
- Особенности изготовления и монтажа сферических резервуаров для хранения сжиженного газа
- Проектирование и изготовление металлоконструкций сферических резервуаров для хранения сжиженного газа
- Монтаж сферических резервуаров для хранения сжиженных газов
- Сборка сферических резервуаров на строительной площадке
- 15. Изготовление и монтаж сферических резервуаров
- Монтаж сферических резервуаров и газгольдеров
Особенности изготовления и монтажа сферических резервуаров для хранения сжиженного газа
 Сферические резервуары, или как их еще называют шаровые резервуары, являются наиболее удобной формой для хранения сжиженного газа при высоких давлениях (до 2,0 МПа) и больших объемов, так как в них можно хранить от 600 м 3 до 2000 м 3 газа. Еще одно преимущество сферических резервуаров — это экономическая целесообразность: экономия на металле при изготовлении сферических резервуаров составляет 20%.
Сферические резервуары, или как их еще называют шаровые резервуары, являются наиболее удобной формой для хранения сжиженного газа при высоких давлениях (до 2,0 МПа) и больших объемов, так как в них можно хранить от 600 м 3 до 2000 м 3 газа. Еще одно преимущество сферических резервуаров — это экономическая целесообразность: экономия на металле при изготовлении сферических резервуаров составляет 20%.
Особенность конструкции сферических резервуаров влияет на определенные сложности при проектировании и монтаже таких емкостей. Например, из-за большого объема монтаж металлоконструкций в заводских условиях невозможен. Также при изготовлении металлоконструкций следует соблюдать минимальные допуски, которые могут повлиять на отклонения в идеально сферической форме и, как следствие, на сложности в монтаже.
Являясь нестандартной формой металлоконструкций, проектирование и монтаж сферических резервуаров осуществляется в соответствии с требованиями следующих государственных стандартов:
- СП 43.13330.2012 «Сооружения промышленных предприятий. Актуализированная редакция СНиП 2.09.03-85»
- СП 20.13330.2011 «Нагрузки и воздействия. Актуализированная редакция СНиП 2.01.07-85»
- ВСН 467-85 «Монтаж стальных конструкций, резервуаров и газгольдеров»
Проектирование и изготовление металлоконструкций сферических резервуаров для хранения сжиженного газа
Сферический резервуар представляет собой оболочку, состоящую из лепестков, купола и днища. Компоновка элементов-лепестков зависит от способа раскроя металла и способа изготовления металлоконструкций.
Так, можно выделить несколько способов расположения лепестков:

Сферические резервуары устанавливаются на стойки-опоры, количество которых рассчитывается исходя из объема резервуара и условий его эксплуатации. Обычно систему стоек-опор изготавливают из труб или двутавров, которые уже на месте соединяют специальными связями для придания конструкции пространственной жесткости.
Для изготовления сферических резервуаров используется легированная сталь толщиной от 16 мм до 36 мм (максимум 40 мм по специальному заказу). Ограничение толщины стали для производства шаровых резервуаров диктуется отсутствием термической обработки после сварки конструктивных элементов. Выбор легированной стали также неслучаен. Такая сталь обладает улучшенными характеристиками по сравнению со среднеуглеродистыми марками стали: она меньше подвержена старению, имеет повышенную прочность и может эксплуатироваться при высоких температурах до +500ºС.
При расчете толщины стенки сферического резервуара учитываются характеристики стали (предел текучести и прочности), давление внутри резервуара, вес жидкости, напряжение в стенке резервуара и другие параметры. Для точной сборки и сварки элементов сферического резервуара следует очень точно рассчитать радиус резервуара и кривизну лепестков.
Способ изготовления элементов-лепестков подбирается в зависимости от толщины стали. При толщине стали до 22 мм лепестки изготавливаются на многовалковом стенде методом холодного вальцевания, то есть гибки металла нужной формы. При толщине стали более 22 мм используется метод горячей штамповки.
