
Способы повышения износостойкости и долговечности деталей
1. Термические, термохимические способы:
1. Термическая обработка деталей: цель – создание технологиче-ских и эксплуатационных свойств детали по всему объему или только на по-верхности или одновременно по всему объему и поверхности. Технологические процессы ТО различаются температурой и способом нагрева, скоростью нагрева и охлаждения, закалочной средой и способом охлаждения в закалочных средах.
2. Термомеханическая обработка (ТМО). При ТМО совмещаются операции обработки давлением с термической обработкой деталей или заго-товок. ТМО применяется при волочении и других способах получения заго-товок путем деформирования металла. При ТМО измельчается зерно и создается определенная структура сплава. В результате этого повышаются прочностные характеристики, а чувствительность сплава к надрезам снижается.
3. Поверхностная закалка. Ей подвергают детали из средне- и высокоуглеродистых сталей, а также из чугунов, в которых содержание связанного углерода в металлической основе составляет 0,4-0,85%. Поверхностный нагрев детали осуществляется газовым пламенем (при закалке деталей крупногабаритных и сложной формы), токами высокой частоты (увеличивает срок службы деталей примерно в 3 раза), распыленными электролитами или электроконтактами.
4. Термодиффузионное (химико-термическое) упрочнение – осуществляется в результате насыщения поверхности детали легирующими эле-ментами, которые изменяют химический состав и структуру поверхностного слоя. Ускорение процессов диффузии обеспечивается высокотемпературным нагревом. Получение конечных микроструктур и заданных поверхностных свойств достигается дополнительной термической обработкой.
Любой процесс термодиффузии протекает в три стадии: — образование активных атомов легирующих элементов в реакционной среде, — их адсорбция на поверхности детали, — их диффузия вглубь металла. Реакционная среда, содержащая легирующий элемент, может быть газообразной, жидкой, пастообразной или порошкообразной.
а) Цементация – процесс насыщения углеродом стальных деталей. Для цементации применяют качественные углеродистые и легированные стали с содержанием углерода от 0,08% до 0,35%. Цементации подвергают детали, работающие при интенсивном износе трением, в условиях знакопеременных нагрузок, но без влияния коррозионного фактора – поршневые пальцы, кулачки распределительных валов, плунжерные пары насосов, толкатели и др.
б) Азотирование (нитрирование)- процесс насыщения азотом поверхностей стальных и чугунных деталей. При азотировании повышается поверхностная твердость, износостойкость, предел усталости и коррозионная стойкость при работе во влажной атмосфере, паре и пресной воде. Свойства слоя сохраняются при температуре до 5000 С. Азотируются детали типа цилиндровых втулок, коленчатых валов, шестерен, выпускных клапанов ДВС, золотниковые пары.
в) Нитроцементация (цианирование) – процесс одновременного насы-щения поверхности детали углеродом и азотом. Наиболее распространена нитроцементация в среде природного газа с добавками до 15% аммиака. Процесс осуществляется по технологической схеме цементации на таком же оборудовании.
Износостойкость цианированного слоя в 2-3 раза выше, чем у цементированного. Пластические свойства цианированного слоя выше, чем у азоти-рованного. Нитроцементацией упрочняют валы, оси. Зубчатые колеса, втулки, болты, гайки.
г) Силицирование – процесс насыщения кремнием низко- и среднеуглеродистых сталей, ковких и высокопрочных чугунов. Силицирование приме-няется для повышения коррозионной стойкости углеродистых сплавов и замены ими легированных сплавов. Силицированием защищают от коррозии клапаны и детали судовой арматуры, валики роторов насосов и крылатки, болты и гайки.
д) Алитирование – насыщение поверхностей деталей алюминием. После алитирования повышаются жаростойкость, окалино – и коррозионная стойкость в атмосфере. Алитирование применяется для лопаток газовых турбин, выхлопных коллекторов ДВС, деталей форсунок паровых котлов, клапанов, кожухов паро- и воздухонагревателей.
е) Сульфидирование (сульфоцианирование) – насыщение поверхности детали серой и серой с азотом. Процессы применяются после окончательной механической обработки для поверхностей трения деталей, изготовленных из сталей, чугунов, бронз, латуней и баббитов. Износостойкость повышается не за счет увеличения твердости, а благодаря образованию пленок сульфидных химических соединений, предотвращающих прямой контакт трущихся поверхностей и выполняющих роль смазки.
