
Способы расчета состава и длительности производственного цикла




![]()
![]()
Существуют следующие способы расчета состава и длительности производственного цикла:
1) аналитический (по специальным формулам, применяется в основном при предварительных расчетах);
2) графический способ (более наглядный и сложный, обеспечивает точность расчета).
Для расчета длительности цикла нужно знать составные части, на которые распадается процесс изготовления продукции, последовательность их выполнения, нормативы продолжительности и способы организации движения сырья во времени.
Различают следующие виды движения сырья в производстве:
1) последовательный вид движения. Обработка изделий ведется
партиями. Каждая следующая операция начинается после завершения обработки всех изделий данной партии.
При последовательном виде движения производственный заказ — одна деталь, или одна собираемая машина, или партия деталей (серия машин) — в процессе их производства переходит на каждую последующую операцию процесса только после окончания обработки (сборки) всех деталей (машин) данной партии (серии) на предыдущей операции. В этом случае с операции на операцию транспортируется вся партия деталей одновременно. При этом каждая деталь партии машины (серии) пролеживает на каждой операции сначала в ожидании своей очереди обработки (сборки), а затем в ожидании окончания обработки (сборки) всех деталей машин данной партии (серии) по этой операции.
2) параллельный вид движения. Передача предметов труда с одной
операции на другую осуществляется поштучно, по мере окончания процесса обработки на каждом рабочем месте. В связи с этим в отдельные периоды все операции по обработке данной партии изделий осуществляются одновременно.
При параллельном виде движения обработка (сборка) каждой передаточной партии на каждой последующей операции начинается немедленно после окончания предыдущей операции. Этим параллельный технологический цикл отличается от параллельно-последовательного, в котором передаточная партия может некоторое время пролеживать до запуска на следующую операцию. Общая продолжительность процесса обработки (сборки) партии деталей (серии машин) значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно, а в некоторых случаях и параллельно-последовательно. В этом заключается существенное преимущество параллельного вида движения, позволяющего значительно сократить продолжительность производственного процесса.
3) параллельно-последовательный вид движения. Характеризуется
смешанной обработкой изделий на отдельных операциях. На одних рабочих местах обработка и передача на следующую операцию производится поштучно, на других – партиями различной величины.
Параллельно-последовательный вид движения предметов труда характеризуется тем, что процесс обработки деталей (сборки машин) данной партии (серии) на каждой последующей операции начинается раньше, чем полностью заканчивается обработка всей партии деталей (сборки машин) на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными (передаточными) партиями k. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки партии на последующих операциях (производственный задел) позволяет избежать возникновения простоев.
Параллельно-последовательный вид движения предметов труда позволяет значительно уменьшить продолжительность производственного процесса обработки (сборки) по сравнению с последовательным видом движения. Применение параллельно-последовательного вида движения экономически целесообразно в случаях изготовления трудоемких деталей, когда длительности операций процесса значительно колеблются, а также в случаях изготовления малотрудоемких деталей крупными партиями (например, нормалей мелких унифицированных деталей и т.д.).[5]
Вывод:
Производственный цикл является одним из важнейших показателей технико-экономического развития, который определяет возможности предприятия по объему выпуска продукции и затраты на ее производство.
Продолжительность производственного цикла устанавливается и регламентируется как в целом по всем изделиям (включая их составляющие узлы, агрегаты, детали), так и отдельно по каждому элементу (детали).

Необходимость строго учитывать продолжительность цикла отдельно по каждому компоненту изделия вызвана условиями экономики и организации производства с целью:
— расчета производственного цикла всего изделия;
— оперативного календарного планирования работы предприятия, фирмы.
Продолжительность производственного цикла изделия и его компонентов оказывает существенное влияние на экономику предприятия, прежде всего на скорость оборотных средств. Суммарно оборотные средства, сделав полный оборот, возвращаются с прибылью.
Источник
Методы расчета производственного цикла
![]()
![]()
Различают простой и сложный производственные циклы.
Простой производственный цикл — это цикл изготовления детали.
Сложный производственный цикл — цикл изготовления изделия.
Длительность производственного цикла в большой степени зависит от способа передачи детали (изделия) с операции на операцию. Существуют три вида движения детали (изделий) в процессе их изготовления:
— последовательный;
— параллельный;
— параллельно-последовательный.
При последовательном виде движения каждая последующая операция начинается только после окончания обработки всей партии деталей на предыдущей операции (рис. 7.7).

