Наиболее простой способ — непосредственная установка фрезы на шпинделе с зажимом ее гайкой. Направление резьбы должно быть противоположно направлению вращения шпинделя.
Для установки концевых фрез на шпиндель используют патроны. Затылованные фрезы закрепляют хвостовиком в цанговом патроне. Однорезцовые незатылованные фрезы закрепляют в специальных патронах винтом.
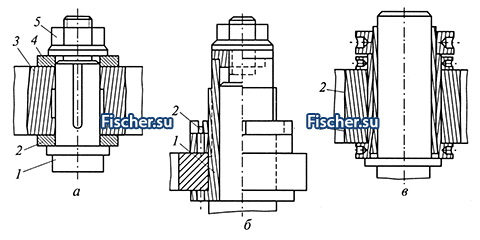
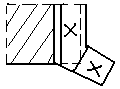
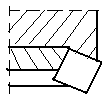
При непосредственной посадке на шпиндель (рис. а) фреза 3 упирается в буртик шпинделя 7 и зажимается гайкой 5. Для изменения положения фрезы по высоте используют простановочные кольца 2, прокладки или шайбы 4.
Если диаметр посадочного отверстия больше диаметра шпинделя, применяют посадку на шпиндель через втулку (рис. б). Фрезу сначала закрепляют на втулке 1 гайкой 2, а затем втулку устанавливают на шпиндель и крепят затяжной гайкой.
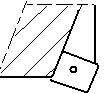
В случае, когда шпиндель не имеет резьбы для крепления фрезы, используют цанговую оправку (рис. в). Оправка имеет внутреннюю конусную разрезную 1 и наружную 2 втулки. Фрезу устанавливают на наружную втулку и крепят гайкой. Затем оправку с инструментом устанавливают на шпиндель и закрепляют, вращая верхнюю затяжную гайку. При этом наружная втулка смещается по внутренней конической, в результате чего ее разрезная часть плотно охватывает шпиндель.
Способы крепления фрезерного режущего инструмента на шпинделях станков:
a — непосредственной посадкой; б — посадкой через проходную втулку; в — цанговой оправкой
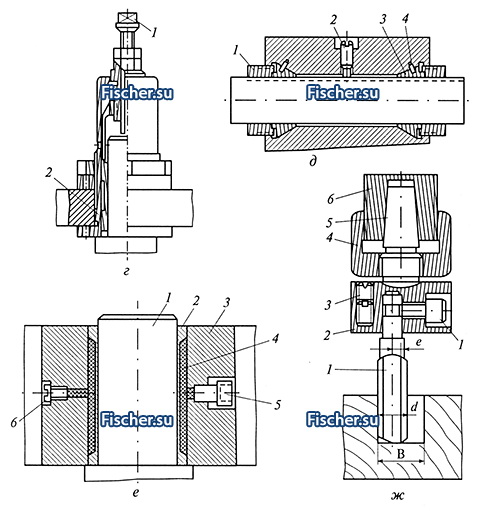
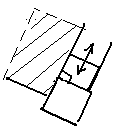
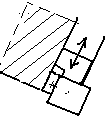
Если шпиндель станка не имеет осевого регулировочного перемещения, фреза может крепиться в установочной головке, снабженной устройством для регулирования положения фрезы относительно рабочей поверхности стола (рис. г). Положение головки 2 с фрезой регулируют при ослабленной внутренней втулке вращением винта 1, который упирается в торец шпинделя.
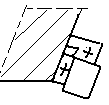
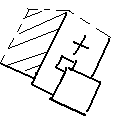
Распространено стандартное крепление (рис. д) ножевой головки на горизонтальном шпинделе двумя короткими конусными цангами 3, зажимаемыми гайками 1. Штифты 4 в корпусе головки входят в прорези цанг, предотвращая их поворот. Направляющий винт 2 при ввинчивании входит в шпоночный паз шпинделя и служит для фиксирования головки и увеличения надежности передачи крутящего момента.