ж) Диффузионное бромирование — хром образует с ? –железом твердые растовры. При содержании в поверхностном слое хрома около 50% резко повышается коррозионная стойкость. Недостаток способа: необходимость создания высоких температур (1000-13000 С). Применяется для повышения износостойкости поршневых колец, деталей топливной аппаратуры, паровой арматуры.
5. Термохимическое упрочнение – деталь обмазывается энерговыделяющими термитными пастами. Термитная смесь состоит из кислородосодер-жащих веществ и порошков алюминия, магния, железа, кальция и связующего вещества. После поджигания смеси на поверхности детали развиваются температуры до 600-8000 С. В результате реакции, легирующий элемент диффундирует в поверхность детали.
2. Электрохимические и электрофизические способы:
1. Гальванические способы упрочнения.
а) Твердое никелирование – позволяет восстановить размеры деталей и повысить износостойкость. Толщина покрытий достигает 2 мм. После отжига покрытия при температуре 300-4000 С в течение 1 часа микротвердость находится в пределах Н 750-900. Процесс никелирования применяется для упрочнения коленчатых валов, поршневых пальцев, поршней и втулок гидравлических машин.
б) Электролитическое фосфатирование – производят после окончательной механической обработки. В зависимости от назначения толщину пленки получают от 0,002 до 0,016 мм и более. Фосфатные пленки облегчают процессы приработки деталей и повышают противозадирные свойства.
в) Эмалирование – процесс получения электролитическим путем плотных защитно-декоративных эмалевидных пленок толщиной 0,01-0,12 мм. Эмалевый слой стоек в органических растворителях и кислотах, минеральных маслах и мылах. Слой не растрескивается при ударных и сжимающих нагрузках и выдерживает нагрев до температуры 3000С. Твердые эмалиро-ванные покрытия получают на алюминии в электролитах, состоящих из растворов щавелевой, борной и лимонной кислот.
г) Электролитическое лужение и свинцевание – для коррозионной защиты деталей, облегчения процессов пайки деталей и снижения сопротивления в контактах электро передающих устройств. В зависимости от назначения детали толщина покрытий оловом составляет 0,5-2,5 мкм, а для свинцовых покрытий – 50-2000 мкм. Лужение производится в кислых и щелочных электролитах, а свинцевание – в борфтористоводородных, кремнийфтористоводородных и щелочных электролитах.
2. Химические способы нанесения покрытия. Используются для повышения долговечности и надежности деталей гидравлических машин, аппаратов. Поверхность детали проходит предварительную обработку, достигается определенная чистота обработки, производится обезжиривание и протравливание. Затем деталь погружается в ванну с раствором, содержащим необходимый элемент, который оседает на поверхности детали. Получение заданных свойств достигается последующей химической обработкой.
3.Электроискровое упрочнение. При электроискровом или электроим-пульсном разряде в цепи постоянного тока происходит перенос материала анода на катод. Применяются установки КЭИ, УПР, ИАС-2М, Электрон-25.
Деталь включается в цепь в качестве катода, анодом служит инструмент из упрочняющего материала. В процессе разряда происходят оплавление тонкого слоя детали, легирование этого слоя перенесенным материалом анода, диффузия легирующего материала под этот слой и наплавка на него материала. В результате быстрого охлаждения происходит термическое упрочнение.
4.Электроконтактное упрочнение. При перемещении трением инструмента – анода по поверхности детали-катода. За счет переноса легирующего материала, процесса его диффузии и закалки, образуется упрочненный по-верхностный слой. Для электроконтактного упрочнения необходимы рабочие токи 300-1500А при напряжении 3-6 В.
3. Механическое упрочнение поверхностей деталей.
1. Пластическое деформирование – происходит изменение формы кристаллов и измельчение зерен сплава. Изменяются физико- механические свойства поверхностного слоя, повышается твердость, прочность, коррозийно-усталостная прочность, контактная выносливость и износостойкость.
