
Внутренний способ формования обуви




II. Способы формования заготовок верха обуви
При формовании заготовок верха обуви применяют методы последовательной, параллельной и параллельно-последовательной обработки с использованием различных исполнительных инструментов — клещей, пластин, роликов, скоб, раздвижных колодок, форм и т. п.
Все способы формования в зависимости от того, как прикладываются силы, можно разделить на три:
Формование верха обуви указанными способами может выполняться без предварительного или с предварительным формованием деталей или узлов заготовки.
Предварительное формование деталей и узлов заготовки облегчает выполнение последующих операций, увеличивает деформацию материала, что приводит к уменьшению размера чистой площади деталей и повышает формоустойчивость обуви.
На обувных предприятиях производится предварительное формование пяточной части заготовки с термопластическим задником, который предварительно разогревают, а после вставки формуют на металлическом пуансоне, вытягивая заготовку клещами машины в продольном направлении.
В СССР, Англии и других странах получает распространение предварительное формование передней части заготовки (союзки, переда) до или после сборки ее.
При внешнем способе формования наиболее распространенным методом обработки является обтяжно-затяжной (последовательный или параллельно-последовательный), который осуществляется при помощи клещей, пластин или роликов.
Заготовке придается форма колодки с последующим закреплением затяжной кромки на стельке тексами, проволочными скобками или клеем.
При внешнем способе параллельным (беззатяжным) методом формование осуществляется пластинами, скобами, щечками или шнурком, при внутреннем- раздвижной колодкой.
При комбинированном способе заготовка формуется при помощи клещей, пластин обтяжно-затяжных машин и раздвижной колодкой.
В зависимости от конструкции передней части заготовки и характера обработки ее затяжной кромки применяются разные способы формования и оборудование.
Большое влияние на способ формования оказывает характер обработки затяжной кромки. Затяжная кромка может быть свободной (обычная заготовка для обтяжно-затяжного метода формования) или с прикрепленным рантом, который ограничивает величину деформации. В объемной заготовке затяжная кромка соединена с подложкой или стелькой и формуется раздвижной колодкой.
Источник
Внутренний способ формования обуви




5.6. Формование заготовок верха обуви параллельными внешним, внутренним и комбинированным способами
Серьезными недостатками обтяжно-затяжного метода формования заготовок верха обуви являются трудоемкость и расчлененность процесса, значительные припуски материала на затяжную кромку и, следовательно, повышенный расход материала.
В качестве формующих инструментов при параллельных внутреннем и внешнем способах формования применяют раздвижные колодки, пластины, скобы и др. При формовании заготовок верха обуви обтяжно-затяжным методом деформация деталей в основном зависит от свойств материалов, входящих в заготовку верха, и усилий, прилагаемых со стороны рабочих органов машин.
Существенным отличием формования параллельными внутренним и внешним способами от обтяжно-затяжного метода является постоянство деформации, так как формующие инструменты доходят до определенного конечного положения. Следовательно, деформация заготовки верха обуви зависит в основном от изменения площади деталей при проектировании. Чем меньше поверхность заготовки верха по сравнению с поверхностью колодки, тем больше она будет деформирована при формовании. Известно, что если в процессе формования кожа деформирована в необходимой степени, то при носке верх обуви не деформируется (деформации не накапливаются заметно), потому что он работает как упругий материал. Следовательно, при параллельных внутреннем и внешнем способах формования и при обтяжно-затяжном методе материал заготовки верха необходимо растянуть как для получения формы обуви без складок и морщин, так и для обеспечения сохранности ее при носке. Чтобы отформовать пространственную заготовку верха обуви, требуется растянуть материал на 2-4%. Этого вполне достаточно, чтобы заготовка верха плотно облегала колодку, но недостаточно для получения формоустойчивой обуви. Для создания формоустойчивого верха кожу следует растянуть на 10- 15%. Однако уменьшать линейные размеры деталей можно до определенной величины, т. е. не более чем на 7-10%, большее уменьшение ведет к разрыву швов.
Формование заготовок верха обуви параллельными внутренним и внешним способами имеет ряд преимуществ по сравнению с обтяжно-затяжным методом:
- отпадает потребность в сложных обтяжно-затяжных машинах, процесс формования очень прост;
- снижается трудоемкость подготовительных и сборочных операций и расход кож для верха обуви на 3-10 % в зависимости от метода крепления низа обуви из-за уменьшения ширины затяжной кромки;
- увеличивается съем обуви с 1 м 2 производственной площади за счет сокращения числа операций.
