
- 3. Методы центровки
- 3.1. Обзор методов центровки
- 3.2 Механические методы
- 3.2.1 Метод с использованием края линейки и щупов
- 3.2.2. Обзор методов, использующих индикаторы часового типа
- 3.3. Лазерные системы
- 3.3.1. Один лазер с одной или двумя мишенями.
- 3.3.2. Двойной лазер, использующий метод обратных индикаторов.
- Центровка валов электродвигателей и рабочих машин
- 1. Непосредственное соединение при помощи муфты
- 2. Соединение клиноременной передачей
3. Методы центровки
3.1. Обзор методов центровки
Существует широкий спектр методов проведения центровки. Наиболее общие – следующие:
Несоосность в муфтовом соединении, где мощность передается от привода к приводной машине, порождает вибрацию и разрушающие усилия. Следовательно, это именно то место, где необходимо проверять состояние центровки. Все вышеприведенные методы имеют общее то, что измерения проводятся на валах или полумуфтах. Значения корректировок же даются применительно к лапам машины. Положения лап должны быть рассчитаны, чтобы сделать правильные перемещения. Если это не осуществимо, успех будет зависеть от навыков того, кто производит центровку и удачи, потребуется множество перемещений, а точность будет сомнительной.
3.2 Механические методы
Край линейки,
Щупы
Конусные калибры (иголки)
Эти грубые инструменты центровки, в общем, до сих пор используются в России и нашли свое место в процессе точной центровки в качестве метода достижения грубой центровки.
В основе они зависят от чистоты плоскостей полумуфт и их биения относительно осей валов. Методы просты и, если, к примеру, полумуфты отличаются по диаметру, то измерения невозможно будет выполнить во всех 4-х точках.
Щупы серии «Щ» незаменимы при сборке некоторых муфт для сохранения параллельности и являются частью каждого набора инструментов для устранения «мягкой лапы».
- Простой метод
- Непосредственное измерение
- При ограниченном доступе может быть использован для тонких полумуфт
- Зависит полностью от биения фланцев полумуфт
3.2.1 Метод с использованием края линейки и щупов
С помощью прямого края линейки и набора щупов измеряется смещение так, как показано на рисунке ниже.
Угловая несоосность измеряется щупами, конусными калибрами, штангенциркулями и т.д. Разница в зазорах, измеренных в двух противоположных точках, используется для определения направления и величины относительного наклона валов.
3.2.2. Обзор методов, использующих индикаторы часового типа
Два фундаментальных метода центровки, использующих индикаторы часового типа и комплект приспособлений центровочный КПЦ (разработанный компанией «Балтех»), — это радиально-осевой метод и метод обратных индикаторов. Детальная информация по этим двум методам находится в разделах 3.2.2.1 и 3.2.2.2.
3.2.2.1. Радиально-осевой метод
В течение многих лет он был стандартным методом центровки. Преимуществ по сравнению с более современными технологиями у него относительно мало, но на полумуфтах большого диаметра он дает хорошую точность. С его помощью можно замерять биения фланцев больших полумуфт как часть процедуры предварительной проверки.
Когда используется радиально-осевой метод, одно измерение делается по ободу полумуфты для определения смещения вала. Другое измерение производится в осевом направлении на фланце для определения углового положения вала.
Основные ограничения метода:
- Прогиб выносных элементов ограничивает расстояние применимости этой технологии.
- Конструкция муфтового соединения иногда препятствует доступу к плоскости фланца и в этом случае необходимо сочетать его с другими методами, например, щупами.
- Процесс корректировки становится многоэтапным, сначала исключающим параллелизм, а затем концентричность. Поскольку существуют горизонтальные и вертикальные составляющие для каждого компонента, в действительности будет четыре этапа, каждый из которых, если потребуется, может быть повторен.
- Чтобы оценить результат перемещения, необходимо повторное измерение.
- Осевые перемещения вала напрямую влияют на результат измерений.
Хотя, как и в большинстве технологий, имеются определенные преимущества. В ограниченном пространстве только этим методом можно сделать данную работу. Подобный инструмент и методика в большинстве случаев должны использоваться для оценки биения фланцев полумуфт и радиального биения валов в подшипниках.
Многие производители турбин назначают зазор в муфтовом соединении или биение боковой поверхности в качестве допусков при проведении центровки и в этом случае только данные значения необходимо измерять.