Упрочнение поверхности деталей наклепом осуществляется обдувкой стальной или чугунной дробью, обкаткой шариками и роликами, алмазным выглаживанием, виброобкатыванием и чеканкой, центробежным (динамическим) движением шариков и гидроабразивным полированием. Во всех процессах используются смазочно-охлаждающие жидкости для уменьшения трения и облегчения деформации.
2. Дробеструйная обработка – проводится на пневматических или центробежных дробометах. Пневматические дробометы используются для обработки внутренних поверхностей или деталей сложной формы (спиральных пружин). Применение стальной дроби дает лучшие результаты, чем чугунной.
Сочетание предварительной упрочняющей термической или химико-термической обработки с обдувкой дробью увеличивает срок службы свар-ных швов в 3 раза, коленчатых валов – в 9 раз.
3. Обкатка роликами и шариками — производится на токарных станках (цилиндрические поверхности) и строгальных (плоские поверхности). Форма поверхности ролика влияет на степень и качество наклепа. Уменьшение диаметра ролика и радиуса скругления контактной поверхности повышают глубину и степень наклепа. Использование шарика вместо ролика заменяет трение качения (рис. 1) на трение качения и верчения (рис. 2). Качество обработки улучшается, время обкатки сокращается.
. 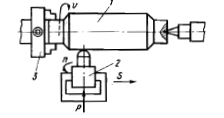
Рис.1. Схема упрочнения трением верчения. 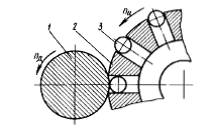
Рис.2. Схема упрочнения наклепом шариками.
1– деталь, 2- сепаратор упрочняющей головки, 3- шарик.
4.Вибрационная обработка. Кроме упрочнения создает определенный микрорельеф поверхности, который улучшает условия смазки в поверхностях трения. Повышается износостойкость. Упрочняющий инструмент может иметь вибрацию в одном, двух направлениях или совершать комбинированное движение. Способ используется для упрочнения и создания микрорельефа в поверхностях подшипников и цилиндровых втулок ДВС. 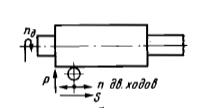
Рис.3. Вибрационная обработка.
5.Алмазное упрочнение и выглаживание. Инструмент – кристалл алмаза, имеющий сферическую рабочую часть. Алмаз заделан в оправку. Усилие прижима создается тарированной пружиной. Шлифование создает в поверхностном слое остаточные растягивающие напряжения, которые компенсируются сжимающими напряжениями после алмазного выглаживания. 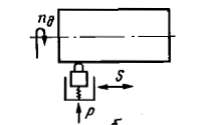
Рис.4. Алмазная обработка.
6.Дорнование – применяется для упрочнения и повышения точности и чистоты обработки внутренних поверхностей деталей. Суть процесса заключается в проталкивании или протягивании специальной оправки (дорна) или шарика через отверстие. Качество обработки зависит от величины натяга между инструментом и поверхностью детали. Скорость перемещения инструмента составляет 0,04-0,12 м/с.
Источник
Методы повышения износостойкости деталей машин

МЕТОДЫ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ДЕТАЛЕЙ МАШИН
Кинетика изнашивания трибосистем
В процессе работы машины показатели изнашивания деталей и сопряжений не сохраняют постоянных значений. Они изменяются во времени чаще всего по кривой (рис. ).
Кривая характеризуется тремя периодами (участками): I – период приработки; II – период установившегося изнашивания; III – период катастрофического изнашивания.

Рис. Влияние времени эксплуатации на интенсивность изнашивания деталей машин (кривая )
Период приработки (I) характеризуется повышенным тепловыделением, изменением микрогеометрии поверхностей и интенсивным отделением с поверхности трения продуктов износа. Это неравномерная стадия изнашивания твердых тел, которая характеризуется переменной интенсивностью изнашивания. С течением времени интенсивность изнашивания снижается, приближаясь к некоторой постоянной величине. В этот период изменяется микрогеометрия поверхностей трения сопрягаемых тел, трансформируется структура и изменяются свойства поверхностных слоев.
Экспериментально установлено, что в различных условиях и различных парах трения после приработки устанавливается одинаковая, равновесная шероховатость, характерная для определенных материалов (рис. ).

