремонта кранов, соответствии оборудования производственным условиям цеха.
Причины аварии определяются по следующим признакам:
1) небрежный уход или неумелое обращение с оборудованием;
2) перегрузка механизма;
3) неправильный монтаж или ремонт;
4) изношенность из-за несвоевременного ремонта;
5) несовершенство конструкции.
Чтобы сократить сроки ремонта и простой крана, на многих заводах применяют узловую замену частей механизма. Узлы изготовляют или собирают из старых, реставрированных частей: колес, шестерен, осей, валов, муфт и т. п. Узел должен быть собран в таком виде, чтобы его без всякой доделки можно было установить вместо изношенного.
Ремонт сводится к снятию дефектных узлов механизма и замене их заранее отремонтированными. При наличии на заводе нескольких одинаковых кранов необходимо иметь, новые запасные части и целые механизмы: редукторы, блочные подвески, колеса, электродвигатели, тормоза, катушки тормозных электромагнитов. Исходя из списка всех работающих подшипников качения следует предусмотреть некоторый запас их на складе. Для машин постоянного тока нужны запасные щетки соответствующих марок. Щетки являются очень дешевой деталью, но установка щеток, не рекомендованных заводом-изготовителем, может привести к обгоранию коллектора и его преждевременному износу.
При ремонте крана особое внимание требуется уделять тем частям и узлам, которые работают в наиболее тяжелых условиях и от исправного действия которых зависит работа крана. К ним относятся ходовые колеса, блочные подвески, редукторы, муфты, тормозные устройства, ко-.нечные выключатели, канаты. При ремонте ходовых колес заменяют их‘подшипники. Изношенные колеса при срабатывании реборды до 10—12 мм или уменьшении диаметра в середине обода более чем на 10 мм подлежат замене. Ходовые колеса могут непрерывно работать до двух лет.
При ремонте цилиндрических зубчатых передач заменяют изношенные шестерни и колеса, втулки и вкладыши подшипников скольжения, смазочные кольца и подшипники качения.
Ремонт червячной передачи сводится к проверке сопряжения червячной пары, а при значительном износе червячного колеса — к замене его или всей пары. При перекосе подшипников или их неправильной установке червячное колесо быстро изнашивается. После ремонта, когда червячный редуктор проработает несколько часов, необходимо взять пробу масла из редуктора, вылить несколько капель на чистую бумагу и осмотреть. При большом количестве блестящих частичек бронзы надо разобрать редуктор, снять червяк и осмотреть рабочую поверхность его и червячного колеса.
При обнаружении задиров червячную пару снимают и отправляют в ремонтный цех для проверки. В тормозных устройствах при ремонте заменяют тормозные накладки, рычаги, тяги, исправляют тормозной шкив. При срабатывании обода шкива на 1,5—3 мм, в зависимости от его диаметра, шкив заменяют новым. При неравномерном износе поверхности шкива его протачивают. При перешлифовке тормозного шкива оставшийся закаленный слой должен быть не менее 1 мм.
Оси, рычаги и тяги шарнирных соединений приходят в негодность через 1—1,5 года вследствие разработки отверстий, в результате чего ослабляются соединения и уменьшается ход тормозных колодок. Эти детали очень просты в изготовлении и могут быть сделаны любым слесарем.
Значительно сложнее изготовить новую пружину, поэтому на складе необходимо иметь запасные пружины. Замена подшипников качения при ремонте — очень ответственная операция. Долговечность работы подшипника качения в основном определяется качеством его установки. Во избежание преждевременного выхода подшипников из строя следует знать и строго выполнять правила их установки. Посадочные места под подшипники должны иметь чисто обработанную цилиндрическую поверхность, строго соответствующую размерам, указанным в чертеже.
Перед монтажом необходимо внимательно осмотреть посадочные места корпуса и вала, торцы заплечиков, галтели и сопряженные с подшипником детали. При обнаружении на них забоин, пятен ржавчины или заусенцев поверхности обрабатывают мелким напильником и зачищают наждачной шкуркой № 000 или другим мелкозернистым абразивом так, чтобы не оставались риски от напильника. Смазочные каналы на валу и в корпусе должны быть прочищены и продуты сжатым воздухом.
После исправления дефектов механической обработки посадочные места и сопряженные с ними детали промывают керосином, протирают насухо тряпками и проверяют соответствие их размерам, указанным в чертеже. На неправильно или грубо обработанные посадочные места, имеющие овальность или конусность, нельзя ставить подшипники.
Перед установкой подшипника посадочные места вала и корпуса необходимо покрыть легким слоем смазки и предохранить от засорения.
Непосредственно перед установкой подшипник распаковывают и, если его упаковка не повреждена и смазка не затвердела, ставят на место без промывки. При затвердевшей смазке подшипник промывают в бензине или горячим минеральном масле. Для промывки подшипников в чистое ведро или бачок наливают бензин и минеральное масло (Индустриальное 12 или 20) 6—8% объема бензина.
Для удаления смазки подшипники погружают в бензин и, придерживая внутреннее кольцо, медленно вращают наружное кольцо до полного очищения подшипника от смазки. При значительном количестве подшипников, промываемых одновременно, необходимы две ванны — для предварительной и окончательной промывки. Чистый подшипник вынимают из ванны, дают стечь бензину и после этого укладывают на чистую бумагу.
Посадку подшипников на вал и в корпус осуществляют при помощи монтажной трубы и молотка. Если сила удара молотка недостаточна, применяют ручной или гидравлический пресс. Непосредственно по подшипнику ударять молотком нельзя, даже если молоток свинцовый или деревянный: осколки от молотка попадут в подшипник.