В зарубежных моделях станков получили распространение гидропластмассовые устройства для закрепления фрез на шпинделях (рис. е). Тонкостенная втулка 2 запрессована в корпус фрезы 3. Внутренняя поверхность втулки одновременно является центрирующей и зажимающей. В полость между втулкой и фрезой под давлением нагнетается гидропластмасса 4. Давление создают вращением винта-плунжера 5. Для открепления фрезы давление в полости уменьшают, вывинчивая винт 6. Крепление обеспечивает повышенную точность центрирования фрезы на шпинделе 1.
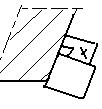
Способы крепления фрезерного режущего инструмента на шпинделях станков:
г — в установочной головке; д — двумя короткими конусными цангами; е — гидропластмассовым устройством; ж — в специальном эксцентричном патроне
Концевые фрезы затылованные крепят в цанговых патронах, незатылованные — в специальных патронах с эксцентриситетом е оси отверстия под инструмент относительно оси хвостовика патрона (рис. ж). Фреза 2 удерживается в корпусе патрона 3 винтом 1. Хвостовик 5 патрона устанавливают в конусное отверстие шпинделя 6 и затягивают гайкой 4. В корпусе патрона имеется шесть отверстий для ввинчивания балансировочных винтов.
Автор: доктор технических наук, профессор В.В. Амалицкий
Источник
Закрепление концевых и торцевых фрез
Концевые фрезы с цилиндрическим хвостовиком устанавливаются и закрепляются путем применения цанговых патронов. Цанговые патроны изготавливаются с хвостовиками конусностью 7 : 24 и с конусом Морзе. Для обоих типов производятся унифицированные цанги. Конструкция и размеры патронов и цанг приведены в табл.VI.8 .
Втулки переходные для концевых фрез с коническими хвостовиками производятся с наружным конусом Морзе и конусностью 7 : 24 ( табл. VI.9 ).
Таблица VI.8 . Патроны и цанги для концевых фрез с цилиндрическим хвостовиком, мм
Патрон с хвостовиком конуса 7:24 (МН 25—64)
Патрон с хвостовиком конуса Морзе (МН 26—64)
Цанги к патронам (МН 27-64)
Обозначение конца шпинделя
6113-0001 6113-0002 6113-0003 6113-0004
6113-0005 6113-0006 6113-0007
6113-0003 6113-0009 6113-0010 6113-0011
Таблица VI.9 . Втулки переходные для концевых фреp с коническими хвостовиками
По ГОСТ 13789—68
6101-0075 6101-0076 6101-0077
По ГОСТ 13792—68 с отжимной гайкой
По ГОСТ 13790—68
6103-0003 6103-0004 6103-0005
По ГОСТ 13791—63 с торцевым пазом для отправок
Размер паза В, мм
Набор втулок позволяет устанавливать в шпинделях различных металлорежущих станков фрезы с коническими хвостовиками от конуса Морзе 1 до конуса Морзе 6. Втулки с отжимной гайкой обеспечивают облегченный съем втулки с инструментом. Втулки с наружным конусом 7 : 24 имеют фланец с пазами, которыми они соединяются с шипами на торце шпинделя станка при их установке. использование этих втулок требует обязательного закрепления их шомполом, который затягивает втулку в гнездо шпинделя.
Втулки переходные с наружным конусом 7 : 24 и торцевым пазом для установки различных оправок и патронов, хвостовики которых имеют конус Морзе и лыску.
Быстродействующие патроны целесообразно применять в условиях обработки с частой сменой инструментов. Патроны позволяют осуществлять смену фрез без необходимости использовать шомпол, что значительно экономит время
На рис. VI.5 показаны два патрона для закрепления концевых фрез с коническими хвостовиками.
В первом патроне ( рис.VI.5, a ) фреза предварительно закрепляется в переходной втулке 2 винтом 4. Втулка 2 имеет на своем фланце два выступа (второй на рисунке не показан). С закрепленным инструментом втулка вставляется в конусное отверстие корпуса 3 патрона, закрепленного в шпинделе станка шомполом, и затягивяется гайкой 1. Во фланце гайки 1 имеются прорези, соответствующие выступам на фланце втулки 2. Это позволяет, не отвинчивая полностью гайку 1, а только совместив ее прорези 5 с выступами, установить втулку на место, затем поворотом гайки на некоторый угол затянуть втулку с инструментом в конусное гнездо.
