
- Нанесение порошковых покрытий
- Нанесение порошкового полимерного покрытия
- Электростатическое напыление
- Трибостатическое напыление
- Таблица. Характеристики основных типов конверсионных покрытий.
- Статьи по теме
- Порошковое покрытие металлических изделий
- Термопластичная краска
- Сурик железный порошок
- Нанесение порошковой краски
- Электростатический и трибостатический метод покраски
- Недостатка данного метода
Нанесение порошковых покрытий
Нанесение порошкового полимерного покрытия
Существуют различные технологии и методы нанесения порошковых покрытий. Электростатический и трибостатический методы являются наиболее популярными и распостраненными.
Электростатическое напыление
Технология порошковой окраски электростатическим напылением.
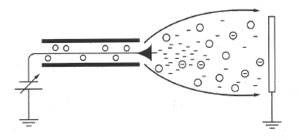
Рис. 1 — Технология зарядки коронным разрядом
Его популярность обусловлена следующими факторами: высокая эффективность зарядки почти всех порошковых красок, высокая производительность при порошковом окрашивании больших поверхностей, относительно низкая чувствительность к влажности окружающего воздуха, подходит для нанесения различных порошковых покрытий со специальными эффектами (металлики, шагрени, мауары и т.д.).
Наряду с достоинствами электростатическое напыление имеет ряд недостатков, которые обусловлены сильным электрическим полем между пистолетом распылителем и деталью, которое может затруднить нанесение порошкового покрытия в углах и в местах глубоких выемок. Кроме того, неправильный выбор электростатических параметров распылителя и расстояния от распылителя до детали может вызвать обратную ионизацию и ухудшить качество полимерного порошкового покрытия.
Оборудование для порошковой окраски — электростатический пистолет распылитель есть типовом комплексе порошковой окраски Альфа Колор.
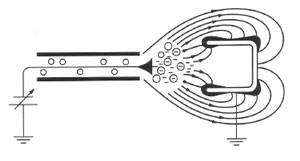
Рис. 2 — Эффект клетки Фарадея
Эффект клетки Фарадея — результат воздействия электростатических и аэродинамических сил.
На рисунке показано, что при нанесении порошкового покрытия на участки, в которых действует эффект клетки Фарадея, электрическое поле, создаваемое распылителем, имеет максимальную напряженность по краям выемки. Силовые линии всегда идут к самой близкой заземленной точке и скорее концентрируется по краям выемки и выступающим участками, а не проникают дальше внутрь.
Это сильное поле ускоряет оседание частик, образуя в этих местах порошковое покрытие слишком большой толщины.
Эффект клетки Фарадея наблюдается в тех случаях, когда наносят порошковую краску на металлоизделия сложной конфигурации, куда внешнее электрическое поле не проникает, поэтому нанесение ровного покрытия на детали затруднено и в некоторых случаях даже невозможно.
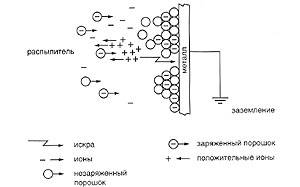
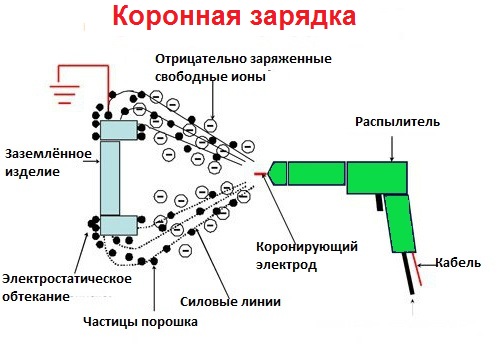
Рис. 3 — Обратная ионизация
Обратная ионизация вызывается излишним током свободных ионов от зарядных электродов распылителя. Когда свободные ионы попадают на покрытую порошковой краской поверхность детали, они прибавляют свой заряд к заряду, накопившемуся в слое порошка. Но поверхности детали накапливается слишком большой заряд. В некоторых точках величина заряда превышается настолько, что в толще порошка проскакивают микро искры, образующие кратеры на поверхности, что приводит к ухудшению качества покрытия и нарушению его функциональных свойств. Также обратная ионизация способствует образованию апельсиновой корки, снижению эффективности работы распылителей и ограничению толщины получаемых покрытий.