Рис. Влияние времени эксплуатации на усиановление равновесной шероховатости
Установлено, что новая равновесная микрогеометрия поверхностей трения после приработки мало зависит от исходной геометрии. В большей степени она определяется режимами нагружения, структурой и свойствами трущихся тел.
В процессе приработки изменяются и макрогеометрические характеристики узла трения. При длительной приработке и высокой интенсивности изнашивания в этот период возможно образование зазоров, величина которых больше допустимого значения для данной пары трения. Это приводит к росту давления и температуры в зоне контакта и снижает длительность периода установившегося изнашивания. Чем ближе исходная деталь по топографии поверхности трения и структуре поверхностных слоев к детали, работающей в условиях установившегося изнашивания, тем более высокой может быть ее долговечность. Период приработки необходимо проводить при сравнительно легких режимах нагружения (нагрузка, скорость скольжения, температура в зоне контакта).
Период установившегося изнашивания (II) характеризуется постоянной интенсивностью изнашивания и продолжается до тех пор, пока изменения размеров и формы деталей не повлияют на условия их работы или до наступления предела усталости материала. В это период происходит непрерывное восстановление деформируемых и разрушаемых участков поверхности трения. Микрогеометрия и свойства ранее существовавших и вновь создаваемых участков поверхности трения существенно не различаются.
Период интенсивного (катастрофического) изнашивания (III) – это период, когда на износовые отказы накладываются коррозионные, усталостные процессы и процессы старения материала. Это практически предаварийное (аварийное) состояние трибосопряжений или машины.
Постепенное изнашивание сопрягаемых деталей сопровождается ростом зазоров, ухудшением условий смазки и усилением динамических нагрузок. Это вызывает неравномерный износ материала по поверхности трения. Появляются макрогеометрические отклонения (овальность, конусность, волнистость и др.). При дальнейшем нагружении эти отклонения становятся причиной повышения интенсивности изнашивания. Часто этот период заканчивается катастрофическим изнашиванием и объемным разрушением деталей узла трения.
Способы повышения износостойкости
При определении основных требований к износостойкости материалов для большинства трибосопряжений исходят из того, что при изготовлении и эксплуатации узлов трения необходимо обеспечить:
– максимальные или заданные значения прочности, жесткости, надежности и долговечности;
– минимальную массу, уровень шума и энергетические потери;
– низкую металлоемкость, высокую технологичность и минимальную стоимость;
– удобство монтажа и техобслуживания.
В широком смысле основные способы повышения долговечности (износостойкости) машин можно условно подразделить на основные группы: конструкционные, технологические, материаловедческие и эксплуатационные.
Конструкционные способы повышения износостойкости
Эта группа методов реализуется на стадии проектирования узла трения.
Систематизация конструктивных решений, направленных на обеспечение износостойкости деталей машин, представляет большой интерес для машиностроения, но является очень сложной задачей, т. к. может насчитывать десятки тысяч предложений и вариантов решения. В этой связи рассмотрим отдельные из них.
Применение материалов для изготовления деталей узла трения сложная задача. Выбор должен осуществляться с учетом большого количества факторов: уровень статической и динамической нагрузок, скорость относительного перемещения, температура эксплуатации, свойства смазочного материала и сопрягаемого тела, вид трения, конструкция узла и др.
Наиболее важным требованием является рациональное сочетание или учет совместимости материалов сопрягаемых тел. Должна быть исключена возможность схватывания поверхностей, образование адгезионных связей.
Не рекомендуется сочетать в трибосопряжений мягкий материал с мягким (алюминиевый сплав – мель, медный сплав – свинец и т. д.) и одноименные по природе материалы (медь – медь, бронза – бронза, титан – титан).
Наоборот, рекомендуется сочетать твердый материал с мягким, что обеспечивает высокую долговечность узла трения при низких нагрузках и температуре. Если реализовать такую пару трения невозможно, то отдавать предпочтение сочетанию твердого материала с твердым, но в этом случае приработку (обкатку) узла трения проводить на облегченном по нагрузке режиме.
Целесообразно применять, где это возможно, полимеры и металлокерамику. Это будет снижать расход дефицитных материалов, массу деталей и понижать вибрацию и уровень шума при работе машины.