Рис. VI.5. Быстродействующие патроны для концевых фрез
Второй патрон (рис . VI.5, б) имеет переходный фланец 8, закрепляемый четырьмя винтами 10 к торцу шпинделя станка. Шипы шпинделя входят в пазы фланца 8 и передают ему крутящий момент. Отверстие фланца имеет два паза, соответствующие двум выступам на втулке 5. Фреза предварительно устанавливается в отверстие втулки 5 и закрепляется винтом 9.
На наружную резьбу фланца 8 навернута ганка 6, в ней имеется винт 7, цилиндрическое окончание которого входит в канавку, образованную на цилиндрической поверхности фланца. Канавка занимает только половину окружности фланца. Винт 7 ограничивает поворот гайки 6 половиной окружности.
Фланец гайки 6 имеет дна паза, такие же, как у фланца 8. Совместив пазы гайки и фланца, втулку 5 с фрезой можно вставить в гнездо шпинделя. Повернув затем гайку 6 по часовой стрелке, затягивают втулку 5, закрепляя ее и инструмент. Подобные патроны нормализованы. По нормали машиностроения МН 5553— 64 выполняется шесть типоразмеров патронов с внутренним конусом Морзе от 1 до 4 и для концов шпинделей 40 и 50.
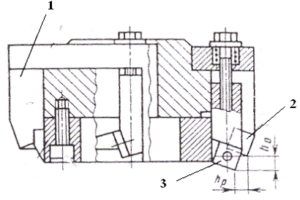
Эксцентриковые патроны применяются для фрезерования шпоночных гнезд и других мерных и точных пазов немерными концевыми фрезами. Использование патронов позволяет значительно сократить номенклатуру режущих инструментов. На рис. VI.6 показан один из таких патронов.
Хвостовиком 1 патрон закрепляется в шпинделе станка. В корпусе патрона имеется глухое отверстие, ось которого смещена относительно оси вращения патрона на величину е. Ось отверстия под цилиндрический хвостовик фрезы 5 во втулке 2 также смещена на величину е’.
Рис.VI.6. Эксцентриковый патрон
Вследствие двойного эксцентриситета при поворачивании втулки 2 в корпусе патрона ось закрепленной в ней фрезы будет удаляться от оси вращения шпинделя или приближаться к ней. Соответственно этому будет изменяться ширина фрезеруемого паза. Фреза закреплена во втулке двумя винтами 3, а втулка заплечиками гайки 4 прижата к корпусу патрона. Чтобы облегчить установку и смещение оси фрезы, на втулке имеются деления, которые видны через оконце в корпусе патрона (на рисунке не показано); в нем же имеется нулевая риска для отсчета. Фрезу нужно закреплять во втулке 2 таким образом, чтобы ее зуб (на линии а торцевой плоскости) был расположен в общей диаметральной плоскости (д—д) с нулевым делением. Диаметр фрезы при работе с рассмотренным патроном берется меньше номинальной ширины паза на 0,1—0,15 мм.
Закрепление насадных торцевых фрез осуществляется при помощи стандартизированных консольных оправок. Конструкции, основные размеры и обозначения консольных оправок для насадных фрез приведены в табл. VI.10—VI.12 .
Торцевые фрезы больших диаметров — 250—630 мм (так называемые головки) — с цилиндрическими посадочными отверстиями могут закрепляться непосредственно на шпинделе ( рис. VI.7, а ) станка. Они центрируются наружной цилиндрической поверхностью шпинделя, закрепляются четырьмя болтами 1 на его торце и ведутся шипами 3 шпинделя, входящими в пазы корпуса фрезы.