Для облегчения работы и во избежание повреждения посадочных мест на валу подшипники перед установкой надо подогреть в горячем минеральном масле. Если подшипник запрессовывается с большим трудом по всей длине посадочного места, значит, диаметр посадочного места вала больше, чем требуется. В этом случае подшипник надо снять и устранить дефекты посадочных мест. При запрессовке подшипника на вал монтажная труба должна упираться во внутреннее кольцо подшипника, а при запрессовке в корпус — в наружное кольцо. К запле-чику вала подшипник ставят неклейменной стороной, чтобы можно было проверить номер подшипника.
Электрическое оборудование кранов чаще всего ремонтируют в электроцехе завода. На кране производят мелкий ремонт: замену щеток, чистку коллектора, изолировку кабельных наконечников, замену катушек тормозных электромагнитов. Перемотку электродвигателей, катушек тормозных электромагнитов, катушек грузоподъемных электромагнитов, ремонт и замену секций крановых резисторов можно выполнять только в приспособленном помещении квалифицированным специалистам. Поскольку крановщик почти никогда не может принять участие в этом ремонте, сведения о ремонте электрооборудования здесь не приводятся.
По окончании капитального ремонта производят испытание и приемку крана в соответствии с требованиями правил, действие которых распространяется на краны как вновь установленные, так и находящиеся в работе.
Вновь установленные подъемные краны, а также вспомогательные грузозахватные приспособления до пуска в работу следует подвергнуть полному техническому освидетельствованию. Подъемные краны, находящиеся в работе, необходимо подвергать периодическому техническому освидетельствованию: частичному — не реже одного раза в 12 мес; полному — не реже одного раза в три года. Редко используемые краны, предназначенные, например, только для ремонта оборудования в машинных залах электрических и насосных станций, компрессорных установок, требуется подвергать полному техническому освидетельствованию не реже чем через каждые пять лет.
Внеочередное полное техническое освидетельствование кранов производят после монтажа, вызванного установкой крана на новое место, после капитального ремонта либо переустройства всего крана или ферм, смены механизма подъема, крюка или троса.
Техническое освидетельствование имеет целью установить следующее:
1) кран соответствует требованиям Правил и представленной при регистрации документации;
2) кран находится в состоянии, обеспечивающем его безопасную работу;
3) обслуживание крана соответствует требованиям Правил.
При полном техническом освидетельствовании подъемный кран следует подвергать осмотру, а также статическому и динамическому испытаниям. При частичном техническом освидетельствовании статическое и динамическое испытания не производят.
При техническом освидетельствовании подъемного крана осматривают и проверяют в работе все механизмы и электрооборудование, приборы безопасности, тормоза и аппараты управления, освещение и сигнализацию, а также проверяют состояние металлоконструкций крана, сварных или заклепочных соединений, лестниц, площадок и ограждений, крюка (износ в зеве и отсутствие трещин в зеве и нарезанной части) и деталей его крепления, заземления (зануления) электрических кранов, подкранового пути и устройства кабины управления.
Цель статического испытания — проверить прочность крана и отдельных его частей. Кран испытывают при первичном техническом освидетельствовании, после переноса крана на другое место либо после капитального ремонта всего крана или его ферм под нагрузкой, на 25 % превышающей грузоподъемность крана.
Статическое испытание мостовых кранов производят следующим образом. Испытуемый кран устанавливают над опорами подкрановых путей, а его тележку — в положение, соответствующее наибольшему прогибу, т. е. посредине пролета. Крюком или заменяющим его устройством груз захватывается, поднимается на высоту около 200—300 мм и выдерживается в таком положении в течение 10 мин. Потом груз опускается и проверяется отсутствие остаточной деформации моста крана. При наличии остаточной деформации кран в работу не допускается.
Динамическое испытание крана производят грузом, масса которого на 10 % превышает грузоподъемность крана. Цель такого испытания — проверить действие механизмов крана и их тормозов. При динамическом испытании повторно поднимают и опускают груз, а также проверяют действие всех механизмов крана.
У крана, оборудованного двумя механизмами подъема, должен быть испытан каждый механизм. Результаты технического освидетельствования записывают в паспорт крана.
Все вспомогательные грузозахватные приспособления (чалочные канаты, цепи, траверсы и другие съемные вспомогательные приспособления), а также тара для транспортировки грузов (ковши, контейнеры, бадьи) после изготовления подлежат техническому освидетельствованию на заводе-изготовителе, а после ремонта — на заводе, где производился ремонт крана. При техническом освидетельствовании съемные грузозахватные приспособления следует подвергать осмотру и испытанию под нагрузкой, на 25 % превышающей их номинальную грузоподъемность.
Таблица 7.1
Возможные неисправности электрооборудования крана, их причины и способы устранения
Таблица 7.2
Возможные неисправности механического оборудования кранов
Все чалочные приспособления испытывают в течение 10 мин. Тару при освидетельствовании подвергают тщательному осмотру. Испытывать тару грузом не обязательно. В процессе эксплуатации все съемные грузозахватные приспособления и тара должны периодически осматриваться ответственным за безопасность их работы лицом: траверсы и коромысла — через 6 мес; клещи, захваты и тара — через 1 мес; чалочные канаты и цепи — через 10 дней. Результаты осмотра съемных грузозахватных приспособлений и тары заносят в журнал учета и осмотра их.
Возможные неисправности электрооборудования и механического оборудования кранов приведены в табл. 7.1 и 7.2.
Источник



