
- Электрохимическое и химико термическое воздействие на металлы и сплавы с целью их обработки
- Термический метод
- Виды термической обработки металлов и сплавов:
- Химико термический метод
- Электроэрозионный метод
- Электрохимическая обработка
- Применение химико-термической обработки стали
- Характеристика химико-термической обработки
- Виды химико-термической обработки
- Цементация стали
- Газовая цементация
- Азотирование стали
- Цианирование стали
- Высокотемпературное цианирование
- Низкотемпературное цианирование
- Борирование стали
- Газовое силицирование
- Видео по теме: Термическая обработка металла закалка и отпуск
Электрохимическое и химико термическое воздействие на металлы и сплавы с целью их обработки
Металлообработка – это комплекс технологических процессов изменения размеров, формы и качественных характеристик металлов и сплавов. К ним относятся токарная обработка металла, термическая и химико термическая, электрофизическая, электрохимическая и многие другие виды металлообработки.
Термический метод
Термообработка изделий заключается в изменении структуры материала под воздействием:
- нагрева до определенной температуры;
- изотермической выдержки;
- охлаждения с определенной скоростью.
В зависимости от режимов проведения работ металла конечным результатом операции может быть:
- упрочнение;
- разупрочнение;
- стабилизация.
 Изменение структуры путем теплового воздействия
Изменение структуры путем теплового воздействия
Виды термической обработки металлов и сплавов:
- отжиг – заключается в нагреве изделия или заготовки с последующим охлаждением в печи для термической обработки металлов. В результате операции снимаются остаточные внутренние напряжения, повышается пластичность и уменьшается твердость стали;
- закалка – заключается в нагреве стали до температуры выше критической и последующим быстром охлаждении. В результате закалки прочность материала повышается, а пластичность падает;
- отпуск – заключается в нагреве закаленной стали до заданной температуры, выдержке и охлаждении на воздухе (только сталь, склонную к отпускной хрупкости, охлаждают в воде). Отпуск является окончательной операцией термообработки. В результате этой операции снимаются (или уменьшаются) внутренние напряжения, деталь становится менее хрупкой и более пластичной. Отпуск бывает низким, средним и высоким;
- нормализация – заключается в нагреве с последующим охлаждением на воздухе. Эта операция более быстрая и экономичная, чем отжиг, так как не требует охлаждения вместе с печью;
- старение – заключается в форсированном изменении свойств материала, которое в природе происходит в течение длительного времени;
- воздействие холодом – заключается в выдержке закаленной детали, остывшей до 20 0 С, в охладителях (сухой лед, жидкая азотная кислота и пр.). применяется для изготовления режущего инструмента с целью повышения стойкости и производительности, измерительного инструмента – для полной стабилизации размеров.
Процесс данного метода работ непрост. Наука материаловедение и термическая обработка металлов изучает глубинные загадочные процессы, происходящие внутри металла.
Химико термический метод
Химико термическая методика предназначена для изменения состава стали в определенном слое. К этой группе методов относятся:
- цементация – обогащение углеродом (науглероживание) поверхностного слоя стали. С помощью этого метода получают изделие с комбинированными свойствами: мягкой сердцевиной и твердым поверхностным слоем;
- азотирование – обогащение поверхностного слоя азотом для повышения коррозионной стойкости, усталостной прочности изделия;
- борирование – насыщение поверхностного слоя металла бором. Боридный слой придает изделию повышенную износостойкость особенно при сухом скольжении и трении. Кроме того борирование практически исключает схватываемость (или свариваемость) деталей в холодном состоянии. Борированные детали отличаются высокой стойкостью к кислотам и щелочам;
- алитирование — насыщение алюминием. Применяется для придания стали стойкости к агрессивным газам (серный ангидрид, сероводород);
- хромирование – насыщение поверхностного слоя хромом. Хромирование малоуглеродистых сталей практически не влияет на их прочностные характеристики. Хромирование сталей с более высоким содержанием хрома называется твердым хромированием, так как в результате операции на поверхности детали образуется карбид хрома, обладающий:
- высокой твердостью;
- окалиностойкостью;
- коррозионной стойкостью;
- повышенной износостойкостью;
Электрофизические методы обработки металлов
К этой группе относятся методы проведения работ с помощью электрического тока, электролиза в комбинации с физическим воздействием.
