
Технологические способы обеспечения соосности
Высокое качество изготовления и ремонта отдельных деталей, узлов и агрегатов двигателя является важнейшей предпосылкой его безотказной работы в пределах установленного ресурса. На этапе сборки двигателя выполняются технологические операции, влияющие на степень реализации заложенных в нем функциональных характеристик и показателей надежности.
Одной из главных задач сборки авиационного ГТД является обеспечение соосности всех опор роторов относительно друг друга и в целом вдоль всей базовой оси двигателя, а также необходимых значений осевых и радиальных зазоров между деталями ротора и статора двигателя. Соосностью этих опор называют такое взаимное расположение базовой оси двигателя и осей посадочных поверхностей подшипников опор, при котором отсутствуют их угловые или параллельные смещения относительно друг друга. Рассмотрим проблему обеспечения соосности только посадочных мест подшипников в опорах роторов двигателя.
Предположим, что подшипники в опорах устанавливаются без перекоса колец, а ротор изготовлен в соответствии с требованиями чертежа.
Наиболее остро проблема обеспечения соосности опор роторов двигателя встает при проведении модульного ремонта.
Выполнение такого восстановительного ремонта возможно на месте базирования летательного аппарата, а не только в заводских условиях. Но целесообразность выбранного объема восстановительных работ, как и выбор места их проведения, определяются во многом применяемыми способами контроля и обеспечения соосности опор роторов двигателя.
Для того, чтобы правильно ориентироваться в разнообразных способах сборки двигателя, необходимо установить причинно-следственные связи возникновения несоосности опор его роторов и выбрать метод ее устранения, а таковых на сегодняшний день известно немало. Конкретный выбор тех или иных методов определяется конструктивной схемой и техническим состоянием двигателя, а также целями и задачами проводимых работ.
Несоосность опор ротора ГТД может возникнуть по следующим причинам: несоответствие конструктивных параметров узлов и агрегатов статора требованиям чертежа; выход за допустимые значения суммарной погрешности конструктивных параметров составных частей корпуса двигателя; деформация составных частей двигателя в процессе его эксплуатации.
Частичная разборка двигателя, даже модульной конструкции, требует выполнения отдельных технологических операций, гарантирующих сохранение соосности опор его роторов. Рассмотрим, например, двигатель типа РД-33.
Существует детальное описание различных способов обеспечения соосности опор роторов двигателя для большого количества возможных сочетаний замены узлов. Но, к сожалению, далеко не всех. Необходимость разработки новых способов была обусловлена отсутствием технологий обеспечения соосности опор роторов двигателя в процессе его частичной разборки и сборки для замены на двигателе одного из следующих узлов: переднего корпуса вентилятора; корпуса опор двигателя; камеры сгорания (КС); модуля камеры сгорания с сопловым аппаратом (СА) турбины высокого давления (ТВД); соплового аппарата турбины высокого давления; рабочего колеса турбины высокого давления; ротора турбины низкого давления (ТНД); соплового аппарата ТНД.
При замене любого из перечисленных узлов первоначально снимаются модули, обеспечивающие доступ к модулю опор турбин с коком и смесителем.
Замена модуля опор турбин с коком и смесителем осуществляется без проверки его соосности относительно базовой оси двигателя. При сборке остальных корпусов статора в обязательном порядке необходимо контролировать их положение относительно базовой оси двигателя.
В том случае, когда разборка и сборка двигателя производятся без демонтажа модуля вентилятора, положение базовой оси двигателя задается с помощью технологической оправки, выполненной в виде осесимметричного вала соответствующей длины и жестко закрепленной одним концом в вале ротора вентилятора. Технологическая оправка центрируется в шлицах передней и задней цапф ротора вентилятора. При вращении этого ротора величина радиального смещения оси вращения технологической оправки относительно оси, проходящей через центры его опор (принимаемых за базовые), зависит от величины люфтов в подшипниках опор. С практической точки зрения при частичной разборке и сборке двигателя этими люфтами можно пренебречь.