Монтаж сферических резервуаров для хранения сжиженных газов
 Элементы-лепестки поставляются на строительную площадку с обрезанными и подготовленными к сварке встык кромками. Листы, которые будут крепиться к куполу и днищу резервуара, имеют припуски швов, которые по завершению монтажа отрезаются.
Элементы-лепестки поставляются на строительную площадку с обрезанными и подготовленными к сварке встык кромками. Листы, которые будут крепиться к куполу и днищу резервуара, имеют припуски швов, которые по завершению монтажа отрезаются.
Способ сборки сферических резервуаров на строительной площадке зависит от диаметра резервуара. Так, монтаж резервуаров диаметром до 18 м начинается с экваториального пояса, а монтаж резервуаров с большим диаметром — от нижней части. Сварка элементов-лепестков может осуществляться как в ручном, так и в автоматическом режиме. Вне зависимости от способа сборки сферических резервуаров, первоначально монтируется центральная стойка-опора, уже к которой будет происходить приварка элементов.
Экваториальный способ монтажа заключается в подготовке сначала центрального пояса резервуара (экваториального), приварке его к центральной стойке и установке на фундамент на опорах-стойках. Затем нижний слой листов вводится внутрь экваториального пояса резервуара и также подпирается опорами-стойками. Верхний слой листов крепится к центральной стойке. Завершающим этапом монтажа сферического резервуара является приварка купола и днища резервуара, а также площадки обслуживания и лестницы.
Сборка сферического резервуара с нижнего пояса заключается в последовательной сварке элементов-лепестков (сегментов) в пояс, а затем приварка поочередная поясов по горизонтали. При данном методе могут использоваться специальные манипуляторы-вращатели, которые осуществляют сварку в автоматическом режиме.
Монтаж сферического резервуара с нижнего пояса может также происходить последовательным наращиванием элементов снизу вверх, при этом каждый последующий сегмент должен располагаться на противоположной стороне от предыдущего сегмента для сохранения устойчивости конструкции.
Сферические резервуары объемом до 600 м 3 могут монтироваться полусферами — сначала полусферы собираются на земле, а потом устанавливаются на опорные стойки при помощи козлового крана.
Сборка сферических резервуаров на строительной площадке
 |  |  |
Если Вас интересует проектирование и изготовление сферических резервуаров для хранения сжиженного газа, обращайтесь к нашим специалистам по телефону 8-800-200-0358 или присылайте Ваши вопросы на электронную почту lpg@gazovik.ru.
07 Февраля 2021 г.
© 2007–2021 ГК«Газовик». Все права защищены.
Использование материалов сайта без разрешения владельца запрещено и будет преследоваться по закону.
Источник
15. Изготовление и монтаж сферических резервуаров

Рис. 9.2. Схемы раскроя корпусов сферических резервуаров:
а — раскрой полушариями; б — раскрой лепестками; в — сегментный раскрой
Изготовление сферических резервуаров и газгольдеров зависит от схемы раскроя листов. При схеме, показанной на рис. 9.2, а, резервуар обычно монтируют из двух полушарий, предварительно собранных на стенде —кондукторе. Полусферы закрепляют на центральной стойке стенда (грибке) (рис. 9.3). Лепестки нижней полусферы, получаемые горячей штамповкой и попарно сваренные в блоки на том же стенде — кондукторе автоматической сваркой под флюсом на стенде —качалке, устанавливают на сборочном стенде в проектное положение и соединяют укладкой при- хваточных швов, которые обеспечивают прихватку собранных деталей и уплотнение стыковых соединений для последующей сварки под флюсом.
Общую сборку и сварку выполняют следующим образом. Нижнюю полусферу устанавливают на временную опору. Собранную на стенде верхнюю полусферу поднимают и монтируют на нижней полусфере. Сборка заканчивается ручной однослойной под- варкой замыкающего шва.