Одно важное замечание, относящееся к сопоставлению показаний, полученных методом с использованием индикаторов часового типа (MVR-1701) и лазерных систем, — то, что практически каждая лазерная система покажет положение валов ниже того уровня, где они по предположению должны находиться.
Необходимость разделения этапов центровки и корректировки угловой несоосности и смещения по вертикали и горизонтали с использованием радиальных измерений может замедлить проведение всей процедуры в целом. Во время перемещения механизма вы можете довольно сильно изменить смещение или угол, что потребует проведения повторных измерений и перемещений. Можно было бы закрепить два индикатора на одном стержне, но это не общепринятая практика. Практические ограничения возможности измерений на фланце – одна из причин, почему пренебрегают измерением угловой несоосности, полагаясь на точность изготовления полумуфт. Если имеется смещение или перекос, вы можете ошибочно полагать, что установили механизмы идеально соосно.
3.2.2.2. Метод обратных индикаторов
Обратных индикаторов, обратный снаружи, обратно-радиальный, обратный часовой, двойной обратный – все это термины для одного и того же метода центровки, использующего два индикатора часового типа и комплект приспособлений центровочный КПЦ (разработанный компанией «Балтех»). При его использовании делаются два измерения по окружности муфтового соединения в двух точках для определения смещения валов. Оба вала вращают одновременно или, в некоторых случая, измерения проводятся в два этапа одним индикатором, но с переменой его положения. Угловое положение вала является наклоном между измеренными смещениями в двух точках.
Этот метод был одобрен и рекомендован к применению в России компанией «Балтех». Заметна тенденция роста стандартизации этой техники в широкой области производств.
Главным преимуществом метода является то, что он дает сразу информацию о смещении и об угловом положении валов и обеспечивает простой расчет и графическое построение положения валов при центровке и корректировке. Увеличение расстояния между измерительными точками (А) увеличивает точность определения углового положения валов. Хотя, для индикаторов часового типа практического значения это не имеет, так как требуется ввод компенсационных значений прогиба.
На коротком расстоянии этот метод уступает в точности определения угла радиально-осевому методу, если расстояние А меньше диаметра полумуфты. Как и для всех измерений часовыми индикаторами, расчет центровки и корректировки требует графического построения. Будьте внимательны при считывании обратных показаний положительных и отрицательных значений. Легко перепутать знаки или пропустить полный оборот стрелки индикатора.
Также как и для радиально-осевого метода перемещения машины в значительной степени — результат пробных смещений с повторными измерениями. Преимущество метода обратных индикаторов в том, что корректирующие значения по смещению и углу даются одновременно, что сокращает время проведения центровки.
3.3. Лазерные системы
Несколько типов лазерных систем центровки доступно для решения задач центровки валов. Вместо стальных стержней с часовыми индикаторами, эти системы используют лазерные лучи и электронные детекторы. Одно из главных преимуществ лазерного луча — то, что нет потери точности измерений, вызванной прогибом выносных штанг. Все лазерные системы, включают в себя лазерные излучатели, приемники и электронный блок, который производит расчеты центровки.
В настоящее время существует два типа лазерных систем, основанных на различных методиках.
- Один лазер с одним приемником
- Двойной лазер, использующий метод обратных индикаторов.
3.3.1. Один лазер с одной или двумя мишенями.
Этот тип системы использует авто коллимацию для измерения смещения и угла с помощью отражающей призмы или пяти осевой мишени. Мишень измеряет и вертикальные и горизонтальные компоненты одновременно с углом. Хотя этот метод точен в угловых измерениях на коротких дистанциях, его труднее использовать и для грубой центровки.
Он может быть также чувствителен к люфтам при вращении валов с разъединенными полумуфтами, и без математических компенсаций тут не обойтись. Требуется повторное измерение после каждой подвижки, так как теряется опорная точка.
При этом нельзя определить боковые перемещения самим устройством или независимые повороты каждого вала. Для преодоления такого ограничения необходимо каким-либо образом соединить валы, чтобы заставить их поворачиваться синхронно. Данный тип используется в импортных лазерных системах.
3.3.2. Двойной лазер, использующий метод обратных индикаторов.
Этот тип системы использует главные преимущества метода обратных индикаторов. Две измерительные системы объединяют лазер и приемник в одном блоке. Техника позволяет отображать текущие значения компонент несоосности и непрерывно обновляет показания при перемещении машины.
