
Виды способа сборки для сварки




§ 31. Сборка деталей под сварку
Трудоемкость сборки деталей под сварку составляет около 30% от общей трудоемкости изготовления изделия. Для уменьшения времени сборки, а также для повышения ее точности применяют различные приспособления.
Сборка под сварку может выполняться следующими способами:
полная сборка изделия из всех входящих в него деталей с последующей сваркой всех швов;
поочередное присоединение деталей к уже сваренной части изделия — при невозможности применения первого способа;
предварительная сборка узлов, из которых состоит изделие, с последующей сборкой и сваркой изделия из собранных узлов; этот способ наиболее рационален, он применяется при изготовлении крупных и сложных конструкций (суда, вагоны, мосты и пр.).
Для сборки и сварки колонн, балок, стоек сложного сечения, а также листовых конструкций из стали толщиной более 8 мм применяют приспособления, допускающие некоторое перемещение элементов конструкции при усадке металла швов.
Приспособления могут быть предназначены только для сборки деталей под сварку или только для сварки уже собранных деталей. Применяют также и комбинированные сборочно-сварочные приспособления.
Представление о конструкции сборочно-сварочных приспособлений дает табл. 9.
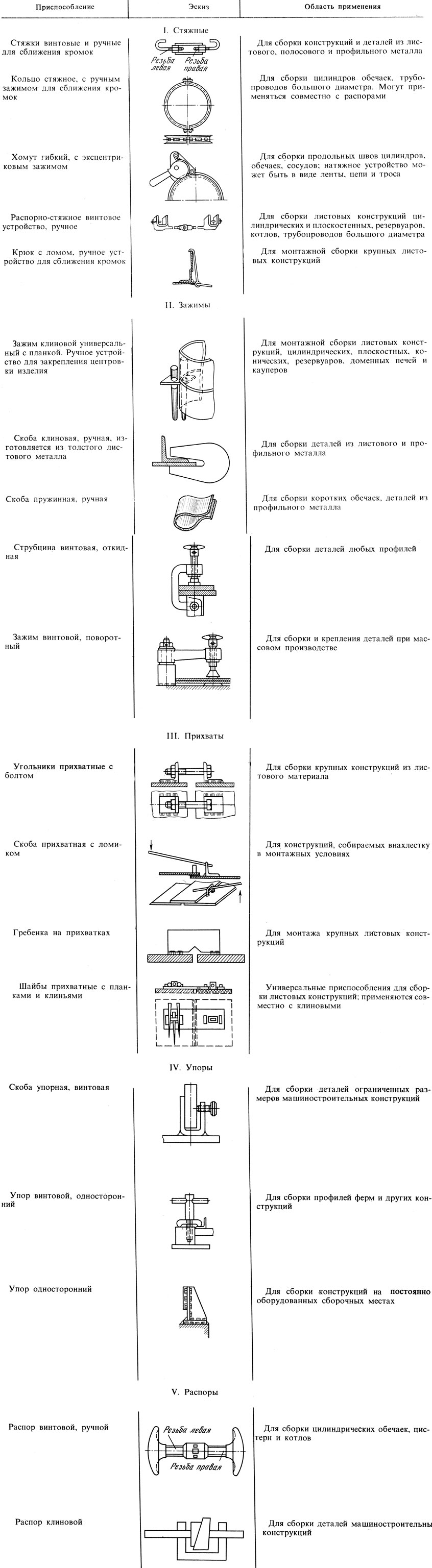
9. Сборочно-сварочные приспособления
Для сборки листовых конструкций удобны электромагнитные стенды, которые фиксируют положение кромок свариваемых листов (рис. 44). На электромагнитных стендах может производиться сборка и сварка листов толщиной до 15 мм. Недостаток подобного рода приспособлений — отрицательное влияние магнитного поля на сварочную дугу в процессе сварки.