Рис. 7.7. Операционный цикл при последовательном движении партии деталей
Здесь рассчитывается операционный цикл партии, состоящей из трех деталей (n=3), обрабатываемых на четырех операциях:
где n — количество деталей в производственной партии (шт);
Чоп — число операций технологического процесса;
tштi — норма времени на выполнение i-й операции (мин.).
Если на всех или отдельных операциях имеются параллельные рабочие места, то операционный цикл определяется по формуле
где Cpмi — количество рабочих мест, занятых изготовлением партии деталей на каждой операции.
При последовательном виде движения деталей (изделия) отсутствуют перерывы в работе оборудования и рабочего на каждой операции, возможна высокая загрузка оборудования в течение смены, но производственный цикл имеет наибольшую величину, что уменьшает оборачиваемость оборотных средств.
Параллельный вид движения характеризуется передачей деталей (изделий) на последующую операцию немедленно после выполнения предыдущей операции независимо от готовности остальной партии. Детали передаются с операции на операцию поштучно или операционными партиями, на которые делится производственная партия. Процесс происходит непрерывно, если достигнуто полное равенство или кратность выполнения операций во времени, что характерно для поточных линий:
 ,
,
где r — такт поточной линии (мин).
График движения партии деталей при параллельном движении приведен на рис. 7.8.
Рис. 7.8. Операционный цикл при параллельном движении партии деталей
Параллельный вид движения детали (изделий) является наиболее эффективным, но возможности его применения ограничены, так как обязательным условием такого движения является равенство или кратность продолжительности выполнения операций, о чем было сказано выше. В противном случае неизбежны потери (перерывы) в работе оборудования и рабочего.
По графику (рис 7.8) определяем операционный цикл при параллельном виде движения:
 ,
,
где tштmax — время выполнения операции, самой продолжительной в технологическом процессе (мин).
При передаче деталей (изделий) операционными партиями (р) расчет ведется по формуле
 ,
,
где р — размер операционной партии (в шт.).
Параллельно-последовательный вид движения состоит в том, что изготовление изделий на последующей операции начинается до окончания изготовления всей партии на предыдущей операции с таким расчетом, чтобы работа на каждой операции по данной партии в целом шла без перерывов. В отличие от параллельного вида движения здесь происходит лишь частичное совмещение во времени выполнения смежных операций.
В практике существует два вида сочетания смежных операций во времени:
— время выполнения последующей операции больше времени выполнения предыдущей операции;
— время выполнения последующей операции меньше времени выполнения предыдущей операции.
В первом случае представляется возможность применять параллельный вид движения деталей и полностью загрузить рабочие места.
Во втором случае приемлем параллельно-последовательный вид движения с максимально возможным совмещением во времени выполнения обеих операций. Максимально совмещенные операции при этом отличаются друг от друга на время изготовления последней детали (или последней операционной партии) на последующей операции.
Схема параллельно-последовательного вида движения показана на рис. 7.9.
Рис. 7.9. Операционный цикл при параллельно-последовательном движении партии деталей
АБ, ВГ (равное А’Б’), ДЕ — время последующей операции, перекрываемое временем предыдущей операции:

В данном случае операционный цикл будет меньше, чем при последовательном виде движения, на величину совмещения каждой смежной пары операций:
— первая и вторая операции — АБ = (3-1) tшт2 ;
— вторая и третья операции — ВГ = (3-1) tшт2 ;
— третья и четвертая операции — ДЕ = (3-1) tшт4, (tшт2 и tшт4 имеют более короткое время tшт.кор из каждой смежной пары операций).
Таким образом, время совмещений
Формула для расчета