При раскрое, показанном на рис. 9.2, б, лепестки, получаемые горячей штамповкой, на монтаже предварительно укрупняют. Так, сферическиЬ^езервуары объемом до 2 ООО м 3 , монтируют из двух- лепестковых мЪридианальных блоков, причем каждый лепесток собирают из двух заводских элементов — длинного и короткого.
Полюсные блоки (днище и купол) собирают из трех элементов каждый. Для этого типа раскроя получил применение вертикальный способ сборки сферы. Предварительно к трубчатой стойке приваривают полюсные блоки, усиливая их элементами жесткости. Затем монтажную стойку с блоками / и 6 и монтажной люлькой устанавливают вертикально на временную опору 5, располагаемую центрально относительно подготовленного фундамента резервуара и закрепляют растяжками.
Блоки лепестков с распорками жесткости поднимают в вертикальное по¬ложение и крепят с помощью сборочных планок и клиньев к дни¬щам и друг к другу, а также временными прихватками к опо¬рам , устанавливаемым на фундаменте . Затем блоки соединяют между собой прихваточным швом, выполняемым ручной дуговой сваркой. Перед установкой последнего блока удаляют распорки жесткости , монтажную стойку и люльку . После завершения сборки под временной опорой располагают специальный мани¬пулятор вращения сферы, чтобы придать горизонтальное поло¬жение каждому свариваемому участку шва. Прихватки крепления сферы к временной и постоянным опорам удаляют и поднимают сферу с помощью домкратного устройства манипулятора.
Монтаж резервуаров значительно больших размеров обычно осуществляют методом укрупненной сборки лепестков заводского изготовления в блоки на монтажной площадке с использованием автоматической сварки под слоем флюса или в среде защитного газа. Монтаж блоков в проектное положение ведется последовательным наращиванием. Швы между блоками выполняют в основном ручной дуговой сваркой или автоматами для сварки во всех пространственных положениях
Источник
Монтаж сферических резервуаров и газгольдеров
Сферические емкостные сооружения (резервуары и газгольдеры) используют для хранения под давлением 0,25-1,80 МПа легковоспламеняющихся жидкостей, сжиженных и сжатых газов. Сферическая форма обеспечивает лучшее воспринятие внутреннего избыточного давления и равномерное напряжение в элементах конструкции. Резервуары (газгольдеры) вместимостью 2000 м 3 имеют диаметр 16 м, массу около 300 т при толщине оболочки 36 мм. Резервуары (газгольдеры) с толщиной стенок до 36 мм изготовляют из малоуглеродистой и низколегированной стали. Лепестки необходимой кривизны изготовляют на заводах горячей штамповкой или специальной вальцовкой и перед отправкой с заводов их подвергают контрольной сборке.
Сборку и сварку сферических резервуаров на монтажной площадке проводят двумя методами, в зависимости от состояния поставки лепестков, числа собираемых резервуаров и наличия монтажной оснастки. По первому методу лепестки собирают в блоки на шарнирно качающемся стенде с автоматической сваркой меридиональных швов. Полушария или укрупненные блоки собирают на лучевом стенде. Затем поднимают и устанавливают полушария или блоки в проектное положение. Монтажные швы корпуса сваривают вручную, что снижает эффективность метода. По второму методу все швы сваривают автоматической сваркой под слоем флюса. На специальном сборочном стенде собирают полусферы или укрупненные блоки из лепестков. Сборку ведут с помощью стяжных приспособлений и вручную выполняют лишь подварочный шов. Полусферы устанавливают на специальный вращатель (манипулятор), где автоматически сваривают меридиональные и кольцевые швы сферического резервуара.
В отечественной практике широко применяют манипуляторы различных конструкций, обеспечивающие равномерное вращение оболочки, а также сохранение прочности и проектной геометрической формы. По степени воздействия на оболочку манипуляторы разделяют на два типа: с мягкой системой опирания (например, на гидравлическую, пневматическую и т. п.), применяемые для сборки тонкостенных оболочек (16-22 мм), и с жесткой (с опиранием на стальные или обрезиненные опорные катки).