Последнее поколение систем имеет разрешение 0,001 мм с фильтрацией для компенсации колебаний воздуха или механической вибрации.
Удобство системы в ее гибкости, которое особенно заметно в грубой центровке и технике конуса, применяемой при центровке карданных валов на больших расстояниях или приводов градирен. Данный тип используется в приборах и системах лазерной центровки валов, разработанных компанией «Балтех».
Источник
Центровка валов электродвигателей и рабочих машин
1. Непосредственное соединение при помощи муфты
Центровка валов электродвигателей и соединенных с ним рабочих машин непосредственно влияет на техническое состояние как электродвигателей, так и самих машин. Параллельное смещение осей валов электродвигателей и рабочих машин вызывает деформацию упругих элементов соединительных муфт, пульсацию передаваемых моментов, а также радиальные усилия, передаваемые на подшипники. Угловое смещение осей валов вызывает значительно меньшие пульсации скорости валов, чем их параллельное смещение. Как и параллельное, угловое смещение наиболее опасно при жестком соединении валов. Неправильная центровка валов электродвигателей и рабочих машин в некоторых случаях приводит к возникновению пульсаций токов и моментов.
Центровка электродвигателя относительно вала вращаемой им машины является одной из наиболее ответственных и трудоемких операций при монтаже.
Чтобы обеспечить нормальную работу центрируемых валов и правильное распределение нагрузок между подшипниками при непосредственном соединении электродвигателя с рабочей машиной (при помощи муфты), валы соединяемых машин должны быть установлены в такое положение, при котором торцевые поверхности полумуфт в горизонтальной и вертикальной плоскостях будут параллельны, а оси валов будут располагаться на одной линии. Практически бывает трудно добиться строгой параллельности плоскостей полумуфт, поэтому валы приходиться соединять при некоторой несоосности их. Величина несоосности зависит от типа применяемых полумуфт. При правильном (соосном) соединении электродвигателя и механизма они работают спокойно, без вибрации.
Путем перемещения двигателя на небольшие расстояния в горизонтальной и вертикальной плоскостях добиваются такого взаимного положения валов двигателя и рабочей машины, при котором величины зазоров между полумуфтами будут равны. Центровка производится в два приема: предварительная и окончательная. При предварительной центровке стальную линейку или стальной угольник прикладывают к образующим обеих полумуфт и проверяют, есть ли зазор между ребром линейки и полумуфтами.
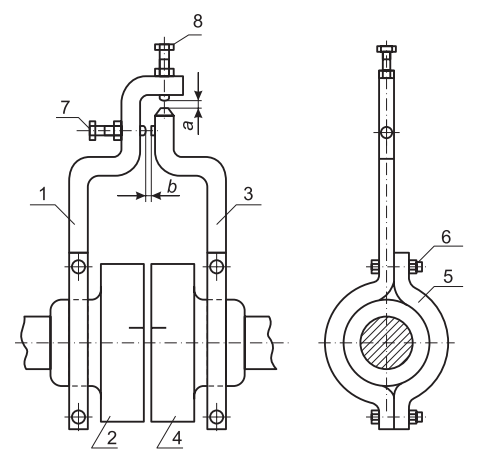
Рис. 1. Центровочные скобы: 1 — наружная скоба; 2 — полумуфта; 3 — внутренняя скоба; 4 — электродвигатель; 5 —хомут; 6, 7, 8 — болты
Такую проверку выполняют в четырех местах: вверху, внизу и в двух боковых направлениях. Если зазор есть, то под лапы электродвигателя подкладывают прокладки толщиной 0,5—0,8 мм. При этом число тонких прокладок не должно превышать 3—4 штук, так как при большем числе прокладок может нарушиться центровка. Если по условиям центровки прокладок оказывается больше, то их необходимо заменить общей прокладкой большей толщины.
Окончательную центровку проводят при помощи одной пары центровочных скоб (рис. 1). Наружная скоба 1 закрепляется на полумуфте 2 рабочей машины, а внутренняя скоба 3 — на полумуфте электродвигателя 4.
Скобы крепятся на полумуфтах при помощи хомутов 5 и болтов 6. В процессе центровки измеряют радиальные a и осевые b зазоры при помощи щупов, индикаторов или микрометров. При этом индикатор или микрометрическую головку устанавливают на место болтов 7 и 8.