Эти способы имеют также и недостатки: необходима высокая точность сборки заготовки верха, почти невозможен ремонт обуви из-за малой ширины затяжной кромки; кожа должна иметь удлинение 15-19 %, тогда как среднее удлинение кож по партии 15-35 % и максимальное 50 % согласно государственному стандарту. Поэтому при формовании в коже сохраняются пластические свойства, что ведет к разнашиванию верха и потере формы обуви.
Внешний способ. При внешнем формовании заготовка верха должна иметь пространственную форму с пристроченным рантом или шнуром. Колодка обычная (с выпиленным клином) или сочлененная.
Пространственная форма заготовки верха образуется благодаря расчленению союзки или переда на детали. Пространственная форма заготовки верха может быть также получена путем предварительного формования плоской союзки или переда пуансоном на специальных машинах.
Одним из примеров способа внешнего формования заготовок верха обуви является метод крепления Парко-1. Носочную часть заготовки верха, надетой на колодку, временно прикрепляют к колодке ручным обувным гвоздем. Затем металлические пластины обжимают заготовку верха одновременно по всему контуру, входят между рантом и заготовкой. Пластины, сходясь, надвигают затяжную кромку с пристроченным рантом на след колодки (рис. 5.24), после чего обтяжные гвозди удаляют.
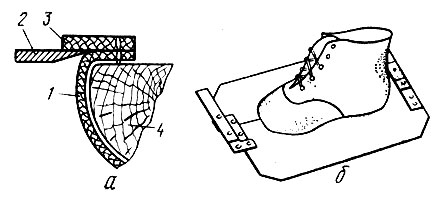
Рис. 5.24. Схема затяжки пластинами (а) заготовки верха обуви метода крепления Парко-1 (б): 1 — заготовка; 2 — пластина; 3 — рант; 4 — колодка
При внешнем формовании к затяжной кромке заготовки верха может быть пришит шнур (льняная или капроновая нитка). Так формуются главным образом заготовки верха легкой обуви. Обтяжка и затяжка заготовок верха осуществляются одновременно при стягивании шнура. За рубежом для затяжки шнуром рекомендуются машины 400 фирмы «Спанг» (ФРГ) и № 7 фирмы «Ториелли» (Италия).
Внутренний способ. При внутреннем формовании к заготовке верха пристрачивают стельку из ткани, подкладочной кожи, дублированной тканью, или жесткую подложку. Раздвижная колодка в нерабочем состоянии вводится в объемную заготовку верха. Колодка с помощью механизма приводится в рабочее положение, все ее размеры становятся равными размерам, установленным государственным стандартом, и тем самым заготовке верха придается форма колодки.
При проектировании деталей заготовки верха обуви внутреннего формования необходимо учитывать требуемую деформацию: размеры деталей в носочной и пучковой частях реко-мендуется сокращать не менее чем на 5 % во всех направлениях, длину деталей в геленочной и пяточной частях — на 5%, ширину оставлять без изменения.
Заготовка верха при формовании на раздвижных колодках деформируется неравномерно. На характер распределения деформации влияют вид и конструкция заготовки верха, конструкция формующей колодки, показатели физико-механических свойств материалов.
Способом внутреннего формования рекомендуется обрабатывать заготовки верха пространственной формы, так как деформация при этом распределяется более равномерно и, следовательно, при проектировании можно уменьшать размеры деталей на большую величину. При применении полуплоских заготовок верха необходимо предварительно формовать союзки на специальных машинах.
На характер распределения деформации значительно влияет конструкция формующей колодки, которая должна отвечать технологическим и конструктивным требованиям. Все технологические требования сводятся к обеспечению равномерного и достаточного растяжения материала заготовки верха, конструктивные требования — к созданию простой конструкции колодки с достаточными пределами изменения размеров, большим сроком службы с сохранением основных размеров.
Имеется три принципиальные конструкции формующих колодок:
- с фигурным или прямым разрезом, с продольным движением передней и задней частей (рис. 5.25, а);
- с круговым разрезом от пяточной части к носочной, с продольным перемещением задней части при скользящем дугообразном движении передней (рис. 5.25, б);
- с круговым или фигурным разрезом от носочно-пучковой к пяточной части, с продольным перемещением передней части при скользящем движении задней части (рис. 5.25, в).