Другим способом крепления является центрирование фрезы переходной оправкой ( рис. VI.7, б ). Здесь фреза 6 посадочным отверстием насаживается на цапфу оправки 8, затянутой в гнездо шпинделя 5 штребелем 4. Фреза крепится к торцу шпинделя четырьмя винтами и ведется шипами 7, находящимися на его торце. Более точное н жесткое крепление достигается посадкой корпуса фрезы 6 ( рис. VI.7, в ) своим посадочным коническим отверстием на наружную конусную поверхность оправки 9. В этом случае оправка затягивается в гнездо шпинделя штребелем, а ведется шипами на торце шпинделя, входящими в пазы на ее фланце. Корпус фрезы, в свою очередь, затягивается на конус оправки торцевым винтом 10.
Рис. VI.7. Способы крепления больших насадных торцевых фрез — головок
Установка и смена режущего инструмента на фрезерных станках занимает значительное время; особенно оно важно в условиях крепления штепселем на вертикальных консольных, бесконсольных станках. Если не представляется возможным модернизировать эти станки, оборудовав их пневмошомпольными устройствами, то следует внимательно отнестись к обеспечению каждого из этих рабочих мест фрезеровщика наборами специальных накидных ключей для завинчивания всех встречающихся в практике работы гаек и винтов, закрепляющих фрезы и оправки к ним.
Пневмошомпольные или механизированные шомпольные зажимы значительно облегчают труд и сокращают время, затрачиваемое на смену инструмента. Механизированный зажим, автоматически закрепляющий инструмент на современных фрезерных станках с ЧПУ показан здесь .
На рис. VI.8 изображен один из пневмошомпольных механизмов зажима. Корпус 10 механизма болтами 17 закреплен на верхнем торце ползуна шпинделя. Стакан 8, внутри которого размещена пружина 1 с шомполом 16, резьбой соединен с верхним конном шпинделя 15 станка и застопорен винтами 9. Второй наружный стакан 4 вмещает в себя стакан 8 и, в свою очередь, входит в центральное отверстие ступицы корпуса поршня 3. С ним он соединен двумя радиально-упорными шарикоподшипниками 5, закрепленными гайкой б, навернутой на резьбу в верхнем конце стакана 4. При вращении шпинделя 15 станка шомпол 16, стаканы 8 и 4 с пружиной также свободно вращаются. Поршень 3 работает в пневмоцилиндре 2, который жестко соединен с корпусом 10 механизма рядом болтов. Крышкой 7 закрыты выступающие наружу части поршня и стакан 4. Механизм работает следующим образом.
В хвостовик оправки 13 ввернут переходник 12, который, в свою очередь, ввернут во втулку 11 так, чтобы паз 14 фланца оправки расположился против шипа на торце шпинделя. Поворотом рукоятки пневмокрана на рисунке не показан) воздух выпускается из цилиндра 2, и освобожденная пружина 1 шомполом 16 затягивает хвостовик оправки 13 с фрезой в гнездо шпинделя. Чтобы освободить фрезу, рукоятка пневмокрана переводится в положение впуска воздуха; при этом поршень 3 под давлением сжатого воздуха сжимает пружину 1 и движением шомпола 16 вниз выводит хвостовик оправки из гнезда шпинделя.
Рис.VI.8. Пневмошомпольный зажим инструмента
Концевые фрезы с резьбовыми хвостовиками, изготавливаемые по ГОСТ 20539—75*, обычно крепятся в цанговых патронах ( см. табл. VI.7 ). Для этого в цанге патрона закрепляется съемный цилиндрический хвостовик ( рис. VI.9 ), на наружном (нижнем) торце которого имеется резьбовое отверстие под резьбу на хвостовике самой фрезы. Отверстие имеет широкую направляющую фаску, такую же, как хвостовик фрезы, и точно соосную оси цилиндрической части. Такое крепление обеспечивает быстросменность инструмента.
