
- Как изготовить винтовые сваи самостоятельно
- Конструкция винтовых свай
- Изготовление винтовых свай – пошагово
- Тело сваи
- Варианты наконечников
- Наконечник из тела трубы
- Сварной наконечник
- Крестообразный наконечник
- Изготовление лопастей
- Антикоррозионная обработка
- Видео
- Пошаговое руководство, как сделать винтовые сваи самому
- Конструкция опор
- Конструктивные элементы
- В чем отличия самодельных изделий от заводских?
- Инструкция по самостоятельному изготовлению
- Выбор металлопроката для ствола
- Делаем наконечник
- Изготавливаем винт
- Финальная обработка
- Стоит ли делать своими руками?
- Видео по теме статьи
- Заключение
Как изготовить винтовые сваи самостоятельно

Несмотря на простую конструкцию СВС, сделать винтовые сваи своими руками достаточно сложно. Для легкого вкручивания в грунт необходим определенный наклон спиральной лопасти, ее правильное расположение на конусе наконечника.
Для винтовых свай не существует ГОСТов, поэтому даже промышленные производители часто реализуют продукцию с неправильными размерами, геометрией наконечника. Чтобы обеспечить высокий эксплуатационный ресурс фундамента, необходимо придерживаться размеров в нижеприведенных чертежах.
Конструкция винтовых свай
Несмотря на многообразие конструкций, заводские и самодельные винтовые сваи имеют несколько элементов:
- тело – труба диаметром 76 – 350 мм, стенкой от 4 мм;
- наконечник – литая, сварная пика (рекомендуемая длина 2 диаметра) или изготовленный из тела трубы конус;
- лопасти – одна двухзаходная или однозаходная спираль либо два винта на расстоянии 0,4 – 0,7 м друг от друга (для пластов со слабой несущей способностью);
- оголовок – актуален для деревянных ростверков (срубы, каркасные, панельные, щитовые дома), представляет собой пластину с отверстиями, усиленную ребрами жесткости, приваренную к катушке из трубы, внутренний диаметр которой чуть больше наружного размера тела сваи.
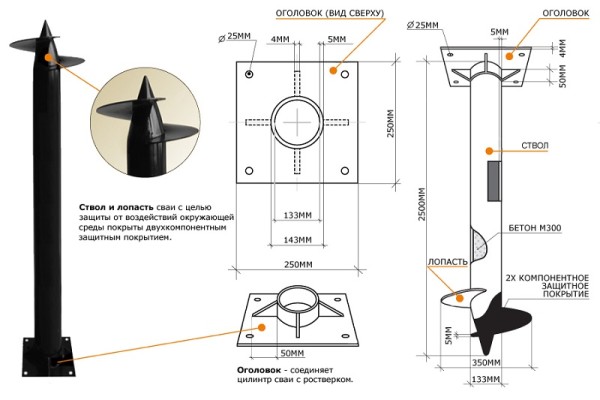
Чертеж конструкции винтовой сваи.
Фундамент из металлического ростверка по винтовым сваям собирается без оголовков. Швеллер, двутавр привариваются непосредственно к телу сваи, выступающему над поверхностью земли.
Изготовление винтовых свай – пошагово
При конструировании вышеуказанных элементов СВС необходимо ориентироваться на чертеж любого производителя винтовых свай. Это позволит не ошибиться в посадочных размерах лопастей и минимизировать количество сварных швов, каждый из которых ослабляет металл в непосредственной близости к месту соединения.
Тело сваи
Изготовление СВС начинается с выбора труб, из которых состоит фундамент. Специалисты рекомендуют придерживаться ТУ производителей:
- Ст20 – соответствует ГОСТ 8732;
- 09Г2С – соответствует ГОСТ 19281.
Трубы из этих материалов достаточно легко кроить, изгибать лепестки при изготовлении пики наконечника. Стандартная длина СВС составляет 2 – 3 м, при необходимости погружения на большие глубины для гарантированного достижения несущих пластов свая наращивается трубой после вкручивания на 1,5 – 2 м.
Варианты наконечников
Существует три варианта наконечника для самодельной винтовой сваи. Все они отличаются технологией изготовления, размерами деталей. Для плотных грунтов оптимально подходят сварные пики либо наконечники, изготовленные из тела трубы. При вкручивании СВС в торф, песок или супесь могут применяться крестообразные наконечники. На ресурс фундамента конструкция пики практически не влияет, изменяется лишь усилие затяжки на рычагах.