Для уменьшения эффекта клетки Фарадея и обратной ионизации было разработано специальное оборудование, которое уменьшает количество ионов в ионизированном воздухе, когда заряженные частицы порошка притягиваются поверхностью. Свободные отрицательные ионы отводятся в сторону благодаря заземлению самого распылителя, что значительно снижает проявление вышеупомянутых негативных эффектов. Увеличив расстояние между распылителем и поверхностью детали, можно уменьшить ток пистолета распылителя и замедлить процесс обратной ионизации.
Трибостатическое напыление
Технология порошковой окраски трибостатическим напылением.
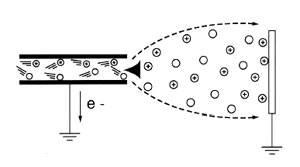
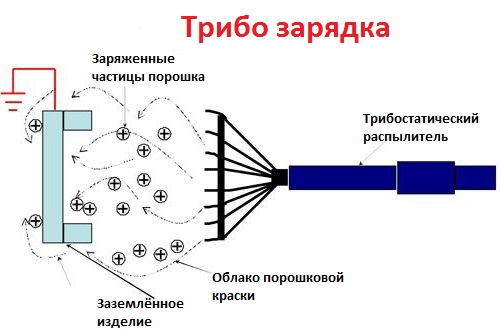
Рис. 4 — Трибостатическое напыление — зарядка трением.
В отличие от электростатического напыления, в данной системе нет генератора высого напряжения для распылителя. Порошок заряжается в процессе трения.
Главная задача — увеличить число и силу столкновений между частицами порошка и заряжающими поверхностями пистолета распылителя.
Одним из лучших акцепторов в трибоэлектрическом ряду является политетрафторэтилен (тефлон), он обеспечивает хорошую зарядку большинства порошковых красок, имеет относительно высокую износоустойчивость и устойчив к налипанию частиц под действием ударов.
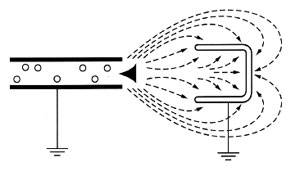
Рис. 5 — Отсутствует эффект клетки Фарадея
В распылителях с трибостатической зарядкой не создается ни сильного электрического поля, ни ионного тока, поэтому отсутствует эффект клетки Фарадея и обратной ионизации. Заряженные частицы могут проникать в глубокие скрытые проемы и равномерно прокрашивать изделия сложной конфигурации.
Также возможно нанесение нескольких слоев краски для получения толстых порошковых покрытий.
Распылители с использованием трибостатической зарядки конструктивно более надежны, чем пистолеты распылители с зарядкой в поле коронного разряда, поскольку они не имеют элементов, преобразующих высокое напряжение. За исключением провода заземления, эти распылители являются полностью механическими, чувствительными только к естественному износу.
Таблица. Характеристики основных типов конверсионных покрытий.
| Тип фосфатного покрытия | Цвет | Слой (г/м 2 ) | Толщина (мкм) | Пористость(%) | Твёрдость по карандашу |
|---|---|---|---|---|---|
| Железофосфатное Fe3(PO4)2·8H2O | Синий | От 0,1 до 0,5 | От 0,1 до 0,5 | От 0,5 до 1 | Н |
| Цинкжелезофосфатное Zn2Fe(PO4)2·4H2O | Умеренно серый | От 10 до 30 | От 5 до 15 | От 0,05 до 0,4 | НВ |
| Цинкфосфатное Zn3(PO4)2·4H2O | Серый | От 2 до 10 | От 1 до 5 | От 0,05 до 0,5 | От НВ до >Н |
| Цинккальцийфосфатное Zn2Ca(PO4)2·2H2O | Светло серый | От 1,5 до 6 | От 1 до 3 | От 0,05 до 0,4 | От НВ до >Н |
| Марганецфосфатное (MnFe)5H2(PO4)4·4H2O | Тёмно серый | От 8 до 40 | От 3 до 25 | От 0,5 до 3 | От В до >НВ |
Статьи по теме

Порошковое покрытие металлических изделий
Формирование покрытий связано с процессами сплавления частиц, растекания расплава и химического отверждения (в случае термореактивных красок).