Рис. VI.9. Крепление концевых фрез с резьбовым хвостовиком: 1 — быстросменный или цанговый патрон; 2 — цилиндрический переходной хвостовик; 3 — фреза; К — конусы-фаски
Таблица VI.10 . Оправки с продольной шпонкой и хвостовиком конусностью 7:21, конструкция и размеры, мм (ГОСТ 13786 — 68*)
Источник
Торцовые фрезы
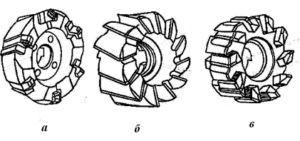
У торцовых фрез (рис. 4.6) ось вращения расположена перпендикулярно к обрабатываемой поверхности. При этом кромки главных режущих кромок, находящихся на цилиндрической поверхности, на торце фрезы имеются вспомогательные режущие кромки, расположенные под некоторым углом. Торцовые фрезы, как правило, изготавливают насадными, а когда их диаметр становится значительно меньше длины, то они переходят в группу концевых фрез. Торцовые фрезы широко используются при обработке плоских поверхностей, в том числе ступенчатых, которые невозможно обработать цилиндрическими фрезами.
Рис. 4.6. Конструкции торцовых фрез: а – насадная; б – концевая цельная; в – концевая со вставными зубьями.
По сравнению с цилиндрическими фрезами торцовые имеют следующие преимущества: — конструкция торцовых фрез позволяет расположить большее число зубьев на длине контакта с заготовкой; — торцовые фрезы можно изготавливать с жесткими, массивными корпусами, с надежным креплением режущих элементов, например из твердого сплава; — при фрезеровании плоскостей можно получать более низкую шероховатость за счет большого числа вспомогательных режущих кромок на торце и при наличии зачистных зубьев. Благодаря этим достоинствам, торцовые фрезы по сравнению с другими типами фрез нашли наибольшее применение в металлообработке, поэтому на практике они иметь много конструктивных разнообразий. На рис. 4.7 показана типовая конструкция насадной фрезы. Фреза насаживается на оправку, которая закрепляется в шпинделе станка при помощи болта. По исполнению, показанная на рис. 4.7 фреза, относится к цельным фрезам.
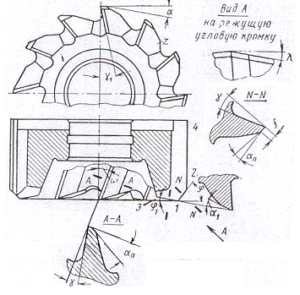
Рис. 4.7. Геометрические параметры торцовой фрезы
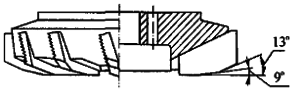
Рис. 4.8. Торцово-коническая сборная фреза
Главные режущие кромки торцовых фрез могут быть прямолинейными, но чаще всего они наклонные или винтовые (ω=10…15 о ), чем обеспечивается лучший отвод стружки из зоны резания и более равномерная работа фрезы. Кроме того, из-за угла наклона зубьев к оси фрезы создаются положительные передние углы на торцевых режущих кромках.
Главный угол в плане φ у торцовых фрез можно изменять в широких пределах (до 90) и ниже. Для повышения стойкости и производительности обработки угол φ уменьшают до 45…60 и даже до 10…30. Такие фрезы называют торцово-коническими, так как главные режущие кромки у них находятся на конической поверхности (рис. 4.8). Стойкость и производительность таких фрез повышается за счет уменьшения толщины среза при заданной подаче на зуб. Однако при уменьшении угла φ до 10 о резко возрастает осевая составляющая силы резания, отталкивающая фрезу от заготовки, в результате чего фрезерование оказывается возможным только на очень жестких станках. В таблице 4.5 приведены основные параметры торцовых цельных фрез из быстрорежущей стали.
Таблица 4.5.Торцовые насадные фрезы из быстрорежущей стали (ГОСТ 9304-69)
Параметры (размеры в мм)
D
L
d
Число зубьев
Тип 1
Тип 2
40 50 63 80 100
32 36 40 45 50
16 22 27 32 32
10 12 14 16 18
— — 8 10 12
П р и м е ч а н и е: Фрезы изготовляют двух типов: Тип 1 – фрезы торцевые насадные с мелким зубом: а) фрезы диаметром 40-50 мм с креплением на продольной шпонке; б) фрезы диаметром 63-100 мм с креплением на торцовой шпонке. Тип 2 – фрезы торцовые насадные с крупным зубом. Фрезы с крупным зубом могут быть изготовлены с неравномерным окружным шагом зубьев.