Выбор материала необходимо проводить с учетом не только твердости, но и площади поверхности трения. Установлено, что более износостойкой является обратная пара трения (по поверхности с большей площадью скользит более мягкое тело). В случае прямой пары трения (по поверхности мягкого материала с большой площадью скользит тело из твердого материала, имеющее малую поверхность трения) интенсивность изнашивания более высокая. Из-за трудностей технологического характера этот прием реализуется довольно редко.
Оптимизация макрогеометрии поверхностей трения.
Этот метод направлен на достижение возможно более равномерного распределения напряжений в зоне контакта, снижение фрикционного нагрева и разделение поверхностей трения слоем смазочного материала.
Изыскание оптимальной формы занимает важное место при конструировании деталей. Первоначальная форма и ее изменения в процессе изнашивания влияют на работоспособность деталей. В то же время темп износа отдельных деталей после приобретения ими формы естественного износа замедляется многократно.
Таким образом, при выборе формы сопрягаемых деталей руководствуются несколькими принципами:
– изначально поверхности трения должна задаваться такая форма, какую она имеет в период установившегося трения;
– сопрягаемые детали должны иметь форму, близкую к идеальной;
– выбирать оптимальную волнистость;
– придание детали такой форма, при которой по мере износа одних участков поверхности трения в контакт вступают соседние, менее изношенные.
Выбор наиболее оптимальной схемы машины. К числу конструктивных способов относится и выбор наиболее оптимальной принципиальной схемы машины (механизма) с учетом повышения износостойкости деталей. Конструкторская практика показывает, что, выбирая принципиальную схему, необходимо:
– рационально организовывать смазку трибосопряжений;
– обеспечивать возможность регулирования зазоров в трибосопряжениях;
– предусматривать возможность оперативной замены быстроизнашивающихся деталей;
– по возможности увеличивать толщину деталей в запас на износ;
– учитывать возможные температурные деформации деталей узлов трения и этим самым исключать возможность схватывания и заедания деталей в трибосопряжений.
Замена внешнего трения на внутреннее трение.
При малых линейных или угловых перемещениях трущихся тел применим принцип замены внешнего трения внутренним. Для реализации этого принципа между двумя движущимися относительно друг друга телами размещают эластичный элемент, жестко закрепленный с их поверхностями. При перемещении тел эластичный элемент испытывает циклические знакопеременные деформации, амплитуда и асимметрия цикла которых определяют его долговечность. Благодаря этому исключено попадание абразивных частиц в сопряжение и, соответственно, исключен абразивный износ. Нет необходимости в смазке такого сопряжения, и резко уменьшается уровень шума при работе механизма.
Рациональный выбор вида трения.
Потери энергии в условиях трения скольжения значительно выше, чем при реализации трения качения. Поэтому необходимо там, где это возможно, использовать в конструкции узлов трения опоры качения.
Применение опор качения наиболее оправдано в узлах трения, эксплуатирующихся при малых и средних нагрузках и скоростях, отсутствии химически активных веществ, вибраций и ударных нагрузок. Нерационально их применять при реверсивном движении тел с малыми углами поворота. Применение опор качения требует подачи смазочного материала в зону трения, высокой точности изготовления и монтажа деталей подвижных сочленений. Существенным недостатком опор качения являются большие габаритные размеры.
Применение опор скольжения возможно в широком интервале нагрузок и скоростей, в несмазываемых узлах трения, не требует высокой точности изготовления. Они менее чувствительны к вибрациям, ударным нагрузкам и воздействию абразивсодержащих химически активных сред. К основным недостаткам опор скольжения относятся высокие коэффициенты трения и интенсивность изнашивания, износ сопрягаемой поверхности, зависимость триботехнических характеристик от температуры.
Снижение тепловой нагруженности контакта.
Наличие температурных градиентов по касательной и нормали к поверхности трения приводит к возникновению высоких температурных напряжений, изменению зазоров и рельефа поверхности трения. В итоге возможно схватывание поверхностей, заедание и заклинивание подвижного сопряжения.
Меры борьбы с этим явлением включают:
– расчет зазоров с учетом величины температурных деформаций элементов узлов трения;
– выбор материалов с близким значением коэффициентов теплового расширения;
– применение схем контактирования с оптимальным коэффициентом трения;
– реализацию средств теплозащиты и теплоотвода.