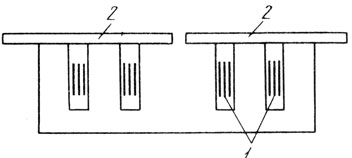
Рис. 44. Магнитный стенд: 1 — электромагниты, 2 — свариваемые листы
При массовом изготовлении одинаковых конструкций применяют специализированные сборочные кондукторы с механизмами для зажатия деталей. В этих кондукторах производится сборка и прихватка деталей, затем изделие освобождается из кондуктора и подается на площадку или стенд для сварки.
Проверка точности сборки производится шаблонами и щупами (рис. 45).
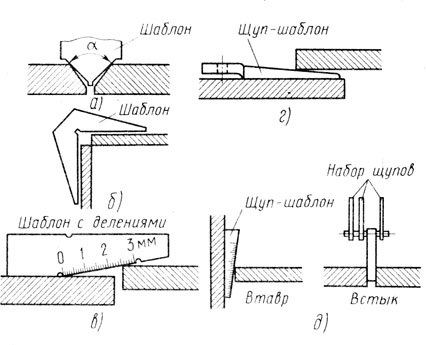
Рис. 45. Инструмент для проверки качества сборки: а — угла раскрытия кромки, б — прямого угла, в — смещения листов, г — зазора между листами при сварке внахлестку, д — зазора при сварке втавр и встык
Собранные узлы или детали соединяют прихватками. Сварочные прихватки представляют собой короткие швы с поперечным сечением до 1 /3 поперечного сечения полного шва. Длина прихватки от 20 до 100 мм в зависимости от толщины свариваемых листов и длины шва; расстояние между прихватками в зависимости от длины швов — 500 1000 мм. Прихватки выполняют теми же электродами, что и сварку изделия.
Прихватки препятствуют перемещению деталей, что может привести к трещинам в прихватках при охлаждении. Чем больше толщина свариваемых листов, тем больше растягивающая усадочная сила в прихватках и больше возможность образования трещин. Поэтому сборку на сварочных прихватках применяют для конструкции из листов небольшой толщины (до 6 — 8 мм). При значительной толщине листов необходимо обеспечить податливость деталей, например, осуществлять сборку на гребенках (эластичные прихватки) и сборку изделия с гибкими деталями (решетчатые фермы, узлы судов с перегородками и др.).
Источник
Существует 2 способа сборки изделия под сварку




![]()
![]()
1.Сборка производится до плотного сопряжения собираемых деталей (или с необходимым технологическим зазором) и сжатия их в таком состоянии для последующей сварки и постановки электроприхваток. В этом случае отклонения в размерах изделия определяются суммой отклонений в размерах собираемых деталей, т.е. размерными цепями изделия. Следовательно, при таком способе сборки на чертежах деталей допуски должны назначаться исходя из возможного или наиболее вероятного их суммирования при сборке изделия. Таким образом, при 1-м способе сборки сборочный процесс и конструкция зажимного устройства не зависят от допусков по размерным цепям, а размеры сварного изделия полностью определяются фактическими размерами деталей и положением фиксаторов и упоров сборочного кондуктора.
2. Сборка производится по заданным размерам готового изделия с соответствующими допусками. В этом случае конструктором сварного изделия должны быть предусмотрены компенсирующие зазоры или компенсирующие или компенсирующие прокладки “по месту” в каждой размерной цепочке, либо подрезка и подрубка деталей “по месту” (подгонка), либо применение селекционной сборки, когда детали сортируются по фактическим размерам и затем группируются по сборочным комплексам так, чтобы был возможен первый способ сварки – до плотного сопряжения деталей без подрезки и без зазоров (конечно, если последние не требуются по технологии сварки).
Наиболее широкое распространение получил 1-й способ сборки. Сборочные устройства по функциональному назначению и характеру выполняемых операций можно разделить на три основных типа:
1.)сборочные стенды и кондукторы, в которых выполняется сборка изделий на прихватках с последующей передачей собранного изделия в другое сварочное устройство. 2.) сборочно-сварочные кондукторы, в которых выполняется не только сборочные, но и сварочные операции, в большинстве случаев без предварительной постановки прихваток. 3.) сборочно-сварочные кондукторы – кантователи, в которых кроме сборочных и сварочных операций осуществляется также операции кантовки изделия в удобное для сварки положение.