Электроэрозионный метод
В процессе электроэрозионной обработки металла импульсом электрического тока с поверхности детали вырываются частицы металла. Импульсы на столько короткие, что за это время успевает расплавиться и испариться лишь небольшое количество вещества. При этом тепло не распространяется вглубь детали.
К электроэрозионному методу относятся:
- электроискровая обработка металлов;
- электроимпульсная.
Электроискровой метод основан на применении искрового разряда. В канале разряда температура достигает 10000 0 С, но время действия импульса мало. В результате можно получить хорошую поверхность. Но метод этот не отличается высокой производительностью, а износ инструмента равняется объему снятого вещества. Метод применяется для особо точной (прецизионной) подгонки мелких деталей, вырезки деталей твердосплавных штампов по контуру, прошивки маленьких отверстий.
Электроимпульсная обработка основана на применении импульсов дугового разряда. Температура в рабочей зоне достигает 4000 – 5000 0 С, что дает возможность пользоваться большими мощностями (несколько десятков киловатт). В результате повышается производительность обработки материала.
Чтобы заниматься художественной ковкой, необходимо иметь набор специального оборудования. Подробнее об этом читайте в нашей статье.
Вы — очень хороший сварщик? Тогда вы можете сделать полезные вещи для своего дома. Интересные идеи ищите по https://elsvarkin.ru/prakticheskoe-primenenie/stroeniya-iz-metalla-dlya-doma-i-dachi/ ссылке.
Электрохимическая обработка
Этот способ основан на законах электрохимии. Существуют следующие электрохимические методы обработки металлов:
- поверхностная обработка. Суть ее заключается в растворении материала (анода). Причем в первую очередь растворяются выступающие части поверхности. В результате она выравнивается;
- размерная электрохимическая обработка. К этому методу относятся:
- анодно-гидравлическая обработка;
- анодно-механическая обработка.
Анодно-гидравлическая обработка основана на следующем свойстве металлов: скорость анодного растворения находится в прямой зависимости от расстояния между электродами. При сближении электродов поверхность анода(заготовки) полностью повторяет контуры инструмента (катода). Но в результате процесса между катодом и анодом скапливаются побочные продукты, которые приходится оттуда удалять. Это можно сделать прокачкой электролита. А можно применить комбинированный способ – анодно-механический.
Анодно-механическая обработка является комбинацией анодного растворения и эрозии внешнего слоя заготовки: к катоду присоединяется вращающийся диск, который механически удаляет окисную пленку с выступающих частей обрабатываемой поверхности.
Источник
Применение химико-термической обработки стали
Химико-термическая обработка стали – это процесс, при котором происходит изменение не только поверхностных слоев, но и химического состава и структуры металла. Применяют данный вид обработки в ситуациях, когда возникает необходимость получения твердой детали, износоустойчивой и при этом сохраняющей вязкость сердцевины. Отличительные признаки такого металла – стойкость к коррозии, повышенная степень сопротивления.
Характеристика химико-термической обработки
Сущность данного вида обработки стали заключается в том, что химический состав поверхностного слоя меняется искусственным путем. Цель процедуры – увеличение степени прочности поверхности и износостойкости детали.
Состав поверхности изменяется благодаря тому, что в него проникают разные элементы. Это приводит к изменению свойств металла. Осуществляется химико-термическая обработка посредством помещения детали в среду, которая содержит в себе атомы вещества, необходимые для покрытия стального листа. Складывается термическая обработка из трех этапов:

- диссоциация;
- адсорбция;
- диффузия.
Первый этап – диссоциация – осуществляется посредством создания газовой среды и включает такие процессы, как разложение молекул определенного соединения и образование атомов, проявляющих активность в отношении стальной детали. В процессе адсорбции сталь поглощает свободные активные атомы, находящиеся в газовой смеси или растворе.