Технологические способы повышения износостойкости детали
Технологические способы снижения интенсивности изнашивания направлены на достижение оптимальной топографии поверхности трения, обеспечение низкого сопротивления сдвигу на границе раздела трущихся тел и улучшение структуры поверхностного слоя изнашиваемого тела.
Формирование оптимальной топографии.
Для каждого узла трения и определенных режимов его эксплуатации характерна своя оптимальная топография сопрягаемых поверхностей, при которой наблюдается минимальная интенсивность изнашивания. Она устанавливается в процессе приработки независимо от исходной микрогеометрии. Чем ближе исходная микрогеометрия к равновесной, тем меньше период приработки. Для деталей узлов трения в определенных режимах работы необходимо обеспечить непрерывное существование смазочной пленки в зоне контакта.
Поэтому разработан ряд технологических приемов создания на поверхности трения карманов смазки:
– с помощью абразивного инструмента создается сетка редко расположенных глубоких канавок;
– обкатка деталей роликами, шариками или алмазным инструментом.
В период перехода от трения покоя к трению скольжения смазочный материал выдавливается из канавок и частично восполняет его недостаток в зоне трения.
Нанесение защитных покрытий.
Наиболее перспективным методом повышения износостойкости является нанесение защитных покрытий на поверхность трения деталей. Для этого используют материалы, обладающие высокой адгезионной способностью к детали, низким сопротивлением сдвигу и способностью выдерживать без разрушения многократные деформации.
К ним относят: мягкие металлы (медь, олово, свинец и т. п.), твердые смазочные материалы (графит, диселениды и дисульфиды металлов) и композиты на основе полимеров. Особое внимание заслуживают покрытия, представляющие собой пористый каркас, например из меди, поры которого заполняются сухим смазочным веществом.
Для тяжело нагруженных узлов трения используют детали, на поверхности которых сформирована пленка из твердых материалов типа нитрид титана, оксид алюминия, карбиды и бориды, покрытия на основе металлов или полимеров, содержащих ультраалмазы (частицы синтетических алмазов размером 4–8 нм).
Покрытия наносят электролитическим осаждением, напылением, окунанием, припеканием, электромагнитной наплавкой и др.
Облучение потоками энергии высокой плотности.
Для повышения износостойкости деталей используют лазерное легирование тонких поверхностных слоев металлов и сплавов, локальную поверхностную закалку сталей, лазерное упрочнение титановых сплавов путем оксидирования поверхностного слоя и снижения их наводороживания в процессе трения.
Так же производят ионную бомбардировку, обработку электронным лучом, радиационное облучение (для деталей из полиэтилена), ионную имплантацию, ионно-лучевое перемешивание.
Химико-термическая обработка поверхности.
Этот метод позволяет изменять структуру и свойства поверхностного слоя металлов путем насыщения его атомами легирующих элементов в процессе тепловой обработки в химически активной среде.
В зависимости от вида легирующего элемента различают: цементацию, азотирование, сульфоцианирование, силицирование, оксидирование, фосфатирование, сульфидирование, хромирование и др.
Цементация – насыщение углеродом поверхностного слоя малоуглеродистых (до 0,3%С) сталей. Этот слой толщиной 0,5–2,3 мм становится более твердым, но в нем возникают значительные внутренние напряжения, что снижает эффективность метода.
Азотирование – насыщение поверхностного слоя деталей из черных металлов азотом. Азот диффундирует в металл и образует с легирующими элементами нитриды. Это повышает твердость поверхности и увеличивает износостойкость в 8–10 раз.
Силицирование – насыщение черных металлов кремнием на глубину 0,3–1 мм. Повышается стойкость к изнашиванию и воздействию химически активных сред. Однако поверхностный слой становится хрупким, обладает высокими внутренними напряжениями и трудно обрабатывается.
Оксидирование – процесс образования оксидной пленки толщиной до 3 мкм на поверхности металлической детали. На поверхности стали образуется пористый поверхностный слой из мельчайших кристаллов FeO с низкой твердостью. Этот слой прочно соединен с основным металлом, обладает низким сопротивлением сдвигу и способен удерживать в своем объеме смазочный материал.