Наконечник из тела трубы
Изготовление по данной технологии потребует увеличения тела трубы на длину двух ее диаметров, поскольку в наконечник превращается один конец заготовки сваи. Метод состоит из последовательности операций:
- изготовление шаблона – из картона, паронита или трубы вырезается треугольник;
- разметка – конец трубчатой заготовки размечается по шаблону на несколько секторов;
- крой трубы – по меловым линиям на конце трубы изготавливаются зубчатые лепестки;
- загиб – полученные на предыдущем этапе лепестки загибаются в конус, вершина которого должна совпадать с осью трубы;
- сварка – лепестки привариваются друг к другу двойным швом.

Заготовка наконечника винтовой сваи из тела трубы.
При разметке шаблона необходимо учесть:
- для труб диаметра 108 – 200 мм лучше изготовить 5 лепестков;
- для 76 – 89 мм труб достаточно 4 лепестков;
- короткая сторона треугольника равна πD/n, где n – количество лепестков, D – диаметр трубы;
- высота треугольника равна или чуть больше двух наружных диаметров трубы.
Получившаяся пика имеет форму конуса, что очень удобно для приваривания заготовки лопасти. Чтобы сделать СВС по этой технологии потребуется сварочный аппарат (инвертор), плазморез/газорезка или УШМ с оснасткой по металлу (отрезной диск). Фундамент гарантированно погружается до проектного пласта, пика легко раздвигает мелкие камни, крошит крупные валуны.
Сварной наконечник
Для фундаментов малых архитектурных форм и легких построек могут использоваться сварные наконечники, изготавливаемые по схожей технологии:
- крой лепестка – развертка треугольника выполняется аналогичным способом из листовой стали (4 – 5 мм) либо трубы такого же диаметра, что и тело сваи;
- сборка наконечника – лепестки устанавливаются вплотную друг к другу, получившийся конус прихватывается сваркой;
- изготовление – двойной сварной шов по прихваткам.

Наконечник сваренный из 4-х треугольных заготовок (пирамидкой).
Лопасти удобнее стыковать к пикам из лепестков, вырезанных из труб, нежели к пирамидкам из листовой стали. В любом случае используется чертеж, приведенный ниже.
Крестообразный наконечник
Третий метод изготовления наконечника использует другие чертежи. Технология имеет вид:
- крой деталей – треугольник + ребра жесткости + круглая пластина-заглушка для трубы;
- сборка конструкции – на заглушку устанавливается большой треугольник, два ребра жесткости (под прямым углом к пластине), прихватываются в нескольких местах;
- сварочное соединение – все стыки обвариваются двойным швом.
Свая с крестообразным наконечником.
Большой треугольник имеет размеры:
- нижняя сторона равна диаметру круглой заглушки (наружный размер трубы);
- высота составляет π х D.
При выборе крестообразного наконечника необходимо учесть, что лопасти (шнек сваи) в этом случае привариваются выше пики. Это единственный недостаток данной конструкции, увеличивающий усилие затяжки.
Изготовление лопастей

Легче всего закручиваются сваи, винт которых начинается в нижней трети наконечника, шаг лопасти составляет 5 – 7 см. Этот элемент СВС имеет сложную конфигурацию, выполняется из толстой листовой стали от 5 мм. Поэтому сделать лопасти можно несколькими способами:
- сплошной однозаходный винт – крой листовой заготовки согласно приведенному чертежу, разводка лопасти ломом, монтировкой до необходимого размера шага;
- сборный винт из нескольких заготовок – крой отдельных сегментов (половина окружности максимум), последовательная сварка каждого из них на пику, тело сваи.
В первом случае физически невозможно выполнить больше одного захода винта. Зато элемент обладает максимальной пространственной жесткостью, стабильной геометрией.
Во втором варианте можно собрать многозаходный шнек, однако сложно сохранить конфигурацию спирали.
Однозаходная лопасть создается следующим способом:

Резка лопасти для сваи ручным плазморезом по меловой разметке.
