- Вальцовый способ нанесения лкм
- Нанесение лакокрасочных материалов вальцами
- Вальцовая технология нанесения ЛКМ
- Главное преимущество вальцовых станков
- Из каких валов состоит вальцовая головка современного станка?
- Смотрите видео примера вальцового станка
- От чего зависит расход лакокрасочных материалов при вальцовой технологии?
- В зависимости от направления вращения вальцов реализуются следующие режимы работы:
- Обычный вальцовый станок, прямая ротация
- Точный вальцовый станок
- Режим обратной ротации, или реверсный
- Двухголовочные вальцовые станки
- 29. Вальцовый метод нанесения лакокрас.Материалов, достоинства, недостатки. Производительность.
- 30. Нанесение лкм окунанием. Метод электроокраски.
Вальцовый способ нанесения лкм
Основные разделы:










Стили мебели

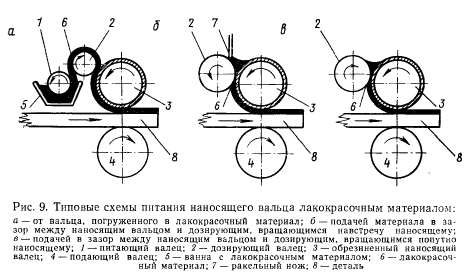
Точный вальцовый станокТочный вальцовый станок — используется обычно для нанесения финишных слоев лака на паркет. Отличается от обычного тем, что дозирующий вал вращается в противоположном направлении и тянет ЛКМ вверх. Это позволяет уменьшить наносимое количество ЛКМ до 5- 10 г/м.кв. В этом режиме необходима ракель — ножевидная деталь станка, возвращающая ЛКМ с дозирующего вальца обратно в зазор между вальцами.
Режим обратной ротации, или реверсныйРежим обратной ротации, или реверсный — оба вальца вращаются в направлениях, противоположных показанным на рисунке, то есть, в точке контакта с лентой поверхность наносящего вальца движется против движения ленты. Дозирующий вал прижат к наносящему, при этом ЛКМ не проходит между вальцами, а поднимается наносящим вальцом и снимается с него конвейерной лентой. Такая схема обеспечивает получение очень гладкого покрытия с возможностью наносить более толстые слои. Используется для нанесения грунтов и финишных лаков. Двухголовочные вальцовые станкиДвухголовочные вальцовые станки — состоят из двух последовательных пар вальцов. Обычно направление и скорости вращения вальцов в современных станках регулируются независимо. Если во второй вальцовой головке только один валец, разглаживающий (соответствующий наносящему на рисунке), то он используется для втирания или вдавливания ЛКМ в поры. Разглаживающий валец может быть как обрезиненным, так и стальным, вращаться как по ходу линии, так и против. Источник 29. Вальцовый метод нанесения лакокрас.Материалов, достоинства, недостатки. Производительность.Используется для отделки плоских деталей, бруски либо щиты, либо формировании тона открытопористого покрытия. Сущность метода заключается в подаче определенного количества ЛКМ и распределении его между вальцами с дальнейшим переносом его части на движущююся подложку. Условно техпроцесс нанесения ЛКМ вальцовым методо будет состоять из 3х операций: питание красочной системы распределение ЛКМ между вальцами перенос ЛКМ с наносящего вальца на подложку минимальные потери ЛКМ сокращение расхода растворителей, более густой материал возможность автоматизации процесса окраски получение равномерных по толщине покрытий с одинаковыми декоративными и защитными свойствами возможность получения утолщенных покрытий покрываются только плоские детали Вальцовая машина может состоять из 2-3х окрасочных а также одного опорного вальца. У трех-вальцовых есть наносящий регулирующий и питающий вальцы. У двух-вальцовых функции питающего и регулирующего вальца совмещены. Вальцы выполнены из стали и имеют хромированные поверхности. Наносящий валец сверху имеет эластичное покрытие, например, резиновое. Способы подачи ЛКМ в вальцовую машину: материал подается в зазор между двумя вальцами, проходит через зазор между регулирующем и наносящем, величина зазора определяет толщину наносимого слоя. Материал подается на регулирующий валц дозирующим устройством. Дозирующее устройство регулирует толщину щели через который подается ЛКМ далее схема аналогична материал захватывается питающим вальцом из ванночки, при этом количество захватываемого материала зависит от глубины погружения и частоты вращения вальца, а также от вязкости, плотности и поверхностного натяжения используемого материала. Аналогично схеме А но с двух сторон – Рисунок Г Материал должен обладать хорошим розливом чтобы предотвратить неравномерность и дефекты в покрытии. Толщина зависит от зазора между питающим и дозирующим устройством. К недостаткам можно отнести то что часть материала стекает на боковые поверхности и кромки детали. Данный дефект появляется при толщине слоя 50 мкм и более. Для лучшего. Так как данный способ позволяет наносить высоковязкие материалы, чтобы обеспечить хороший розлив деталь предварительно нагревают. По назначению все вальцовые станки делят на станки для крашения станки для нанесения высоковязких материалов, нанесение низковязких материалов и для отпечатка Псм = TUBmkрkм [дет/см], где В – ширина вальца, m – кол-во деталей на конвейере 30. Нанесение лкм окунанием. Метод электроокраски.