Сварочными приспособленияминазываются дополнительные технологические устройства к оборудованию, используемые для выполнения операций сборки под сварку, сварки, термической резки, пайки, наплавки, устранения или уменьшения деформаций и напряжений, а также для контроля. В комплексно-механизированном сварочном производстве широко применяются загрузочные, разгрузочные, подъемно-транспортные и комбинированные приспособления, чалочные устройства, тиковая и специализированная …. оргоснастка, различный инструмент.
Учитывая, что сварочное производство является комплексным, необходимо проектировать приспособления для заготовительных, подготовительных, заключительных операций и специальный инструмент.
Сборочно-сварочной оснасткой называют совокупность приспособлений и специального инструмента для выполнения слесарных, сборочных, монтажных и других видов работ. Поэтому термин “оснастка” чаще применяется в судостроении, монтаже, строительстве. Применение сварочных приспособлений позволяет уменьшить трудоемкость работ, повысить производительность труда, сократить длительность производственного цикла, улучшить условия труда, повысить качество продукции, расширить технологические возможности сварочного оборудования, способствует повышению комплексной механизации и автоматизации производства и монтажа сварных изделий. Сварочные приспособления классифицируются по нескольким признакам (рис.1) следующим образом:
Источник
Подготовка и сборка деталей под сварку
Подготовка и сборка деталей под сварку подразумевает выполнение очистки, выравнивания, разметки, резания и сборки заготовок.[context]
Кромки и примыкающую зону, 20-30 мм с каждой стороны, очищают от ржавчины, краски, окалин, масла и других загрязнений. Качественно подготовленные кромки и прилегающая зона имеют металлический блеск, что достигается при использовании металлических щеток, пламя, а при ответственных соединениях используют травление, обезжиривание, пескоструйную обработку.
Более подробно об очистке заготовок перед сваркой смотрите в этой статье.
Детали с вмятинами, выпуклостями, волнистостью, искривлением обязательно выпрямляют. В холодном состоянии можно выпрямлять листы и прокат вручную или при помощи машин. При сильной деформации металла выпрямление делают в горячем состоянии. Для выпрямления используют молотки, прессы, правильные машины.
Следующий этап подготовки деталей перенесение размеров из чертежа на металл и его разметка. Для измерений и разметки используют метры, линейки, угольники, циркули, чертилки, маркеры, мел и специально изготовленные шаблоны. Во время сварки заготовки укорачиваются, что необходимо учитывать при разметке заготовок. Для этого используют припуск с расчета 1 мм на каждый поперечный стык и 0,1-0,2 мм на 1 м продольного шва.
После разметки детали разрезают термическими или механическими способами, для придания заготовкам необходимого размера и формы. Кромки на местах будущих сварных соединений делают напильником, зубилом или механическим способом на фрезерных станках, строгальных станках и др. Угол скоса зависит от способа сварки, химического состава металла и его толщины. Проверку угла скоса кромок делают при помощи шаблонов.


Сборка деталей под сварку производится одним из трех подходов:
предварительно собрать всю деталь и сварить все необходимые швы;
сварить часть конструкции и к ней постепенно присоединять недостающие детали;
предварительная сборка и сварка изделия с отдельных узлов конструкции;
Продуктивность и качество изготовления сварных конструкций во многом зависит от базовых поверхностей (баз) для сборки сварных конструкций. Базовыми считаются поверхности с наибольшими размерами; в качестве направляющей базы — самую длинную поверхность; опорной базой считают любого размера поверхность в нормальном состоянии и неизменной форме (без резов, капель, швов).
Выбирать базу стоит исходя из наличия сборочных приспособлений, вида заготовок, жесткости деталей и точности из размещения, зазора между кромками. Важно учитывать сварочные напряжения и деформации.