- разметка – внешний диаметр заготовки 15 – 30 см в зависимости от нагрузки на сваю (обычно 20 – 25 см), внутренний диаметр равен наружному размеру трубы (для самодельных свай чаще 76 – 108 мм), в произвольном месте отчерчивается отрезок, соединяющий внутреннюю окружность с наружной;
- крой – деталь вырезается из 5 – 7 мм листа плазморезкой, газорезкой либо сваркой с учетом ширины реза, последующей обработки посадочного места (внутренний диаметр);
- разводка – участок напротив разреза между наружным/внутренним диаметром зажимается в тиски или щель в массивной конструкции (крыльцо, ворота, столб с секцией забора), края лопасти разжимаются монтажкой или ломом с постоянным контролем шага витка шнека.

Гибка лопасти для винтовой сваи с помощью лома.
Сделать многозаходные лопасти шнека можно по технологии:
- разметка – внутренний диаметр равен наружному размеру трубы (тело сваи), наружный составляет 20 – 30 см, получившееся кольцо делится двумя отрезками на одинаковые полукольца;
- фигурный крой – резка по разметке в любой последовательности профессиональным инструментом;
- установка на сваю – на пике, трубе необходимо создать винтовую разметку, приложить первое полукольцо, прихватить его, проверив перпендикулярность телу сваи, затем разместить по линии остальные полукольца в зависимости от необходимого количества витков шнека СВС. При необходимости, полукольцо немного подгибают.

Проще всего приварить шнек или сегменты сборного винта к телу сваи, так как сечение трубы постоянно на всем ее протяжении. Конусный наконечник сужается, поэтому внутренний диаметр лопасти должен иметь на этом участке меньший размер. Поэтому шаблон для этого элемента можно подгонять непосредственно по месту, используя листовой материал достаточной жесткости (паронит или картон).
Антикоррозионная обработка
Для максимального эксплуатационного ресурса элементы свайного фундамента необходимо защитить от коррозии. Ежегодно трубы, лопасти теряют 0,01 мм толщины стенок из-за ржавчины металла, погруженного в землю. Специалисты рекомендуют покрывать СВС после удаления окалины со сварных швов следующими составами:
- эмаль полиуретановая – производители Хемпел, Маско, наносится на грунт ВЛ05, обладает 30 – 60 летним ресурсом;
- эмаль двухкомпонентная – модификации IR02 или Зинга Металл, ресурс 60 – 90 лет, созданы для защиты подземных металлических конструкций;
- стеклопластик – наносится на холодное цинковое покрытие (IR02 + грунт ВЛ05), обеспечивает 300 – 400 летний ресурс, успешно противостоит электрохимической коррозии.
Для бюджетных построек обычно используют двухкомпонентные лакокрасочные покрытия на основе эпоксидных смол.
Следуя приведенным рекомендациям можно изготовить винтовые сваи своими силами, обеспечив максимально возможный для домашних условий эксплуатационный ресурс фундамента.
Видео
Совет! Если вам нужны строители для возведения фундамента, есть очень удобный сервис по подбору спецов от PROFI.RU. Просто заполните детали заказа, мастера сами откликнутся и вы сможете выбрать с кем сотрудничать. У каждого специалиста в системе есть рейтинг, отзывы и примеры работ, что поможет с выбором. Похоже на мини тендер. Размещение заявки БЕСПЛАТНО и ни к чему не обязывает. Работает почти во всех городах России.
Если вы являетесь мастером, то перейдите по этой ссылке, зарегистрируйтесь в системе и сможете принимать заказы.
Источник
Пошаговое руководство, как сделать винтовые сваи самому
 При наличии сварочного аппарата и болгарки можно сделать винтовые сваи самостоятельно.
При наличии сварочного аппарата и болгарки можно сделать винтовые сваи самостоятельно.
Причем себестоимость конструктивных элементов выйдет в 3 раза дешевле, чем покупка заводских изделий.
Как и из чего сделать винтовые сваи самому?
Об особенностях технологии изготовления таких опор можно узнать из настоящей статьи.
Конструкция опор
Опора обозначенного типа представляет собой стальную трубу, одна часть которой оснащена спиралевидной лопастью и острым наконечником. Такая конструкция позволяет в процессе монтажа обходиться без применения спецтехники для погружения сваи в грунт.
Конструктивные элементы
Винтовая опора состоит из следующих элементов:
 Ствол – стальной профиль с круглым сечением.
Ствол – стальной профиль с круглым сечением.- Наконечник – нижняя часть тела сваи, которая благодаря заостренной форме легче преодолевает сопротивление грунта.
- Лопасть – спиралевидный фрагмент, конфигурация которого определяется на этапе проектирования.
 Ствол – стальной профиль с круглым сечением.