Для удобства сборки блоков применяют трубчатую монтажную стойку, к концам которой приваривают собранные днище и купольную часть. Последнюю устанавливают на временную неподвижную опору краном и, тщательно выверив, закрепляют канатами-расчалками (рис. 9.4, а). На днище и купольной части приваривают пластины-ловители для установки укрупненных блоков. Оболочку резервуара собирают из 14 укрупненных блоков. Блоки краном устанавливают на ловители днища и крепят к купольной части.
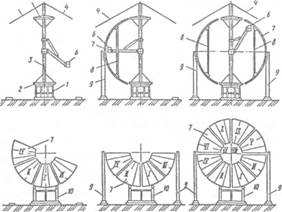

Рис. 9.4. Схемы сборки сферических резервуаров вместимостью 2000 м 3 : а, б — из меридиональных блоков, в вертикальном и горизонтальном положениях; в — из укрупненных поясов в горизонтальном положении; 1 — неподвижная опора манипулятора или временное опорное кольцо; 2 — днище резервуара; 3 — временная центральная стойка; 4 — расчалки; 5 — купол резервуара; 6 — полноповоротная подъемная люлька; 7 — меридиональные блоки оболочки резервуара; 8 — временная стойка жесткости; 9 — опорная стойка; 10 — манипулятор; 11 — верхний пояс; 12 — экваториальный пояс; 13 — нижний пояс; 14 — козловой кран; 1-Х — последовательность монтажа блоков резервуара
Последующие блоки устанавливают по часовой стрелке. После установки и закрепления монтируемого блока с наружной стороны резервуара временно подводят опорную стойку для передачи массы блока на фундамент; блоки между собой соединяют швами-прихватками. Для придания жесткости блоку внутри него приваривают трубу, которую удаляют после монтажа. Рабочим местом при временном креплении блоков между собой сначала сборочными приспособлениями, а затем одним слоем шва ручной сваркой служит полноповоротная люлька, имеющая возможность перемещаться по дуге радиусом 8 м, в вертикальной плоскости — электролебедкой, а в горизонтальной — вручную.
Закончив сборку и прихватку всех блоков, через верхний купольный люк гусеничным краном вынимают монтажную стойку. Затем монтируют манипулятор, убирают временные опорные стойки и подготавливают резервуар к автоматической сварке на манипуляторе. Автоматическую сварку всех меридиональных и кольцевых швов резервуара производят на манипуляторе или рядом с резервуаром устанавливают шахтную лестницу с горизонтальной площадкой, к которой крепят кабину сварщика со сварочным автоматом. После сварки и контроля сварных швов с помощью домкратов манипулятора резервуар поднимают и устанавливают на вновь смонтированные опорные стойки, оголовки которых приваривают к оболочке. Затем манипулятор демонтируют.
При сборке в горизонтальном положении (рис. 9.4, б) каждые три лепестка укрупняют на стенде-кондукторе в блок. Первый блок устанавливают на неподвижной опоре, снабженной роликами, или роликоопорах манипулятора, расположенного внутри фундамента резервуара (газгольдера). До удаления сборочных приспособлений первые шесть блоков соединяют между собой ручной сваркой одного слоя шва изнутри, а седьмой и восьмой — снаружи (во избежание сварки их в потолочном положении). Автоматическую сварку всех швов (снаружи и изнутри) выполняют на манипуляторе аналогично сварке резервуара при вертикальном способе монтажа.
Монтаж в горизонтальном положении из укрупненных поясов (рис. 9.4, в) позволяет в значительной мере совместить работы по укрупнению и монтажу резервуаров (газгольдеров).
Испытание сферических емкостных сооружений, как правило, производят водой после завершения всех монтажных и сварочных работ, а также контроля качества сварных соединений. Сначала резервуар полностью заполняют водой, затем давление повышают до пробного, равного 1,25-1,50 расчетного давления, и выдерживают при этом давлении 10 мин.
Источник