Относительно технологической оправки, установленной в роторе вентилятора, можно определить соосность практически всех корпусов статора двигателя.
При снятии и последующей установке соплового аппарата турбины низкого давления необходимо обеспечить выполнение технических требований по: радиальному смещению СА ТНД относительно базовой оси двигателя; углу наклона заднего фланца СА ТНД относительно базовой оси двигателя.
Трудности, возникающие при сборке высокоточных машин, кроются не только в особенностях компоновки собираемых деталей, но и в сложности деформационной схемы, возникающей при силовом замыкании сопрягаемых элементов конструкции. Поэтому окончательный контроль производится после затяжки болтов. В случае несоответствия результатов контроля требованиям технических условий, технологическую операцию обеспечения соосности приходится повторять.
Технологические операции обеспечения соосности замыкающего звена (которым является корпус пятой опоры) выполняются во всех случаях с особой тщательностью и при строгом соблюдении требований НТД.
При необходимости замены дефектного СА ТНД новым или отремонтированным требуется провести последовательное обеспечение соответствия соосности сопловых аппаратов ТВД и ТНД требованиям нормативно-технической документации.
Окончательный вывод об обеспечении соосности пятой опоры после установки нового модуля камеры сгорания с СА ТВД делается по результатам контроля радиальных и угловых смещений соплового аппарата ТНД относительно базовой оси двигателя. Для этого используется планшайба, устанавливаемая на задний фланец СА ТНД, и указанная выше технологическая оправка, относительно которой и определяется угловое смещение соплового аппарата ТНД. Косвенной оценкой правильности обеспечения соосности роторов и элементов статора дополнительно служит отсутствие касания роторов о статорную часть при контрольном прокручивании роторов.
Разработка новых способов обеспечения соосности опор роторов двигателя при замене модуля камеры сгорания и СА турбины высокого давления, отдельно СА турбины высокого давления, соплового аппарата турбины низкого давления, а также переднего корпуса вентилятора произведена в Центре внедрения новых технологий Центрального института авиационного моторостроения им. П.И. Баранова (ЦВНТ ЦИАМ). Экспериментальные исследования по отработке новых способов обеспечения соосности были выполнены на пяти двигателях типа РД-33.
Результаты проведенных экспериментальных исследований со снятием виброхарактеристик отремонтированных двигателей подтвердили целесообразность и допустимость практического использования новых способов обеспечения соосности опор роторов при модульном ремонте двигателей. Использование предлагаемых способов дает возможность восстанавливать двигатель в условиях эксплуатирующей организации или специализированных центров войскового ремонта.
В данной статье рассмотрена лишь основная технологическая проблема, влияющая на показатели надежности и функциональное состояние двигателя при выполнении модульного ремонта.
Источник
Большая Энциклопедия Нефти и Газа
Обеспечение — соосность
Обеспечение соосности верхнего и нижнего радиальных подшипников достигается за счет совместной расточки корпусов опорно-упорного подшипника и корпуса уплотнения с последующей фиксацией их радиальными штифтами. [1]
Обеспечение соосности корпусных деталей-между собой при — сборке турбины на стенде не вызывает особых технологических трудностей. Обеспечение же требований по соосности расточек самого корпуса, состоящего из нескольких частей и имеющего вертикальный разъем, затруднено. [2]
Обеспечение соосности поверхностей осевого отверстия и переднего конца шпинделя с наименьшей ошибкой является одной из наиболее трудных задач. Лучшие результаты получают при шлифовании отверстия после окончательной обработки поверхности шеек. [3]
Для обеспечения соосности нагнетательных и приемных сопел их обработка выполняется в сборе после штифтовки. [4]
Для обеспечения соосности обеих втулок может применяться концевой подшипник ( рис. 2.15) в котором обойма невращающейся втулки имеет шаровую поверхность, что дает возможность устанавливать ось этой втулки в нужном направлении. [5]