Приспособления для сборки и сварки

Для более продуктивного и качественного изготовления сварных конструкций используют специальные приспособления для сборки и сварки:
- универсальный зажим для монтажа и сборки цилиндрических деталей;
- ручная скоба для сборки профильного и листового металла;
- ручная пружинная скоба для сборки профильного металла;
- поворотный винтовой зажим для сборки и крепления деталей в массовом производстве;
- струбцина для сборки деталей разного профиля;
- угловой прихват из болтом для сборки крупных контрукций с листового металла;
- скоба прихваточная с ломом для конструкций, которые собирают внахлест в монтажных условиях;
- гребенка на прихватках для крупных листовых конструкций;
- прихваточные шайбы с планками и клиньями для листовых конструкций;
- винтовая стяжка для притягивания деталей;
- стягивательное кольцо для трубопроводов большого диаметра;
- гибкий хомут с эксцентрическим зажимом для цилиндрических деталей;
- винтовой распорно-стягивательный механизм для листовых конструкций и плоскостных изделий;
- крюк с ломом для стягивания кромок;
- винтовая распорка для цилиндрических деталей;
- распор для сборки деталей машиностроительных конструкций;
- винтовая упорная скоба для деталей ограниченных размеров;
- односторонний винтовой упор для сборки профилей ферм и других конструкций;
- односторонний упор для сборки конструкций на стационарных постах.
Выполнение прихваток после сборки конструкции

[context] Собранные детали прихватывают. Длина прихваток и расстояния между ними зависит от толщины металла и длины шва. Ставят прихватки для фиксации деталей и сохрани зазора между ними в процессе сварки. Прихватка должна проваривать корень шва, потому что в процессе сварки сама прихватка может полностью не переплавится.
| Толщина металла, мм | ≤ 5 | ≤ 5 |
| Длина металла, мм | ≤ 150-200 | ≤ 200 |
| Длина прихваток, мм | ≤ 5 | 20-30 |
| Расстояние между прихватками, мм | 50-100 | 300-500 |
Нужно делать прихватки максимально низкими, лучше если они будут вогнутыми. Прихватки ставят на режимах аналогичных режимам сварки. Иногда прихватку заменяют цельным швом небольшого разреза.
При сварки меди необходимо обходиться без прихваток, зажимать детали в кондукторах или других приспособлениях, потому что они вызывают трещины при повторном нагревании.
Прихватки нагревают металл и при последующем передвижении деталей возможно возникновение трещин. Чем больше толщина деталей, тем больше растягивающая усадка в прихватках и возможность появления трещин. Поэтому прихватки целесообразно использовать для деталей небольшой толщины (до 6-8 мм). При большей толщине листов безопасность передвижения узлов можно достичь при помощи гребенок (эластичных прихваток) или собирают изделие из гибкими деталями (решетки, фермы и т.п.)
Подготовка под сварку деталей разной толщины

При стыковом соединении деталей разной толщины можно обойтись без дополнительных операций и сваривать их как детали одинаковой толщины, если разница между ними не выше чем значения указанные в таблице ниже
| Толщина тонкой детали, мм | 1-4 | 4-20 | 20-30 | больше 30 |
| Допустимая разница, мм | 1 | 2 | 3 | 4 |
Для плавного перехода между деталями допускается наклонное размещение поверхности шва.
Если разница в толщине свариваемых деталей больше чем указаны в таблице, то на деталях большей толщины делают скос кромок с одной или обеих сторон. При этом элементы разделки и толщину шва выбирают исходя их размеров меньшей детали. Допускается смещение кромок не более: 0,5 мм — для деталей толщиной до 4 мм; 1,0 мм — для деталей толщиной 4-10 мм; 0,1 × S, но не более 3 мм — для деталей толщиной 10-100 мм; 0,01 × S + 2 мм, но не более 4 мм — для деталей толщиной более 100 мм.
Катеты углового шва должны указываться при проектировании изделия, но не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины тонкой детали при сварке деталей толщиной более 3 мм.
Источник