Таблица 4.6. Торцовые насадные фрезы со вставными ножами из твердого сплава (ГОСТ 9473-80)
Параметры (размеры в мм)
D
В
d (H7)
Число зубьев
100 125 160 200 250 315 400 500 630
39 42 46 46 47 66 66 71 71
32 40 50 53 50 60 60 60 60
10 12 16 20 24 30 36 44 52
П р и м е ч а н и е: Технические требования по ГОСТ 24360-80
Таблица 4.7. Торцовые насадные фрезы мелкозубые со вставными ножами из твердого сплава (ГОСТ 9473-80)
Параметры(размеры в мм)
D
B
d (H7)
Число зубьев
100 125 160 200 250 315 400 500 630
50 55 60 60 75 75 85 85 85
32 40 50 50 60 60 60 60 60
8 8 10 12 14 18 20 26 30
П р и м е ч а н и е: Технические требования – по ГОСТ 24360-80
С целью экономии дорогостоящего инструментального материала, фрезы часто используются со вставными ножами, конструктивных вариантов которых достаточно много. Основные параметры таких фрез стандартизованы, и приведены в табл. 4.6-4.7. Широкому применению твердых сплавов в конструкциях фрез способствуют следующие положительные особенности процесса фрезерования: форма срезаемой стружки имеет малую толщину и длину; прерывистость процесса резания благоприятно влияет на тепловое напряжение режущих элементов фрезы; высокая жесткость и виброустойчивость. Эти положительные особенности создали благоприятные возможности для применения сменяемых многогранных пластин (СМП),а большие размеры корпусов фрез позволили размещать на них элементы крепления сменных пластин. Такое конструктивное решение позволяет в большинстве конструкциях фрез широкого применения новых марок режущих материалов. Напайные пластины используют только при изготовлении мелкоразмерных фрез, в которых не удается разместить элементы механического крепления пластин.Торцовые фрезы имеют большое разнообразие способов крепления СМП. При этом широко применяются трех-, четырехгранные пластины в форме параллелограмма,
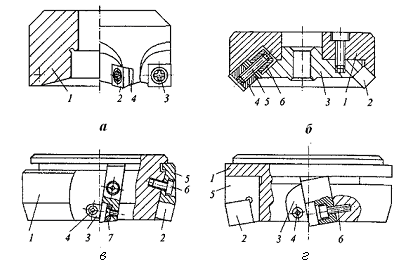
реже круглые и пятигранные с отверстиями для крепления или без них. Крепление пластин осуществляется винтами или рычагами через отверстие, а также клиньями, прижимающими пластину к гнезду в корпусе или во вкладыше. На рис. 4.9 представлены некоторые примеры торцовых фрез, оснащенных СМП.
На рис. 4.9,а показана фреза с креплением пластин 2 в гнездах, выполненных в корпусе 1. Крепление пластин осуществляется винтами 3 с конической головкой. Для предохранения корпуса фрезы от повреждений при поломке пластин используют подкладки 4, изготовленных из твердого сплава (или закаленной стали) и имеющие форму, соответствующую форме режущих пластин. Фрезы такого типа просты в изготовлении, компактные, имеют минимальное число деталей. К недостаткам можно отнести возможность механического повреждения корпуса в процессе эксплуатации и повышенное биение режущих кромок из-за погрешностей изготовления гнезд под пластины.
Рис. 4.9.Торцовые фрезы, оснащенные СМП: а – базы под пластины в корпусе фрезы; б – базы под пластины на составных частях корпуса; в – с вкладышами и двумя базами; г – с вкладышами (кассетами) и тремя базами во вкладышах.
Для повышения точности положения режущих кромок иногда базы под пластины создают из составных частей корпуса (рис. 4.9, б). Фреза состоит из корпуса 1 и опорного кольца 3, на каждом из которых имеется одна база под пластины 2. При этом пластины крепят клином 4 с двухшаговым (дифференциальным) винтом 5, который ввертывается не в корпус фрезы, а в специальный вкладыш 6.