Существуют и другие типы скоб для центровки электродвигателя с механизмом; некоторые из них изображены на рис. 2 и 3.
Центровочные скобы устанавливают друг против друга при совпадении маркировочных пометок (рисок) на полумуфтах, поставленных во время спаренной обработки полумуфт на станке или нанесенных перед рассоединением их в начале ремонта. Пометки лучше всего ставить зубилом.
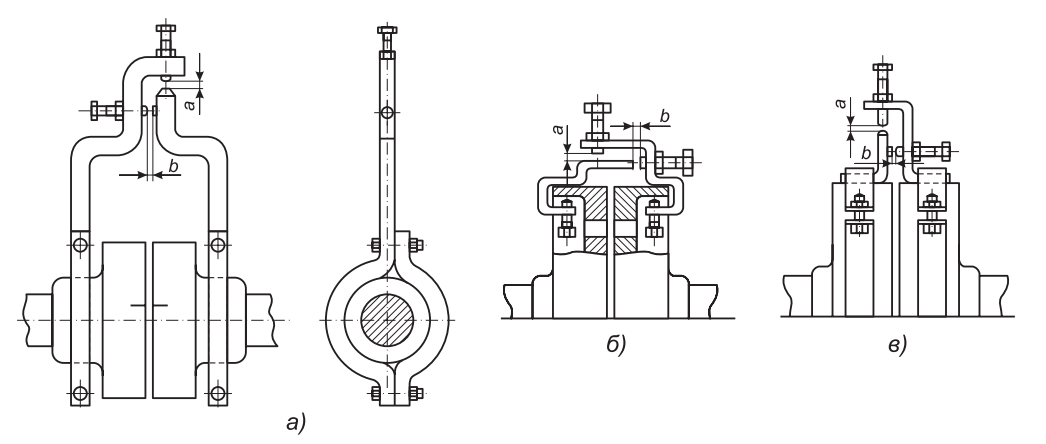
Рис. 2. Скобы для центровки полумуфт:  а — центровочные скобы; б — центровочные приспособления; в — центровочные приспособления с хомутами
а — центровочные скобы; б — центровочные приспособления; в — центровочные приспособления с хомутами
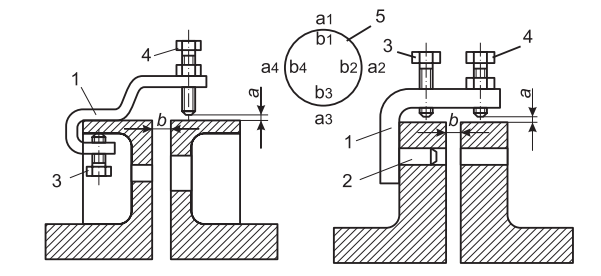
Рис. 3. Скобы для центровки электродвигателя с механизмом: 1 — скоба; 2 — палец; 3 — прижимной или стопорный болт; 4 — болт для замера зазора; 5 — рекомендуемая форма записи значений зазоров
Посредством винтов устанавливают зазоры по окружности и торцу в пределах 1—2 мм, проверяя отсутствие задевания скоб друг за друга при одновременном проворачивании обеих валов на 360° в направлении вращения электродвигателя. Для измерения зазоров по окружности и торцу оба вала одновременно поворачивают от исходного верхнего положения на 90, 180 и 270°. При каждом из этих положений пластинки щупа должны входить с легким усилием, одинаковым во всех замерах.
При помощи щупа измеряют радиальный зазор a между болтом скобы и полумуфтой и аксиальный зазор b между торцами полумуфт (рис. 3).
Затем поворачивают оба ротора относительно первоначального положения на 90, 180 и 270° и в каждом из этих положений замеряют зазоры a и b. Значения радиальных зазоров записывают вне окружности, аксиальных — внутри окружности, как указано на рис. 3.
Если при проворачивании валов радиальные зазоры a остаются неизменными, а аксиальные зазоры b меняются, то значит, что центры валов совпадают, но оси валов расположены одна к другой под некоторым углом (рис. 4а).
При параллельности валов двигателя и рабочей машины и наличии между ними сдвига (рис. 4б) аксиальные зазоры b при проворачивании валов остаются неизменными, а радиальные зазоры a изменяются.
Наконец, при сдвиге центров валов и расположении осей валов под углом (рис. 4в) будут меняться величины как аксиальных зазоров b, так и радиальных зазоров a.