Ствол – стальной профиль с круглым сечением.Благодаря наличию винтового фрагмента металлический стержень вкручивается в землю. При этом почва дополнительно уплотняются, повышая несущую способность грунта. В дальнейшем спиралевидные лопасти будут препятствовать силам, выталкивающим опору наружу.
В чем отличия самодельных изделий от заводских?
Процесс изготовления винтовых свай регламентируется нормативными документами. В частности, в ГОСТе 8732 прописаны требования к качеству стали для таких опор.
Заводские изделия, соответствующие стандартам, различаются по размерам, конфигурации и эксплуатационным характеристикам.
Самодельные сваи могут не обладать необходимой прочностью и надежностью, поэтому в процессе монтажа лопасти могут деформироваться или отрываться.
Трубы из недостаточно прочной стали не обеспечивают требуемую несущую способность, а слабое гидроизоляционное покрытие неизбежно приведет к преждевременному разрушению металла коррозийными процессами.
Инструкция по самостоятельному изготовлению
Изготовление сваи требует навыков и опыта от мастера. Следуя технологии, можно сделать надежную опору под:
- легковесные и малоэтажные сооружения,
- ограждения,
- гараж и различные хозяйственные постройки.
Для этого мастеру понадобятся такие материалы и инструменты:
- Металлические трубы.
- Стальные пластины толщиной от 4 мм.
- Сварочный аппарат.
- Болгарка.
- Обмазочный материал для гидроизоляции.
Выбор металлопроката для ствола
 Для ствола выбирают профильные трубы из прочных марок стали. Для работы можно взять металлопрокат марок 09Г2С, Ст20 или Ст10.
Для ствола выбирают профильные трубы из прочных марок стали. Для работы можно взять металлопрокат марок 09Г2С, Ст20 или Ст10.
Длина трубы напрямую зависит от типа грунта: ее должно хватить, чтобы сваю можно было вкрутить в почву до твердых пород.
Конструктивные параметры – длина ствола и толщина его стенки определяют несущую способность опоры. Выбирают трубы толщиной от 3,5 мм.
Рекомендации по выбору диаметра сечения:
- 57 мм – для легковесных конструкций, например, ограждений из металлической сетки;
- 89 мм – для хозяйственных легких построек;
- 108 мм – для малоэтажных жилых домов из дерева, пенобетона, кирпича.
Делаем наконечник
В домашних условиях применимы 3 технологии изготовления наконечников. Сварные пики и наконечники, изготовленные из тела трубы подходят для вкручивания сваи в плотный грунт. Крестообразные наконечники используют для строительства на торфяных и песчаных участках.
Чтобы сделать наконечник из тела трубы, необходимо изначально взять заготовку длиннее выбранного значения на два диаметра сечения. Из увеличенного отрезка будет изготовлен непосредственно сам конус.
Технологические этапы:
- Создание шаблона из картона. Вырезают равнобедренный треугольник с высотой, равной 2D, короткой стороной – πD/n, где D – диаметр ствола, n – количество лепестков (для свай Ø108 мм берут 5 листков, для труб меньшего диаметра – 4 лепестка).
- Разметка трубы по шаблону.
- Нарезание лепестков.
- Загибание лепестков в конус. На этом этапе контролируют, чтобы вершина конуса совпала с осью трубы.
- Приваривание лепестков друг к другу с помощью сварочного аппарата.



Сварной наконечник выкраивают по такой же технологии, но не из тела сваи, а из стального листа или отрезка трубы. Лепестки заготовки фиксируют между собой двойным сварочным швом. Затем приваривают пику к стволу.
Крестообразный наконечник отличается по форме и высоте от предыдущих типов. Шаблоном послужит равнобедренный треугольник с высотой, равной πD. Размер основания треугольника принимается равным внешнему диаметру трубы. Конструктивные элементы свариваются между собой.
Изготавливаем винт
Спиралевидный элемент изготавливают из толстолистовой стали толщиной от 4 мм. Как правило, шаг лопасти может варьироваться от 5 до 7 см.
В домашних условиях применяют 2 технологии изготовления винта:
- Сплошной однозаходной элемент – заготовка выкраивается из одного листа стали, вырезается, а затем разводится ломом до необходимой конфигурации.
- Многозаходной винт из нескольких элементов – выкраивание отдельных сегментов с последующей сваркой на пику.