При выполнении операций на параллельных рабочих местах

При передаче деталей операционными партиями

Параллельно-последовательный вид движения деталей (изделий) обеспечивает работу оборудования и рабочего без перерывов. Производственный цикл при этом виде больше по сравнению с параллельным, но меньше, чем при последовательном.
Производственный цикл изделия Тци может быть рассчитан по формуле
где Тцд — производственный цикл изготовления ведущей детали;
Тц.сб — производственный цикл сборочных работ.
Источник
Расчет длительности производственного цикла
![]()
![]()
Введение
Цель практикума по организации производства – расширить и углубить теоретические знания, привить необходимые навыки для решения наиболее часто встречающихся на практике задач по вопросам организации и планирования производства.
В практикум включены задачи по основным разделам курса. В начале каждой темы представлены краткие методические указания и теоретические сведения, типовые задачи с решениями и задачи для самостоятельного решения.
Наличие в каждой теме методических указаний и кратких теоретических сведений позволяет использовать данный практикум при заочной форме обучения.
Расчет длительности производственного цикла
Производственный цикл – период пребывания предметов труда в процессе производства с момента запуска сырья и до момента выпуска готовой продукции.
Производственный цикл состоит из рабочего времени, в течение которого затрачивается рабочий труд, и времени перерывов . Перерывы в зависимости от вызвавших их причин могут быть подразделены:
1) на естественные или технологические – они обусловлены природой продукта;
2) организационные (перерывы между сменами).
Продолжительность производственного цикла складывается из следующих составляющих:
где tтех – время технологических операций;
tест —время естественных процессов (сушка, охлаждение и т.д.);
tтр –время транспортировки предметов труда;
tк.к. –время контроля качества;
tм.о –время межоперационного пролёживания;
tм.ц. –время пролёживания на межцеховых складах;
Расчет длительности производственного цикла зависит от типа производства. В массовом производстве длительность производственного цикла определяется временем нахождения изделия на потоке, т.е.
где tв – такт выпуска;
М – количество рабочих мест.
Под тактом выпуска следует понимать промежуток времени между выпуском одного изготовляемого изделия и следующего за ним изделия.
Такт выпуска определяется по формуле
где Тэф – эффективный фонд времени рабочего за расчетный период (смену, сутки, год);
В – объём выпуска за тот же период (в натуральных единицах).
Пример: Тсм = 8 часов = 480 мин; Тпер = 30 мин; → Тэф = 480 – – 30 = 450 мин.
В = 225 шт; → tв = 450/225 = 2 мин.
В серийном производстве, где обработка ведется партиями, продолжительность технологического цикла определяется не на единицу продукции, а на всю партию. Причем в зависимости от способа запуска партии в производство мы получаем различную продолжительность цикла. Существует три способа движения изделий в производстве: последовательный, параллельный и смешанный (последовательно-параллельный).
I. При последовательном перемещении деталей каждая последующая операция начинается только после того, как закончится предыдущая. Продолжительность цикла при последовательном движении деталей будет равна:


где n – количество деталей обрабатываемой партии;
tштi — штучная норма времени на операцию;
Ci – число рабочих мест на i-й операции;
m – число операций технологического процесса.
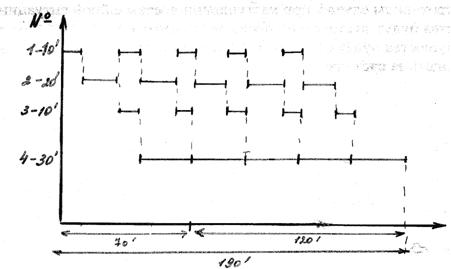
Дана партия изделий, состоящая из 5 штук. Партия пропускается последовательно через 4 операции; длительность первой операции – 10 мин, второй – 20 мин, третьей – 10 мин, четвертой – 30 мин (рис. 1).
Последовательный способ движения деталей имеет то преимущество, что он обеспечивает работу оборудования без простоев. Но его недостаток состоит в том, что продолжительность производственного цикла в этом случае наибольшая. Кроме того, создаются значительные запасы деталей у рабочих мест, что требует дополнительных производственных площадей.
II. При параллельном движении партии отдельные детали не задерживают у рабочих мест, а поштучно передают на следующую операцию немедленно, не дожидаясь того, когда закончится обработка всей партии. Таким образом, при параллельном движении партии деталей на каждом рабочем месте одновременно производятся различные операции над разными деталями одной и той же партии.
Продолжительность обработки партии при параллельном движении изделий резко сокращается:
 дл.
дл.
где nn – количество деталей в передаточной партии (транспортной партии), т.е. количество изделий, одновременно передающихся от одной операции к другой;
 дл.– наиболее длительный операционный цикл.
дл.– наиболее длительный операционный цикл.
При параллельном запуске партии изделий обработка деталей всей партии ведется непрерывно лишь на тех рабочих местах, где длинные операции следуют за короткими. В тех случаях, когда короткие операции следуют за длинными, т.е. более продолжительными (в нашем примере – третья операция), выполнение этих операций совершается прерывно, т.е. простаивает оборудование. Здесь партию деталей нельзя обрабатывать сразу, без задержек, так как этого не позволяет предыдущая (длинная) операция.
Рассмотрим схему параллельного движения деталей (рис. 2):
III. Чтобы ликвидировать перерывы в обработке отдельных деталей партии на всех операциях, применяют параллельно-последовательный или смешанный способ запуска, при котором детали (после их обработки) передаются на следующую операцию поштучно, или в виде «транспортных» заделов (по несколько штук) с таким расчетом, чтобы выполнение операций не прерывалось ни на одном рабочем месте. В смешанном способе от последовательного берется непрерывность обработки, а от параллельного – переход детали от операции к операции сразу после её обработки. При смешанном способе запуска в производство продолжительность цикла определяется по формуле
 кор.
кор.
где кор. – наиболее короткий операционный цикл (из каждой пары смежных операций);
Если последующая операция является более продолжительной, чем предыдущая, или равна ей по времени, то запуск на эту операцию производится поштучно, сразу после обработки первой детали на предыдущей операции. Если, наоборот, последующая операция является более короткой, чем предыдущая, то при поштучной передаче здесь возникают перерывы. Чтобы их не допустить, необходимо накопить транспортный задел такого объема, который достаточен для обеспечения работы на последующей операции. Чтобы практически найти эту точку на графике, необходимо передать последнюю деталь партии и отложить вправо продолжительность её выполнения. Время обработки всех остальных деталей партии откладывается на графике влево. Начало обработки первой детали показывает тот момент, когда транспортный задел с предыдущей операции должен быть передан на данную операцию.
Если смежные операции являются одинаковыми по продолжительности, то за короткую или длинную принимается лишь одна из них (рис. 3).
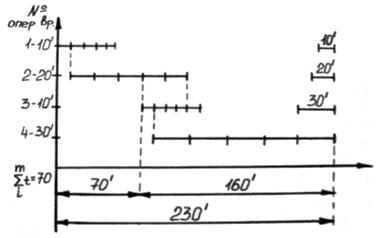
Тпосл-пар = 5·(10+20+10+30)-(5-1)·(10+10+10) = 350-120 = 230 мин.
Основными путями сокращения длительности производственного цикла являются:
1) Снижение трудоёмкости изготовления продукции за счет совершенствования технологичности изготавливаемой конструкции, использования ЭВМ, внедрения передовых технологических процессов.
2) Рациональная организация трудовых процессов, устройство и обслуживание рабочих мест на основе специализации и кооперирования, широкой механизации и автоматизации производства.
3) Сокращение различных планируемых и непланируемых перерывов на работе на основе рационального использования принципов научной организации производственного процесса.
4) Ускорение течения реакций в результате повышения давления, температур, перехода на непрерывный процесс и т.д.
5) Совершенствование процессов транспортировки, складирования и контроля и совмещение их по времени с процессом обработки и сборки.
Сокращение длительности производственного цикла является одной из серьёзных задач организации производства, т.к. сказывается на оборачиваемости оборотных средств, снижении затрат труда, уменьшении складских помещений, потребности в транспорте и т.д.
Задачи
1. Определить длительность цикла обработки 50 деталей при последовательном, параллельном и последовательно-параллельном видах движения в процессе производства. Процесс обработки деталей состоит из пяти операций, длительность которых соответственно составляет, мин: t1=2; t2=3; t3=4; t4=1; t5=3. Вторая операция выполняется на двух станках, а каждая из остальных на одном. Величина передаточной партии 4 штуки.
2. Определить длительность цикла обработки 50 деталей при последовательном, параллельном и последовательно-параллельном видах движения в процессе производства. Процесс обработки деталей состоит из четырех операций, длительность которых соответственно составляет, мин: t1=1; t2=4; t3=2; t4=6. Четвертая операция выполняется на двух станках, а каждая из остальных на одном. Величина передаточной партии – 5 штук.
3. Партия деталей в 200 штук обрабатывается при параллельно-последовательном движении её в процессе производства. Процесс обработки деталей состоит из шести операций, длительность которых соответственно составляет, мин: t1=8; t2=3; t3=27; t4=6; t5=4; t6=20. Третья операция выполняется на трех станках, шестая на двух, а каждая из остальных операций – на одном станке. Определить, как изменится длительность цикла обработки партии деталей, если параллельно-последовательный вариант движения в производстве заменить параллельным. Величина передаточной партии – 20 штук.
4. Партия деталей в 300 штук обрабатывается при параллельно-последовательном движении её в процессе производства. Процесс обработки деталей состоит из семи операций, длительность которых соответственно составляет, мин: t1=4; t2=5; t3=7; t4=3; t5=4; t6=5; t7=6. Каждая операция выполняется на одном станке. Передаточная партия – 30 штук. В результате улучшения технологии производства длительность третьей операции сократилась на 3 мин, седьмой – на 2 мин. Определить, как изменяется цикл обработки партии деталей.
5. Дана партия заготовок, состоящая из 5 штук. Партия пропускается через 4 операции: длительность первой – 10 мин, второй – 20 мин, третьей – 10 мин, четвертой – 30 мин. Определить длительность цикла аналитическим и графическим способами при последовательном движении.
6. Дана партия заготовок, состоящая из четырех штук. Партия пропускается через 4 операции: длительность первой – 5 мин, второй – 10 мин, третьей – 5 мин, четвертой – 15 мин. Определить длительность цикла аналитическим и графическим способами при параллельном движении.
7. Дана партия заготовок, состоящая из 5 штук. Партия пропускается через 4 операции: длительность первой – 10 мин, второй – 20 мин, третьей – 10 мин, четвертой – 30 мин. Определить длительность цикла аналитическим и графическим способами при последовательно-параллельном движении.
8. Определить длительность технологического цикла обработки партии изделий из 180 шт. при параллельном и последовательном вариантах ее движения. Построить графики процесса обработки. Величина передаточной партии – 30 шт. Нормы времени и количество рабочих мест на операциях следующие:
Источник