В заключение валы устанавливают в первоначальное положение (скоба вверху) и вновь замеряют зазор a, который должен совпасть с тем же зазором, замеренным в начале проверки.
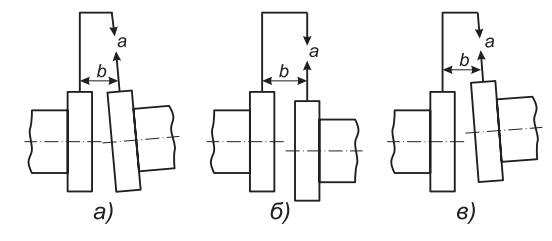
Рис. 4. Центровка валов при помощи одной пары скоб: а — центры валов совпадают, но оси расположены под углом; б — валы параллельны, но между ними имеется сдвиг; в — центры валов сдвинуты, а их оси расположены под углом
Отличие в результатах замера зазоров в начале и в конце проверки более чем на 0,02 мм недопустимо и свидетельствует о недостаточно жестком креплении скобы или о смещении валов в осевом направлении. В этом случае скобу следует укрепить более надежно и замер зазоров повторить. Для исключения ошибок от осевого смещения валов при первом замере и после каждого проворачивания необходимо при помощи лома или другим способом подавать валы друг к другу до упора.
Точность центровки определяется сравнением зазоров замеренных в противоположных точках полумуфт. Разность значений этих зазоров (a1 – a3; a2 – a4; b1 – b3; b2 – b4) должна быть не более указанной в табл. 1.1.
Таблица 1.1. Допустимая разность зазоров
Допустимая разница в значениях зазоров, мм, при частоте вращения, об/мин
Полужесткая или с полужесткими пальцами
Примечание. Меньшая разница в значениях зазоров относится к аксиальным зазорам, а большая — к радиальным.
Расцентровка в горизонтальной плоскости (большая разница в зазорах a2 и a4; b2 и b4) устраняется перемещением по горизонтали корпуса электродвигателя. Расцентровка в вертикальной плоскости (большая разница в зазорах a1 – a3; b1 – b3) устраняется путем изменения толщины подкладок под лапами электродвигателя. Для точной центровки применяется стальная фольга. Количество прокладок должно быть минимальным, так как при большом числе прокладок центровка со временем может нарушиться. Несколько тонких подкладок заменяйте на одну более толстую. Несколько более толстых — на одну еще более толстую. Обязательное условие центровки — после каждого изменения толщины подкладок производите полную затяжку крепежных болтов электродвигателя. Неполная или некачественная затяжка болтов, крепящих двигатель к фундаменту или к монтажной раме, дает неправильную картину изменения зазоров в процессе регулировки.
Хаотичная регулировка зазоров требует очень много времени и сил. Для более быстрого процесса регулировки необходима определенная последовательность в операциях по устранению зазоров.
Первое, что нужно сделать — установить валы параллельно в вертикальной плоскости (соблюдается равенство зазоров b1 = b3), подкладывая подкладки под передние лапы электродвигателя или удаляя их из-под задних лап. Когда равенство зазоров b1 и b3 установлено, проверяете вертикальное смещение валов электродвигателя и приводного механизма (разность зазоров a1 – a3). Если a1 больше a3, вал электродвигателя расположен ниже вала приводного механизма, если же a1 меньше a3 — электродвигатель поднят выше нормы. Разность зазоров a1 – a3 дает толщину подкладки, которую необходимо подложить под передние и задние лапы электродвигателя или, наоборот, удалить (толщину подкладок замеряйте микрометром). Затем снова проверьте допустимую разницу зазоров a1 – a3 и b1 – b3.
Если она находится в пределах нормы, приступайте к регулировке в горизонтальной плоскости. Регулировка производится смещением корпуса двигателя вправо или влево. В заключение еще раз проверьте точность центровки, сравнивая разность значений зазоров (a1 – a3; a2 – a4; b1 – b3; b2 – b4).
2. Соединение клиноременной передачей
В механических приводах ременные передачи могут служить как для увеличения вращающего момента на приводном валу, так и для увеличения скорости вращения. Клиновидные ремни имеют лучшее сцепление со шкивом и относительно малое скольжение по сравнению с плоскими
ремнями; благодаря этому можно осуществлять передачи с большим (до 10) передаточным числом.
При выборе минимального межосевого расстояния принимают
Источник