Фосфатирование – образование на поверхности изделий из черных и цветных металлов пленок толщиной до 50 мкм из нерастворимых фосфорнокислых солей. Пленка обладает высокой стойкостью к воздействию активных веществ и изнашиванию, имеет высокую пористость и твердость.
Сульфидирование – насыщение поверхностного слоя серой, процесс сопровождается образованием сульфида и дисульфида железа. Слой обладает высокой адсорбционной активностью, низким сопротивлением сдвигу и обеспечивает высокую износостойкость детали.
Сульфоцианирование – метод упрочнения деталей при их тепловой обработке в ванне, содержащей соли серы, азота и углерода. Поверхностный слой содержит нитриды, карбиды и сульфиды железа.
В качестве термообработки применяется поверхностная закалка:
– пламенная – нагрев поверхности детали газовыми горелками (газовая среда – смесь кислорода с ацетиленом) или при помощи плазмотрона (устройство, генерирующее плазму);
– поверхностная закалка с контактным нагревом тока от понижающего трансформатора (сварочного).
– ТВЧ-закалка – индуктор с охлаждением;
– закалка с нагревом в электролите.
Наплавка износостойких слоев.
Это один из наиболее распространенных способов восстановления изношенных деталей. Все известные виды наплавки имеют общие металлургические и физико-химические основы. К ним относятся: расплавление наносимого металла с частичным расплавлением поверхностного слоя детали, перемешивание расплавов, кристаллизация.
Наибольшее распространение получила электродуговая наплавка (ручная, полуавтоматическая), наплавка под слоем флюса и плазменно-дуговая. Наилучшие результаты получаются тогда, когда удается исключить контакт наплавленного металла с кислородом воздуха. Для этого процесс проводят в среде углекислого газа, аргона и их смесей.
Напыление покрытий из порошковых материалов.
Если в высокотемпературную струю газа подать частицы порошка, то при столкновении с поверхностью они деформируются и прочно сцепляются с деталью. Существует две разновидности такой технологии: газоплазменное напыление и напыление с помощью электрической дуги или индукционных токов высокой частоты.
Главным достоинством метода напыления является его универсальность – независимость от природы материала детали.
Напыление не оказывает заметного теплового воздействия на основу. Напыляют цветные металлы и сплавы, стали, твердые сплавы и керамику, пластмассы и т. п. Напыление широко применяется для восстановления формы изношенных деталей.
Механическое упрочнение поверхностей.
Это один из простых и наиболее экономичных способов упрочнения деталей машин. Этот метод чаще называют пластической деформацией. Он основан на использовании в качестве деформирующих тел роликов, шариков, струи из мелких стальных или стеклянных шариков, а так же сферических алмазных наконечников. Помимо упрочнения поверхность детали выглаживается, снижается ее шероховатость. Все это повышает усталостную износостойкость и прочность детали, снижает срок приработки.
Материаловедческие способы повышения износостойкости
Эти методы направлены на создание новых износостойких материалов, оптимальное сочетание механических, химических и теплофизических свойств которых обеспечивает низкие коэффициент трения и интенсивность изнашивания при требуемых режимах нагружения.
Оптимизация макроструктуры материалов.
Макроструктура или конструкция материала играет важную роль в обеспечении долговечности узла трения. В зависимости от режимов нагружения используют материалы блочные, ленточные, многослойные, армированные и с плавно изменяющимися по толщине свойствами (интегральные).
Детали однородной макроструктуры (блочные) выполняются из одного материала. Выбор типа и состава материала определяется конкретными условиями эксплуатации, свойства такого материала являются изотропными.
Ленточные материалы обладают рядом преимуществ. Они в меньшей степени зависимы от коэффициентов температурного расширения и теплопроводности, позволяют уменьшить габариты узла трения и расход дорогостоящих материалов, технологичны. Наиболее эффективно применение ленточных материалов в узлах трения с ограниченной смазкой. Чаще всего используют ленты из биметаллов и многослойные. Широко распространены ленты из порошковых материалов, нанесенных в виде тонкого слоя на стальную основу. Пористый слой может заполняться жидким или твердым смазочным материалом, полимерами.
Триботехническими характеристиками материала можно управлять, изменяя их пористость. Поры выполняют роль резервуаров для смазочного материала, который по мере износа материала выдавливается из его объема и поступает в зону трения. Наиболее эффективно получение пористых материалов спеканием из порошков (порошковая металлургия).