Для обеспечения соосности и совмещения торцовых кромок обечаек и труб при их сборке по кольцевым стыкам применяют наружные п внутренние центраторы. Наружный центратор ( рис. 24) состоит из нескольких наружных в и внутренних 5 звеньев, шар-нирно соединенных между собой и образующих вместе с крючками 3 замкнутую цепь. На внутренних звеньях укреплены ролики 4, которыми цепь опирается на трубы. Замыкающий шарнир представляет пни у 2 с натяжным сборке раскрытую цепь водят под трубы, на цапфы крестовины надевают крючки. При атом пластины цепи располагают симметрично по обеим сторонам от плоскости стыка. Затем цепь натягивают винтом 1, а ро-лпки 4 совмещают кромки обеих труб. Технические данные типовых центраторов приведены ниже. [7]
Для обеспечения соосности при монтаже и демонтаже каландров стойки станин крепятся к фундаментным плитам болтами и призонными штифтами. Нижние гайки болтов или шпилек, с помощью которых крепят станину к фундаментной плите, заводятся обычно через боковые окна в плите. [9]
Для обеспечения соосности и уменьшения овальности стыкуемых концов труб и деталей при сборке на электроприхватках узлов и прямолинейных секций трубопроводов, а также при укрупнительной сборке узлов в блоки и секций в плети применяют центраторы. [10]
Для обеспечения соосности на присоединительном фланце редуктора имеется специальная выточка. [11]
Для обеспечения соосности между поднимающимся центратором и талевым блоком в нем предусмотрена центрирующая втулка с конусом на верхнем конце. В конструкции центратора предусмотрены специальные кулачки, предупреждающие выпадение свечи из центратора. Открывают кулачки с помощью головки трубозахватного устройства. [12]
Для обеспечения соосности нескольких отдельно стоящих крупных подшипников с диаметром отверстия более 200 мм и с большим расстоянием между крайними опорами целесообразно пользоваться линейкой, прикладываемой к вкладышам. [14]
Для обеспечения соосности отверстия в секции ванны для установки сальниковых втулок вала транспортирующего ролика растачивают после сборки корпуса секции с нижней крышкой. [15]
Источник
Большая Энциклопедия Нефти и Газа
Обеспечение — соосность
Для обеспечения соосности цапф ротора их соединяют с обечайкой, как правило, по плотной посадке, с последующей окончательной обработкой мест под коренные подшипники, редуктор и приводной шкив с одной установки. Фланцевые соединения цапф и обечайки обязательно штифтуются. [31]
Для обеспечения соосности узла насоса с приводом фланец корпуса насоса устанавливается по штифтам на передней крышке и затягивается четырьмя гайками. [32]
Для обеспечения соосности действия усилия пружины ( см. рис. 3.13) последняя сопрягается с затвором через шайбу 3 ( см. рис. 3.39) с нижней сферической поверхностью, либо через передающий нагрузку стержень 3 ( рис. 3.40), торцы которого также сферические. Регулирование давления осуществляется перемещением гайки 4, вызывающей деформацию пружины клапана. [34]
Для обеспечения соосности сгиба продольной оси шины имеются ограничительные планки на поворотной муфте и кронштейне. [35]
Средства обеспечения соосности деталей в жестких неподвижных соединениях гидропоршневых насосных агрегатов вследствие особенностей конструкций их весьма ограничены. Наиболее доступными и часто применяемыми являются повышенные требования к допускам на перпендикулярность торцов деталей по отношению к их продольным осям, а также на соосность посадочных поверхностей. В узлах с неразъемными соединениями обработка таких поверхностей производится после сборки. Соосность поверхностей обеспечивается соответствующей технологией. [37]
Основные способы обеспечения соосности — 1) размещение подшипниковых опор в общем корпусе или фиксация отдельно стоящих корпусов при помощи контрольных шпилек на общем основании с растачиванием отверстий под наружные кольца подшипников с одной установки и за один проход; 2) окончательная обработка посадочных мест на валах с одной установки на станке; 3) применение в опорах самоустанавливающихся сферических шарико — или роликоподшипников, если это не противоречит требованиям к жесткости узла; при применении самоустанавливающихся подшипников на многоопорных валах допустим поворот лишь на 2 — 3 того или иного корпуса вокруг центра самоустановки подшипника. [38]