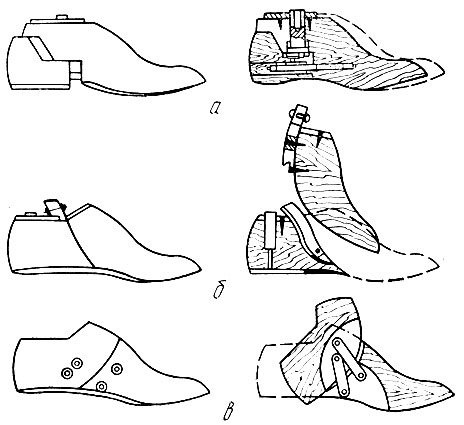
Рис. 5.25. Схемы раздвижных колодок
Механизмы раздвижения колодок, как и механизмы сочленений, различны.
Для формования объемных заготовок верха с мягкими стельками применяют колодки первого типа (конструкции ЦНИИКП) с механизмом, раздвигающим их в продольном направлении на 9 мм. Для формования объемных заготовок верха с жесткими стельками или подложками более целесообразны колодки второго (конструкции ЦНИИКП и Кременчугской обувной фабрики) или третьего (конструкции УкрНИИКП) типа.
Для внутреннего формования заготовок верха требуется тщательный подбор материалов верха по плотности и удлинениям и выдержка направления раскроя деталей верха, подкладки и особенно мягкой стельки: продольная ось стельки должна совпадать с направлением наименьшего удлинения ткани или дублированного материала. В системе верх — стелька последняя должна быть наименее тягучей. Только при этом условии возможно хорошее формование.
Для верха обуви, формуемого внутренним способом, преимущественно применяют выросток, полукожник, а для отдельных конструкций заготовки верха — шевро, велюр, дублированные шерстяные и хлопчатобумажные ткани. Для подкладки независимо от толщины материалов верха используют тик-саржу, диагональ, подкладочные кожи и плотные ткани (преимущественно корд). Мягкую втачную стельку вырубают из трех- и двухслойной кирзы, дублированной тик-саржей, а в отдельных случаях из подкладочной кожи, дублированной тик-саржей. Дублированные ткани придают втачной стельке большую прочность и одинаковую тягучесть в продольном и поперечном направлениях.
Получить большие деформации заготовок верха обуви при формовании только раздвижными колодками очень трудно, поэтому способ в настоящее время применяется в основном при изготовлении домашней обуви.
Большие деформации можно получить при предварительном формовании заготовки верха на специальных машинах, после чего заготовку скрепляют со стелькой. В объемную заготовку верха вставляют колодку и окончательно ее формуют.
По данным ЦНИИКП, при проектировании заготовки верха можно предусмотреть определенные сочетания деформации материала в двух направлениях при предварительном формовании на пуансонах, которые являются оптимальными и обеспечивают получение обуви с высокими эксплуатационными свойствами.
Этот способ формования имеет следующие преимущества перед обтяжно-затяжным:
- уменьшается на 8-12 % материалоемкость обуви в результате большого и равномерного растяжения деталей заготовки верха и ликвидации или уменьшения припусков на затяжку;
- отсутствует основная сушка отформованной обуви, что уменьшает производственный цикл и потребность в затяжных колодках;
- повышается на 15-20% производительность труда вследствие совмещения и ликвидации ряда технологических операций.
Недостатками данного способа формования являются большое число формующих устройств, так как они предназначены для формования левой (или правой) полупары двух смежных размеров, и необходимость заменять их при запуске колодок новых фасонов, что ведет к материальным затратам.
По технологии формования обуви типа мокасин клеевого метода крепления пяточную часть заготовки верха вместе с термопластичным задником предварительно формуют на пуансоне и после этого окончательно формуют колодкой. Исследования показали, что при такой технологии продольная деформация заготовки верха распределяется более равномерно и составляет 9-11 %. Деформация по следу заготовки верха обуви равна 3-4 % в продольном и поперечном направлениях.
Комбинированный способ. В УкрНИИКП разработан комбинированный способ формования заготовки верха обуви, состоящий из обтяжно-затяжного и внутреннего. Рекомендуется применять полуплоскую заготовку верха и раздвижную колодку.