Одним из методов улучшения макроструктуры материалов является их армирование. Наиболее распространен этот метод при создании композитов на основе полимеров. Он направлен на устранение наиболее существенного недостатка полимеров – низких нагрузочной способности и теплопроводности. Для армирования широко используют стеклянные, металлические, асбестовые, арамидные и базальтовые волокна.
Управление микроструктурой материалов.
Основано на зависимости износостойкости и механических свойств металлов от размера зерна, кристаллографической текстуры, а для полимеров – от степени кристалличности, размеров и типа надмолекулярных образований. Изменение микроструктуры материалов достигается термической обработкой, выбором режимов формообразования детали, воздействием потоков энергии высокой плотности, введения активных наполнителей и модификаторов.
Эксплуатационные способы повышения износостойкости.
Долговечность узлов трения машин и механизмов в значительной мере зависит от условий их эксплуатации, соблюдения норм, направленных на снижение интенсивности изнашивания трущихся тел, своевременности проведения профилактических мероприятий, замены или восстановления изношенных деталей. Рассмотрим наиболее широко применяемые эксплуатационные методы обеспечения высокой износостойкости узлов трения.
Обкатка машин и механизмов.
Данный метод предназначен для одновременной приработки всех узлов трения, входящих в состав машины, создания равновесной шероховатости. Обкатку производят, как правило, при пониженной нагрузке, обильной смазке, с обязательным контролем температуры в парах трения. Применение специальных приработочных смазок, имеющих в своем составе ПАВ, позволяет сократить время приработки и уменьшить износ в этот период. За время приработки коэффициент трения уменьшается и постепенно стабилизируется. Окончание процесса приработки можно установить по стабилизации коэффициента трения и температуры. Обкатку чаще проводят на специальных стендах.
Организация смазки узлов трения.
Это одна из наиболее эффективных мер продления срока службы трибосистем. В процессе эксплуатации машин и механизмов происходит утечка и старение смазочных материалов, они теряют свои смазочные свойства, насыщаясь продуктами износа и деструктируя. Это приводит к необходимости периодической фильтрации и (или) замены смазочного материала.
Применение смазочного материала после истечения срока его замены приводит к повышенному износу элементов узла трения. Преждевременная замена смазочного материала также нецелесообразна.
Период эксплуатации смазочного материала до полной замены зависит от его свойств, конструкции узла трения, условий и режимов эксплуатации. Важной мерой в организации смазки является очистка деталей и смазочной системы от шлаков.
Выбор режимов эксплуатации.
Важным условием предупреждения интенсивного изнашивания узлов трения является исключение перегрузок. Превышение допустимых нагрузки или скорости скольжения приводит к нарушению теплового режима работы узла трения, вытеканию смазочного материала из зоны трения и интенсивному износу трущихся тел.
В значительной мере долговечность трибосопряжений определяется частотой и правильностью выполнения запуска машины. Именно в пусковой период износ деталей является наиболее интенсивным. В период запуска нагрузка должна повышаться плавно и дастигать требуемого значения в момент стабилизации теплового состояния узла трения.
Диагностика и ремонт узлов трения.
Замена или восстановление изношенных деталей осуществляются после достижения ими предельно допустимого износа, который определяется по техническому, функциональному или экономическому критерию.
Согласно техническому критерию, предельному износу детали соответствует начало резкого увеличения коэффициента трения, интенсивности изнашивания, температуры, вибрации или изменение выше допустимого значение размеров детали. Оценка по техническому критерию требует непрерывной или периодической диагностики изнашивания подвижных сопряжений или анализ проб масла.
В основу функционального критерия положено изменение функций, выполняемых узлом трения или машиной. Это потеря мощности двигателя, снижение точности обработки изделия на металлорежущем станке, снижение давления на выходе компрессора, появление или рост утечки рабочей жидкости или смазочного материала в различных механизмах и т. п.
В качестве экономического критерия могут служить производительность машины, затраты на выпуск единицы продукции.
Ремонт узлов трения осуществляется как после достижения ими допустимого износа, так и после превышения ими предельного срока службы, определяемого нормативными документами.
Источник