Третий этап, получивший название диффузионной металлизации стали, заключается в проникновении атомов, подвергшихся адсорбции, вглубь металла. Воздействия внешних сил на этом этапе нет. Процесс осуществляется за счет теплового движения атомов вещества. Если три этапа химико-термической обработки выполнены без ошибок, то полученный слой покрытия будет прочным.
Виды химико-термической обработки
Самые распространенные виды обработки стали:
- цементация (насыщение углеродом);
- азотирование (обогащение азотом);
- цианирование (насыщение азотом и углеродом);
- борирование (обогащение бором);
- силицирование (насыщение кремнием).
Насыщая сталь указанными элементами, можно добиться повышения прочности и поверхности с увеличением срока службы элемента.
Цементация стали
Цементацией называют процесс, позволяющий насытить стальную конструкцию углеродом. Сердцевина остается мягкой, однако, благодаря слою покрытия прочность поверхности повышается. В процессе использования такие детали не подвергаются воздействию извне, не деформируются от ударов и не стираются.

Цементации подвергают элементы, выполненные из углеродистой либо легированной стали, содержание углерода в которой не менее 0,08% и не более 0,35%. Для цементации используют составы, богатые углеродом. Их называют карбюризаторами. Такие составы могут быть жидкими, твердыми и даже газообразными.
Цементация сталей происходит через нагрев деталей, предварительно упакованных в изготовленные из железа ящики, туда же помещается карбюризатор. Твердое вещество состоит из 70% древесного угля, 20–25% углекислого бария, а оставшаяся часть – углекислый кальций (3–5%).
Цементация осуществляется при температуре в 920–930 О С, этот показатель позволяет сделать процесс максимально быстрым. Обогащение слоя стали происходит, когда частицы угля соприкасаются с поверхностью элемента. Передатчик углерода в данной ситуации – газовая среда. Правильно организованная цементация поверхностного слоя стальной детали продолжается от 5 до 14–15 часов.
Цементации в жидкой среде принято подвергать изделия небольшого размера, выполненные из углеродистой или легированной стали. Их на некоторое время опускают в соляные ванны, которые содержат расплавленные вещества:

Газовая цементация
 Суть газовой цементации в том, что деталь из легированной стали сначала необходимо нагреть, а затем прокалить в печи, температура в которой составляет от 920 до 950 О С. В камеру печи на протяжении всего периода цементации подают газ с содержанием метана.
Суть газовой цементации в том, что деталь из легированной стали сначала необходимо нагреть, а затем прокалить в печи, температура в которой составляет от 920 до 950 О С. В камеру печи на протяжении всего периода цементации подают газ с содержанием метана.
При использовании данного метода продолжительность цементации стальной детали уменьшается в несколько раз. Так, глубина слоя цементирования в 1,2 м может быть зафиксирована уже после 4–5 часов нахождения детали в газовой камере.
Газовая цементация сталей обладает явными преимуществами по сравнению с первыми двумя способами:
- возможность регулировки процесса посредством изменения количественного и качественного состава газа;
- отсутствие габаритного оборудования;
- относительная чистота процесса, отсутствие угольной пыли;
- возможность проводить закалку стали непосредственно в камере печи.
Газовая цементация достаточно экономична в сравнении с использованием твердых и жидких карбюризаторов.
Азотирование стали
При азотировании поверхностный слой стальной детали насыщают кислородом. Промышленное применение данный способ получил практически 100 лет назад, в 20-е годы XX века. Азотирование детали – это отличный способ повысить не только твердость изделия, но и его коррозионную стойкость.
Азотирование стали осуществляется посредством погружения детали в печи, которые герметично закрывают. Туда подают аммиак, который при нагреве распадается на азот и водород. В процессе данной реакции атомы азота поглощаются слоем поверхности стали и проникают внутрь детали.

Важно, что если для азотирования использовать углеродистую сталь, то получающийся слой, как правило, достаточно хрупок. Для лучшего результата рекомендовано использовать такую сталь, в составе которой есть алюминий, хром, молибден или титан.