Формование включает следующие операции: прикрепление стелек к разомкнутой колодке; смыкание колодки (уменьшение ее длины); обтяжка заготовки верха; затяжка пяточной и носочной частей глухим способом; размыкание колодки (внутреннее формование), затяжка бочков глухим способом. Деформация заготовки верха при этом больше, чем при обтяжно-затяжном методе.
Источник
Процессы производства кожаной обуви
Операции формования, при которых заготовке придают форму колодки, — важнейшие в производстве обуви. От точности их выполнения зависит качество проведения последующих операций, а также внешний вид обуви. Форма, полученная заготовкой в процессе формования, должна сохраняться после снятия обуви с колодок, при ее хранении, транспортировании и эксплуатации.
При формовании заготовка испытывает деформации растяжения, вытяжки (двумерное растяжение в двух направлениях), сжатия, изгиба. Характер деформации и ее величина зависят от конструкции заготовки и упруго-пластических свойств материалов. Наличие определенной доли пластической деформации в коже и тканях позволяет заготовке сохранять приданную ей форму.
Различают следующие способы формования заготовок: обтяжно-затяжной (внешнее формование); беззатяжной (внутреннее формование); сборку обуви из предварительно отформованных узлов.
Формованию заготовок на колодке предшествует ряд операций.
Для снижения усилий при формовании, повышения пластических свойств заготовки увлажняют в паровоздушной среде до влажности 30%- В увлажненную заготовку вставляют жесткие задники и подноски, которые предварительно размягчают или промазывают клеем. К следу колодки прибивают стельку или подошву.
При формовании обтяжно-затяжным способом заготовку сначала обтягивают на колодку и прикрепляют к стельке в пяточной и носочной частях.
При обтяжке заготовка сильно вытягивается в долевом направлении: в пяточной части — на 3—6%, союзке — 5—12, в носке— 10—30%.
После обтяжки заготовку затягивают последовательно по всему периметру, прикрепляя затяжную кромку к стельке при помощи гвоздей (тексов), скобок, клея и т. д.
Обтяжку и затяжку заготовок проводят на специальных машинах, рабочими органами которых являются клещи или формующие пластины, захватывающие затяжную кромку. Пяточную часть заготовок чаще всего затягивают на полуавтоматах в один прием.
Процесс формования завершается сушкой обуви, при которой происходит процесс релаксации напряжений обувных материалов, т. е. окончательная фиксация формы обуви.
Украинским научно-исследовательским институтом кожевеннообувной промышленности разработан способ формования заготовок на специальных полуавтоматах без обтяжно-затяжных машин. На этих полуавтоматах производится целый ряд операций, начиная от формования заготовок и кончая прикреплением подошв, что способствует значительному снижению трудовых и материальных затрат при производстве обуви. К заготовке перед формованием на полуавтоматах пристрачивают рант.

Рис.20. Затяжка заготовки шнурком. Рис.21. Объемная заготовка: (вид со стороны следа) 1 — верх; 2 — мягкая стелька
При изготовлении домашней обуви с текстильным верхом клеевым методом крепления применяют метод шнуровочной затяжки (рис. 20). Сущность этого метода формования заключается в следующем: к краю затяжной кромки заготовки пристрачивают шнурок или льняную нитку. Заготовку, надетую на колодку, затягивают при помощи шнурка, концы которого завязывают двойным узлом.
При беззатяжном способе, или способе внутреннего формования, объемную заготовку (рис. 21), предварительно состроченную с мягкой стелькой или жесткой подложкой, формуют при помощи раздвижной колодки. Колодку вставляют внутрь заготовки в сомкнутом виде, затем ее раздвигают, что способствует вытяжке верха. Этот способ является экономичным вследствие снижения расхода обувных материалов и производительным вследствие сокращения количества операций при формовании. При беззатяжном способе не требуется дорогостоящего обтяжно-затяжного оборудования, однако по формоустойчивости обувь, полученная этим способом, уступает затяжной, так как величина растяжения заготовки ограничена интервалом раздвигания колодки, равным 9 мм.
Особенность формования заготовок из узлов заключается в том, что после вклеивания жестких задников и подносков раздельно формуют пяточную и носочную части заготовки на специальных полуавтоматах при температуре 90—135°, давлении около 3,5 кгс/см 2 в течение 1—2 мин. Затем заготовку скрепляют со стелькой скобками, вставляют раздвижную колодку, которая окончательно формует верх. При этом способе устраняется длительная сушка обуви, повышается производительность труда, сокращается расход материалов.