Термопластичная краска
Термопласты раньше термореактивных пленкообразователей стали применять для получения порошковых красок.

Сурик железный порошок
Готовят 100 мл молярного раствора железного купороса и 100 мл молярного раствора щавелевокислого аммония или натрия.
Источник
Нанесение порошковой краски

Важной операцией технологического процесса получения порошковых покрытий является нанесение порошковых красок на изделие. Существуют различные способы, но наиболее распространен способ пневматического распыления. Наносят краску с помощью компрессора и сжатого воздуха посредством краскораспылителя ручного или автоматического и удерживается на поверхности при помощи заряда. Существуют 2 способа зарядки порошковой краски: электростатический и трибостатический. В случае электростатического напыления (его еще называют «корона») заряд подается на краску с зарядного устройства. Часто генератор высокого напряжения бывает встроен в краскораспылитель. Величина заряда 40 – 80 кв. При трибостатическом способе краска получает заряд в результате трения о диэлектрик (в процессе прохождения краски по стволу краскораспылителя, ствол как раз и является диэлектриком).
И тот и другой способ имеет свои достоинства и недостатки. На участке порошкового напыления желательно иметь, как трибостатический так и электростатический пистолет. Электростатическим способом можно наносить любую порошковую краску, для трибостатики есть ограничения. В частности, металлонаполненные краски нельзя наносить трибораспылением, т.к. входящие в их состав металлические пигменты плохо заряжаются трением. В настоящее время производители порошковых красок предлагают трибо-добавки, которые улучшают способность красок заряжаться трением. При электростатическом способе часто возникают проблемы такого рода, как обратная ионизация, непрокрас изделий сложной конфигурации (мертвые зоны, карманы, углубления), стекание краски с острых кромок. При трибостатическом распылении эти проблемы решаются успешно. Часто возникает необходимость повторного покрытия порошковой краски на ранее окрашенную поверхность. В данном случае трибостатическое распыление дает хорошие результаты. Кроме того этот метод пожаробезопасен. Трибораспылители просты в эксплуатации и ремонте. Рассмотрим из чего состоит трибостатический и электростатический краскораспылитель.
Краскораспылители могут быть оснащены встроенными бугнкерами или отдельными питателями. Пистолеты со встроенными бункерами менее производительны (емкость бункера
300 – 400гр.), но эффективны при частой смене цвета. Питатели представляют собой емкость, имеющую пористую перегородку. В емкость засыпается краска, а через пористую перегородку подается сжатый воздух, который переводит краску во взвешенное состояние («кипящий слой»). Краска к распылителю подается с помощью эжектора – специального устройства, в котором происходит засасывание краски также благодаря сжатому воздуху. В некоторых устройствах краска забирается непосредственно из транспортной тары, при этом коробка устанавливается на вибрирующую платформу.
Окраска должна производиться в окрасочной камере. Камеры могут быть различных типов и размеров, односторонние и двусторонние (для окраски с 2-х сторон двумя распылителями), тупиковые и проходные. Такая конструкция должна быть хорошо освещена, снабжена надежной вентиляционной системой. Лучше, если эта система имеет несколько ступеней улавливания окрасочных выбросов. Чаще всего это достигается использованием циклона и фильтров тонкой очистки. При правильно подобранном оборудовании можно достичь качества очистки воздуха от окрасочной пыли 98%. Частицы краски, улавливаемые циклоном, можно возвращать в технологический цикл, но использовать в качестве добавки (до 30%) к новой краске того же цвета.
Удерживается краска на поверхности изделия благодаря разности зарядов частиц краски и поверхности изделия. Окрашиваемое изделие должно быть хорошо заземлено (для этого используется заземляющий провод). Сам распылитель должен быть также заземлен для безопасности и стекания заряда с корпуса краскораспылителя.