Насколько глубоким и прочным окажется слой, подверженный азотированию, сказать сложно. Этот фактор зависит от многих деталей:
- температура, при которой осуществлялось азотирование;
- продолжительность обработки детали;
- состав стали, которую подвергли азотированию.

Описываемая процедура не позволяет достигать нескольких целей одновременно, в отличие от цементации. Выделяют два вида азотирования.
Повышение прочности слоя поверхности стальной детали. Температура процесса – до 560 О С, средняя толщина слоя – 0,5 мм. Продолжительность операции может достигать одних суток.
Повышение степени устойчивости к коррозии. Оптимальная температура – от 650 до 700 О С. Продолжаться антикоррозийное азотирование может до 10 часов. Толщина слоя, образующегося в процессе – 0,3 мм.
Процесс азотирования стали могут проходить только полностью готовые изделия, которые прошли через этапы термической и механической обработки. Структура сорбита внутри изделия сохранена полностью, что обеспечивает повышение прочности и вязкости детали.
Цианирование стали
Данный процесс несколько отличается от цементации и заключается в том, что поверхностный слой стальной элемента насыщается не только углеродом, но еще и азотом. В промышленности используют высоко- и низкотемпературное цианирование, в то время как цементация не позволяет производить несколько видов операций.
Высокотемпературное цианирование
 Основная задача данного процесса – сделать деталь более твердой, износостойкой. Осуществляется манипуляция в ваннах, которые наполняют нейтральными солями: BaCl2, NaCl, Na2CO3 и некоторыми другими. Роль карбюризаторов выполняют соли KCN и NaCN, действующее вещество которых – циан. Он способствует тому, что стальная деталь насыщается азотом и углеродом. Процесс осуществляется при температуре до 900 О С.
Основная задача данного процесса – сделать деталь более твердой, износостойкой. Осуществляется манипуляция в ваннах, которые наполняют нейтральными солями: BaCl2, NaCl, Na2CO3 и некоторыми другими. Роль карбюризаторов выполняют соли KCN и NaCN, действующее вещество которых – циан. Он способствует тому, что стальная деталь насыщается азотом и углеродом. Процесс осуществляется при температуре до 900 О С.
Чтобы слой, подвергнутый цианированию, стал максимально прочным, детали закаливают или в масле, или в воде, в течение полутора часов. Чтобы количество циана не уменьшалось (он постепенно выгорает), в ванну добавляют маленькие порции цианистых солей.
Низкотемпературное цианирование
 Данный процесс уместен в том случае, если деталь должна соответствовать критериям повышенной прочности, износостойкости. Температура, необходимая для достижения поставленных целей, находится в диапазоне от 550 до 570 О С (быстрорежущая сталь) и 510–520 О С (высокохромистая сталь).
Данный процесс уместен в том случае, если деталь должна соответствовать критериям повышенной прочности, износостойкости. Температура, необходимая для достижения поставленных целей, находится в диапазоне от 550 до 570 О С (быстрорежущая сталь) и 510–520 О С (высокохромистая сталь).
Осуществляется процедура в соляной ванне, содержимое которой представляет собой равные доли NaCN и KCN. Глубина полученного слоя – от 0,01 мм (при продолжительности цианирования в 10 мин) до 0,06 мм (при длительности процесса до 60 минут).
Важно, что соли циана – это яд, поэтому ванны, наполненные подобными веществами, всегда изолированы и закрыты защитными колпаками. Обязательно использование отсасывающей вентиляционной системы.