В процессе формования должны соблюдаться следующие основные требования: заготовка должна плотно облегать колодку и симметрично на ней располагаться, не иметь складок по грани носка и пяточной части; необходимо, чтобы подкладка была хорошо вытянута, без складок и морщин; верх и подкладка не должны быть повреждены клещами или пластинами машины.
Для некоторых конструкций обуви формование верха не производится (сандалеты из ИК) или этот процесс совмещается с прикреплением подошв (опанки).
При изготовлении цельноформованной обуви операция формования является единственной (не считая отделочных операций).
Крепление подошв и каблуков. Существующие методы крепления низа обуви можно классифицировать на клеевые и горячей вулканизации, ниточные, шпилечные, комбинированные и прочие.
При клеевых методах крепления подошву прикрепляют к заготовке клеем; при методах горячей вулканизации подошва образуется в процессе изготовления обуви; при ниточных методах подошву прикрепляют к заготовке ниточным швом. К ниточным методам крепления относят рантовый способ и его разновидности, сандальный, полусандальный, парко, прошивной, выворотный; при шпилечных методах низ обуви с верхом скрепляют гвоздевым, винтовым и деревянношпилечным способами; при комбинированных методах крепления применяют двойную подошву (подошву с подложкой); первый слой подошвы обычно пришивают, а второй — приклеивают.
При шпилечных и ниточных методах детали верха и низа обуви подвергают сквозным проколам; при клеевом методе и горячей вулканизации целость деталей не нарушается, что является положительным фактором, так как не происходит снижения их механической прочности и получается водонепроницаемый шов. Указанные методы менее трудоемки. По этим причинам клеевые методы являются самыми распространенными. Этими методами в совокупности с методом горячей вулканизации выпускается более 50% всей кожаной обуви.
Процессу прикрепления подошвы к заготовке предшествуют следующие операции: удаление скобок или гвоздей из стельки, которыми она была временно прикреплена к следу колодки; прикрепление простилки, геленка или супинатора; эти детали прикрепляют между краями затяжной кромки заготовки с помощью тексов, клея или вара; увлажнение кожаных деталей низа: подошв, подложек, стелек и рантов. При механических методах крепления увлажнение кожаных деталей низа препятствует появлению трещин и изломов при проколах, при клеевом методе — лучшему формованию подошвы.
Кроме перечисленных подготовительных операций, выполняются операции, специфичные для некоторых методов крепления низа.
Операции по прикреплению низа обуви завершаются креплением каблуков. В некоторых видах обуви, например в клеевой на высоком каблуке, сначала прикрепляют каблук, а затем подошву, язычок, который заходит на фронт каблука.
Такая же последовательность характерна и для обуви с внутренним клиновидным каблуком.
Каблуки в обуви прикрепляют с помощью клея, гвоздями, винтами, металлическими втулками или с применением комбинаций крепителей. Клеевое крепление характерно для деревянных каблуков в обуви строчечно-клеевого метода и внутренних резиновых каблуков.
Гвоздевое крепление используют для кожаных, резиновых, деревянных низких и средних каблуков, которые закрепляют изнутри или снаружи, или тем и другим способом. Иногда перед прибивкой каблуки приклеивают к пяточной части затянутой обуви.
Высокие каблуки (деревянные и капроновые) предварительно приклеивают, а затем прикрепляют снаружи — с помощью втулки через отверстие, имеющееся в каблуке, а изнутри — гвоздями.
На каблуки из дерева и пластических масс прикрепляют набойки.
При креплении деталей низа должны соблюдаться следующие требования: подошва по всему периметру должна равномерно выступать за грань следа; между деталями низа и заготовкой не должно быть расщелин и зазоров; не допускается местная неприклейка подошв в клеевой обуви и обуви горячей вулканизации; важно, чтобы крепители проходили через все скрепляемые детали; концы гвоздей, винтов и шпилек не должны выступать ни с ходовой поверхности подошвы, ни со стороны стельки; стежки при ниточном креплении должны быть хорошо утянуты, без пропусков и обрывов нитей; не допускается пересечка материала строчкой; необходимо, чтобы каблук был посажен ровно, без перекосов, обтяжка каблука была прочно приклеена, без складок и морщин, каблуки в паре должны иметь одинаковую высоту, форму, размеры и соответствовать номеру обуви.
Источник