Окунание. Для отделки деталей обтекаемой формы (деталей стульев, ножек, столов, табуретов и т.д.). Суть: изделие погружается в ванну с лкм, затем извлекается, выдерживается в течении определённого времени над ванной или лотком для стекания избытка. сушка. Излишки лака, стекающие с изделий после очистки и разведения возвращения возвращают в ванну. Качество ЛКП зависит от скорости погружения и извлечения детали из ванны, вязкости и температуры ЛКМ, содержания пленкообразующих веществ в лаке и температуры детали. В процессе окунания необходимо избегать появления пузырьков воздуха в ванне и на покрытии, поэтому при разведении состава растворитель нужно вводить небольшими порциями, тщательно перемешивая. При вязкости материала 300-400 секунд при ВЗ-4 скорость погружения 0,2 м в минуту, извлечение 0,1 м в минуту. При этих скоростях достигается оптимальная смачивание поверхности покрытия ЛКМ, отсутствие пузырей, равномерное покрытие по толщине. Необходимая толщина покрытия и стекание излишков лака. Скорость погружения зависит от вязкости материала. Чем меньше вязкость, тем большая скорость погружения должна быть. Кроме того скорость погружения оказывает влияние на толщину получаемого покрытия. С увеличением скорости извлечения – толщина покрытия больше. Время сушки зависит от температуры детали. Если деталь нагрета то покрытие получается более равномерное без пузырей плюс сокращается скорость сушки. Количество наносимых слоев лака зависит от его состава, применяемой технологии и требуемого класса отделки. Лак в данном способе находится в специальных ваннах, куда деталь должна опускаться и подниматься беспрепятственно. После окунания если сразу поместить сушильный шкаф, то на поверхности образуются потеки и пузыри, снизу засохнет капля лака. Поэтому нужно поместить в камеру с парами растворителя. метод прост в применении, возможно использовать высококонцентрированные высоковязкие лаки. Можно получить требуемую толщину пленки за одно нанесение возможность механизации и автоматизации процесса одновременная отделка большого количества деталей невозможность получить равномерного по толщине покрытия по всей высоте детали, так как с верхней части детали стекает больше чем с нижней в нижней части так же может образовываться капелька или сосулька которая очень долго высыхает. Для предотвращения такого дефекта деталь помещают в пары растворителя. Иногда используется электроосаждающая сетка. После вытягивания изделия из ванны, они помещаются над осаждающей сеткой. На сетку подаются электрические разряды, капля притягивается к сетке и падает. Методам окунания наносят лаки эмали, шпатлевки, красители, грунтовки. Неконцентрированные лаки требуют многократно нанесения ЛКМ. Если же материал концентрированный –сухой остаток более 42% достаточно 2х нанесений. При использовании быстросохнущих материалов капли и наплывы удаляют вручную, так же может присутствовать промежуточное шлифование. Окунание может проводится в ручную, автоматизировано и механизировано. При ручном нанесении мало производительно и не экономично по расходу материалов. Метод основан на том что частицы имеющие противоположный электрические заряды притягиваются друг к другу. При отделке лак имеет отрицательный заряд а поверхность изделий положительный. В основном для отделки стульев решеток и т.д. Для отделки используются лаки обладающие электрическими свойствами и не содержащие взрывоопасных растворителей. Частицы лака получают отрицательный заряд и в момент стекания с распылителя попадают в зону положительно заряж изделия. Применяются электромеханические распылители, которые совершают вращательное движение. Для подачи на древесину положительного заряда изделие предварительно грунтуется материалом дающим электро проводимую пленку. Чаще всего используется мочевинный лак. «+» Значительно сокращаются потери лкм, лак на изделия сложных форм наносится качественнее, возможно автоматизировать процесс отделки. «-» повышается электрич. Опасность, дополнительно требуется нанесения электропроводящего грунта, повышаются требования к шероховатости, т.к наое ворса а также острых углов в изделии может приансии к проскакиванию эликтричской среды. Источник |