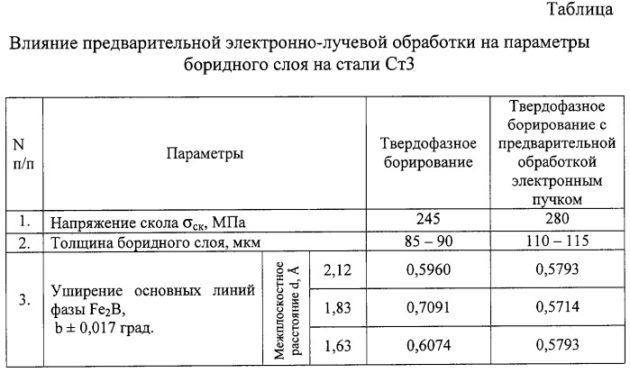
Борирование стали
 Обработка стальной детали бором осуществляется при температуре в 900–950 О С. Цель процедуры – повышение стойкости к износу и прочности детали. Толщина слоя может составлять от 0,05 до 0,15 мм. Он обладает отличными показателями стойкости к воздействию различных абразивных веществ, не поддается коррозии. Чаще всего борирование уместно в том случае, если необходимо придать прочность штамповому оборудованию или буровому инструменту.
Обработка стальной детали бором осуществляется при температуре в 900–950 О С. Цель процедуры – повышение стойкости к износу и прочности детали. Толщина слоя может составлять от 0,05 до 0,15 мм. Он обладает отличными показателями стойкости к воздействию различных абразивных веществ, не поддается коррозии. Чаще всего борирование уместно в том случае, если необходимо придать прочность штамповому оборудованию или буровому инструменту.
Насыщение поверхностного слоя атомами такого металла, как бор, происходит при нагревании. Слой покрытия может быть как одинарным, так и двойным. Борирование бывает газовым, электролизным или жидким.
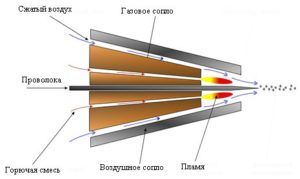
Газовое борирование. Процедура имеет много общего с цементацией или азотированием. Осуществляется она в камере печи. В качестве среды используется диборан, треххлористый бор, триметил. Данные вещества разбавляют:
Температура, при которой происходит насыщение – 900 О С, время воздействия – 2–6 ч. Толщина полученного боридного слоя составляет 0,1 или 0,2 миллиметра.
Электролизное борирование. Данная технология в большинстве ситуаций применяется при электролизе расплавленной буры. Температура в ванне достигает 950 О С, длительность выдержки – до 6 часов. Детали, поверхностный слой которых подвергли борированию, служат катодами, монтируемыми на подвески.
Жидкостное борирование. Сталь насыщается бором посредством расплавленных солей NaCl, BCl2, возможно использование добавок – карбида брома или ферроброма.
Технология борирования обладает явно выраженным преимуществом перед цементацией и другими видами химико-термической обработки стали, у нее самые высокие показатели прочности поверхности.
Газовое силицирование
 В процессе такого вида цементации, как силицирование, верхний слой стали насыщают кремнием, который делает деталь стойкой к воздействию кислот, износостойкой, жаростойкой. Силицирование может быть выполнено в одном из трех цементаторов.
В процессе такого вида цементации, как силицирование, верхний слой стали насыщают кремнием, который делает деталь стойкой к воздействию кислот, износостойкой, жаростойкой. Силицирование может быть выполнено в одном из трех цементаторов.
Твердое силицирование. В качестве среды принято брать ферросицилий и шамот. Для сокращения количества времени можно добавить хлористый алюминий. Температуры такой цементации достаточно высоки – до 1200 О С. Если выдержать деталь в течение 10 часов, то толщина слоя составит 0,7 миллиметра.
Жидкое силицирование. Для данного вида цементации используют хлористую соль, в которую добавлен ферросилиций. Температура выдержки – 1000 О С.
Газовое силицирование. Обладает самым важным значением в промышленности. Процесс проходит весьма интенсивно. Температура выдержки может достигать 1050 О С, время – от 2 до 6 часов, толщина слоя – до 1 миллиметра.
Важная особенность поверхностного слоя, который насыщен кремнием – пористая структура. Масло может немного изменить ситуацию, для этого деталь необходимо проварить в нем при температуре 200 О С. Полученный материал будет довольно жаростойким и прочным.
Видео по теме: Термическая обработка металла закалка и отпуск
Источник