С целью обеспечения соосности колец склеивание производится в специальном кондукторе. [40]
В частности для обеспечения соосности отверстий порядка 0 01 мм следует применять специальные конструкции разверток с передним и задним направлением по кондуктору; втулки постоянные с увеличенной по сравнению с нормальной длиной в 2 — 3 раза; допуск на расстояние между осями направляющих втулок 2 — 3 мк — зазор между разверткой и втулкой порядка 3 — 5 мк. [41]
В случае невозможности обеспечения точной соосности посадочных мест двух или нескольких подшипников, монтированных на одном валу ( вследствие конструктивной невозможности обработать посадочные места для подшипников в корпусах с одного установа), взамен однорядных радиальных ( несамоустанавливающихся) подшипников следует применять двухрядные сферические ( самоустанавливающиеся) подшипники ( фиг. [42]
Повышенное внимание уделяется обеспечению соосности свариваемых деталей из-за небольшой толщины их стенки. Соосность достигается применением самоцентрирующего механизма зажатия или введением в конструкцию сварочной машины механизма коррекции взаимного расположения свариваемых деталей. Для получения необходимых усилий зажатия и осадки в сварочных машинах широко используется гидропривод, что снижает габаритные размеры машины, но увеличивает стоимость и усложняет обслуживание. Эти недостатки исключаются при применении пневмопривода, однако габаритные размеры сварочной машины при этом резко возрастают. [44]
Источник
Технологические способы обеспечения соосности
Основные рекомендации по конструированию подшипниковых узлов
Конструкция изделия должна быть приспособлена к удобной сборке, точной установке и разборке подшипниковых узлов: высота заплечиков должна быть меньше толщины кольца подшипников по бортику, на валах при необходимости должны быть примыкающие к заплечикам продольные пазы для лапок съемника, в корпусах — свободное пространство для размещения тяг съемника или отверстия для демонтажа наружных колец.
Коэффициенты линейного расширения материала сопрягаемых деталей не должны значительно отличаться во избежание появления повышенных натягов-зазоров при изменении температуры работы узлов. С этой целью в силуминовых корпусах устанавливают стальные втулки.
Посадочные поверхности валов и корпусов должны иметь галтели или заходные фаски с малым углом конусности для обеспечения хорошего предварительного центрирования, уменьшения среза и смятия микронеровностей, плавного увеличения силы запрессовки при сборке.
В разъемных корпусах в результате старения литья или дефектов механической обработки возможно искажение формы отверстия, при котором металл в зоне разъема выпучивает в сторону отверстия и зажимает («закусывает») наружное кольцо подшипника. Явление это проявляется через довольно длительное время после сборки.
Для предотвращения закусывания всякое посадочное разъемное гнездо следует выполнять с развалкой в плоскости разъема. Развалка заключается в снятии шабрением слоя металла толщиной, а у плоскости разъема, сходящего на нет на ширине 6 (рис. 38). В гнездах крупногабаритных подшипников вместо шабровки применяют расшлифовку пневматической или электричкой шлифовальной машиной. Величины развалки в зависимости от диаметра D расточки в корпусе указаны в табл. 90.
Нельзя устанавливать кольцо подшипника с натягом, но без упора в сопряженную деталь, так как при этом биение торца, образовавшееся в процессе напрессовки , может значительно превосходить допустимые значения. Нельзя также применять заплечики или дистанционные кольца недостаточной высоты.
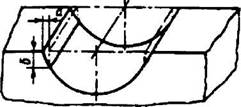
Рис. 38. Развалка ( расшабривание ) боковых площадок посадочных поверхностей частей разъемного корпуса
90. Размеры а и б развалки отверстия разъемного корпуса, мм
Источник