Первый вариант отличается жесткостью конструкции и точностью геометрии, но не позволяет сделать больше одного витка лопасти. Во втором случае можно собрать закрученный винт, но сложно передать конфигурацию спирали.
Технологические этапы создания однозаходного винта:
- разметка заготовки с внешним диаметром 150–300 мм (зависит от нагрузки на сваю) и внутренним диаметром, равным сечению столба;
- вырезание детали плазморезом или сваркой с учетом ширина шва;
- разрезание детали по радиусу;
- разводка лопасти до нужного шага — зажимают сплошной участок заготовки в тиски и с помощью лома разводят края лопасти.
 разметка заготовки с внешним диаметром 150–300 мм (зависит от нагрузки на сваю) и внутренним диаметром, равным сечению столба;
разметка заготовки с внешним диаметром 150–300 мм (зависит от нагрузки на сваю) и внутренним диаметром, равным сечению столба;Технология изготовления многозаходного винта:
- изготовление заготовки по принципу, описанному ранее;
- готовое кольцо разрезают на два одинаковых фрагмента;
- нанесение винтовой разметки на пике;
- поочередное приваривание фрагментов по разметке до нужного количества витков — в процессе сборные элементы подгибают до нужной формы.
Проще приваривать лопасти к телу трубы, потому что оно имеет постоянное сечение. У заготовки для наконечника внутренний диаметр будет меньше, поскольку пика сужается к концу. Для изготовления элемента нужной конфигурации подгонять заготовку лучше на месте, используя плотный листовой материал для шаблона.
Финальная обработка
За один год эксплуатации толщина стенки металлической сваи уменьшается минимум на 0,01мм из-за коррозии. Чтобы защитить фундамент от разрушающего фактора, сваю покрывают специальным составом, стойким по отношению к влаге.
В домашних условиях можно использовать такие обмазочные материалы в качестве гидроизоляции:
- полиуретановая эмаль;
- мастика на основе битума;
- асмольная грунтовка и другие.
В качестве бюджетного варианта можно использовать двухкомпонентные лакокрасочные составы на основе эпоксидной смолы, но ресурс такого покрытия значительно ниже.
Стоит ли делать своими руками?
Изготовление винтовых свай своими руками возможно, но несмотря на простоту технологии, эксперты советую принять во внимание такие аспекты:
- Своими силами можно сделать сваи лишь небольшого диаметра, потому что подобрать исходный материал для массивных элементов и качественно собрать их в единую конструкцию очень сложно.
- Ошибки при выборе диаметра, шага и угла изгиба винтовой части могут увеличить усилие закручивания опоры, усложняя монтаж.
- Изготовление свай своими руками – трудоемкий процесс, который отнимает много времени и сил.
- Обмазочные материалы для гидроизоляции сильно уступают по качеству методу горячего оцинкования, который возможен лишь в заводских условиях.
 Своими силами можно сделать сваи лишь небольшого диаметра, потому что подобрать исходный материал для массивных элементов и качественно собрать их в единую конструкцию очень сложно.
Своими силами можно сделать сваи лишь небольшого диаметра, потому что подобрать исходный материал для массивных элементов и качественно собрать их в единую конструкцию очень сложно.Исходя из вышесказанного, заниматься такой работой целесообразно лишь при возможности недорого закупить металлопрокат нужного качества, а также при наличии оборудования для работы.
При этом нужно помнить, что заводские изделия гарантированно будут соответствовать заявленным техническим характеристикам, чего нельзя сказать о сваях, сделанных в домашних условиях.
Вся самая важная и полезная информация о свайно-винтовом фундаменте представлена в данном разделе.
Видео по теме статьи
Процесс изготовления винтовой сваи — в видео:
Заключение
Основными конструктивными элементами сваи являются столб, лопасть и наконечник. Понимая технологию и имея нужные чертежи, можно своими руками заняться изготовлением винтовых опор.
Для заготовок используют трубы и листовую сталь толщиной от 4 мм. В работе мастеру понадобятся навыки работы с болгаркой и сварочным аппаратом. Чтобы защитить металл от коррозии, изделие покрывают гидрофобным составом.
При малейших сомнениях в правильности расчетов несущей способности свай в соответствии с геологическими условиями участка, эксперты не советуют использовать самодельные опоры для монтажа фундамента. Любые ошибки в изготовлении могут привести преждевременному разрушению и неустойчивости всей конструкции.
Источник