Движение краски осуществляется при помощи сжатого воздуха. Давление воздуха для электростатического распыления несколько ниже, чем для трибостатического, оно измеряется манометром и составляет 1,5 – 4атм. Большое значение при порошковой окраске нужно уделять качеству сжатого воздуха. В соответствии с ГОСТ9.402-80 сжатый воздух должен быть сухим и чистым. Для очистки и осушения воздуха используются фильтры. Они могут быть разнообразными, но должны содержать фильтр очистки от механических примесей и масловлагоотделитель.
Важным моментом при порошковой окраске является подбор подвесок или приспособлений для размещения окрашиваемых изделий. Изделия должны располагаться на приспособлении так, чтобы было удобно окрашивать всю поверхность, все труднодоступные места, избегать касания или экранирования рядом расположенных изделий. В качестве подвесок можно использовать канцелярские скрепки или изготавливать металлические крючки, скобы кассеты и т.д. Но надо помнить, что краска накапливается на поверхности приспособления и ее необходимо время от времени удалять, а это очень трудная задача. Удалить порошковые покрытия можно обжигом при температуре 600 град.С, дробеструйной обработкой или в горячем растворе щелочи. Сейчас появились специальные смывки, которые можно использовать для этих целей.
Иногда возникает необходимость изолировать места на поверхности изделия, не подлежащие окрашиванию. Для этого можно использовать алюминиевую фольгу, специальный термоскотч или заглушки из прокаленного дерева.
Существуют специальные насадки и рассекатели, при помощи которых можно добиться разной формы факела, необходимой для окраски того или иного изделия. Расстояние самое оптимальное от краскораспылителя до поверхности, которую надо покрасить, 20 -25см. В некоторых случаях можно применять способ окраски нагретого изделия. Для этого окрашиваемое изделие предварительно нагревают и потом наносят порошковую краску. Следует знать, что изделие не должно быть слишком горячее во избежание получения толстослойного покрытия.
При смене другого цвета краски краскораспылитель, стены окрасочной камеры, циклон необходимо хорошо очистить и обдуть сжатым воздухом. Если при окраске обнаружен дефект покрытия, краску можно удалить сжатым воздухом. Для этого необходимо иметь обдувочный пистолет.
При серийной окраске изделий можно автоматизировать процесс. Для этого используют несколько манипуляторов с автоматической подачей краски.
Необходимо следить за чистотой помещения, проводить периодические влажные уборки, очистку рекуператоров. Для удобства при уборке оборудования можно использовать пневмопылесос.
Источник
Электростатический и трибостатический метод покраски

Стоит сразу прояснить, что трибостатический метод, является одним из видов электростатического.
Его особенность в том, что возникает заряд частиц в результате трения частиц краски о специальную поверхность окрасочного пистолета. Таким образом, удается добиться положительного заряда частиц, которые требуется для притяжения краски к поверхности окрашиваемого изделия. Также, благодаря этому, она будет удерживаться на поверхности без предварительного нагрева изделия.
Если сравнивать трибостатический метод с более традиционным методом, то он характеризуется рядом преимуществ, но, также и недостатков. Так, при трибостатическом методе зарядки есть возможность добиться более толстого финального покрытие покрытия. Также намного качественнее закрашиваются труднодоступные места изделий. К тому же, в таком случае оборудование для порошкового окрашивания выйдет гораздо дешевле.
Недостатка данного метода
Что касается недостатков этого метода, то к ним можно отнести то, что заряд краски не настолько стабилен. Он зависит, прежде всего, от вида порошковой краски. На процесс может существенно повлиять то, насколько воздух в помещении влажный. Нельзя долго и непрерывно окрашивать, следовательно, этот метод не подходит для автоматических линий порошковой окраски.
Если при покраске металла в Москве вы используете электростатические напылители, то можете забыть про недостатки. Но тогда и стоимость покраски металла обойдется дороже, так как потребуется другое оборудование. К тому же не забывайте про расходы на электричество. Но если вы готовы к расходам, то тогда этот метод будет вас только радовать.
Теперь, когда вы знаете о достоинствах и недостатках этих методов, выбор только за вами! Стоит хорошо подумать, что будет более целесообразным выбрать, для каких целей вам нужно окрашивание порошком и тогда будет легче принять осмысленное решение.
Источник