Использование вкладышей для крепления пластин показано также на рис. 4.9, в. В этом случае, режущие пластины 2 крепятся во вкладышах 5, устанавливаемых в пазах корпуса 1 и закрепляемых винтами 6. вылет вкладышей вдоль оси задан точно, поскольку вкладыши упираются в стенку кольцевого паза корпуса. Пластины 2 опираются на дно гнезда во вкладыше, а в радиальном направлении – на корпус фрезы. Крепятся пластины клином 3 и винтом 4. Предохранительные пластины 7 устанавливаются под режущие пластины и закрепляются винтами. Рассмотренный вариант крепления твердосплавных пластин обеспечивает малое биение зубьев фрезы, а корпус получается более технологичным.
Базирование пластин во вкладышах по трем плоскостям показано на рис. 4.9, г. Здесь вкладыши (кассеты) 5 в осевом направлении упираются в стенку кольцевого паза и крепятся в корпусе 1 винтом 6. Режущие пластины 2 прижимаются клином 3 с помощью винта 4. В одном и том же корпусе фрезы могут устанавливаться вкладыши с гнездами под различные формы и размеры режущих пластин, в том числе из разных инструментальных материалов. Способы крепления СМП для торцовых фрез приведены в таблице 4.8.
Осевые или радиальные базовые поверхности, выполненные на корпусе фрезы
Эксцентрик, клин, винт
Корпус фрезы
Одна базовая поверхность на корпусе, вторая — вставка
Клин
Клин, вставка
Две вставки базовые опоры
Клин
Клин, вставка
Тип 2. С вкладышами, несущими две базовые опоры
Открытые базовые поверхности, выполненные на двух составных частях корпуса
Клин
Клин, вставка
Открытые базовые поверхности
Клин
Вставная опора
Глухие базовые поверхности
Клин
Вставной базовый вкладыш
Тип 3. С регулируемыми базовыми опорами
Одна базовая поверхность на корпусе, вторая вставная регулируемая
Клин
Вставной базовый вкладыш
Две вставные базовые опоры (одна из них регулируемая)
Клин
Клин, вставка
Две вставные базовые опоры регулируемые
Клин
Клин, вставка
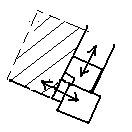
Торцовые фрезы с механическим креплением, благодаря использованию сменных (многогранных и круглых) пластин, обеспечивают повышение стойкости (более чем в два раза), производительность (за счет снятия больших припусков до 25 мм за один проход) и снижением мощности резания (до 20%). При получистовой и чистовой обработке чугунов и закаленных сталей фрезами, оснащенными пластинками из минералокерамики и композита, позволяет повысить качество обработки, а в отдельных случаях заменить процесс шлифования. Благодаря применению двух и трехступенчатых фрез и СМП, расположенными со смещением в радиальном и осевом направлении, обеспечивается снятие больших припусков за проход фрезы без возникновения вибраций (рис. 4.10).
Рис. 4.10. Схема двухступенчатой торцовой фрезы с механическим креплением неперетачиваемых пластин: 1 – корпус; 2,3 – смежные зубья фрезы смещенные в радиальном и осевом направлениях; hp— смещение в радиальном направлении; ho — смещение в осевом направлении
Смещение пластин в радиальном направлении составляет примерно 1 мм, в осевом – 7…9 мм. Фрезы с положительным передним углом применяются при обработке нежестких заготовок из вязких металлов. При обработке заготовок из чугуна и с большими ударными нагрузками используются фрезы с отрицательным передним углом пластин. Задний угол при установке пластин получается примерно равным 10 0 . Углы в плане для круглых пластин зависят от глубины резания, а для многогранных пластин – от числа граней пластин, как это указано ниже:
Число граней пластины 4; 5; 6
Главный угол в плане φ, град. 75; 67; 55
Вспомог-й угол в плане φ / , град. 10…15 o
Неперетачиваемые СМП изготавливаются из твердых безвольфрамовых сплавов, которые имеют высокую твердость, но меньшую прочность на изгиб. Использование безвольфрамовых твердых сплавов эффективно и при фрезеровании коррозионно-стойких и жаропрочных сталей. В таблице 4.9. представлены параметры торцовых фрез с механическим креплением СМП.