
- Производство красного керамического кирпича в промышленных и небольших масштабах
- Что понадобится для производства красного керамического кирпича
- Сырье
- Оборудование
- Для измельчения сырья
- Для формования изделий
- Для сушки и обжига
- Технологии производства
- Пластичный метод
- Метод полусухого прессования
- Сухой метод
- Изготовление ККК как вид бизнеса
- Особенности такого дела
- Себестоимость
- Плюсы и минусы
- Технология производства кирпича
Производство красного керамического кирпича в промышленных и небольших масштабах

Натуральные и прочные керамические кирпичи делают из глины, обладающей определенными свойствами (в частности, легкоплавкостью). Для производства этого стройматериала используются специальные технологии и оборудование. Обо всём этом и будет рассказано далее.
Что понадобится для производства красного керамического кирпича
Сырье
- Основой для изделий служат суглинки и легкоплавкие глины, предпочтительно обладающие умеренной пластичностью. Сырье у разных заводов по выпуску кирпича может быть различным (ведь его добыча производится из разных месторождений).
- Кроме глины, в состав запекаемой массы добавляют отощители (от 20 до 30 процентов общего веса). Это может быть бой готовых изделий, дегидратированная глина, кварцевый песок. Их добавка не дает готовым изделиям дать большую усадку.
- Чтобы увеличить пористость (и тем самым теплоизолирующую способность), в сырье добавляются вещества, которые, сгорая, образуют воздушные полости в кирпиче. Это, например, измельченная солома, торф, опилки, угольная крошка.
Для получения качественных изделий, соответствующих стандартам, необходимо постоянное поступление однородной глинистой массы, имеющей достаточную влажность. Добавки должны быть тщательно перемешаны. Чтобы удовлетворить всем этим требованиям, используется специальное оборудование.
А теперь рассмотрим оборудование для производства красного керамического кирпича.
Оборудование
Для измельчения сырья
 На кирпичных заводах сырье для изготовления керамического кирпича подвергают трем степеням измельчения: от грубой обработки до среднего и мелкого помола. С этой целью применяются такие аппараты, как вальцы (вальцовые мельницы), бегуны, дробилки. К ним сырье подается специальными ящичными питателями.
На кирпичных заводах сырье для изготовления керамического кирпича подвергают трем степеням измельчения: от грубой обработки до среднего и мелкого помола. С этой целью применяются такие аппараты, как вальцы (вальцовые мельницы), бегуны, дробилки. К ним сырье подается специальными ящичными питателями.
- В частности, предварительное (грубое) измельчение достигается с помощью конусных или щековых дробилок.
- Более мелко покрошат смесь бегуны и вальцовые мельницы.
- Самый тонкий помол даст дробилка молоткового типа, однако она работает лишь с не очень влажными (до 15 процентов воды) смесями.
Вальцы, если они ребристые, плохо справляются с камнями в глине, пропуская их до пятидесяти процентов. Исправить положение может дать дальнейшая обработка смеси бегунами или гладкими вальцами. Но при этом происходит быстрый износ агрегатов, детали которых приходится часто менять.
Для формования изделий
В зависимости от технологии изготовления это могут быть:
- вакуумные ленточные прессы, а также
- прессы, работающие на гидравлике или механике.
Для сушки и обжига
Сушильные устройства бывают двух видов: туннельные (непрерывного действия) и камерные (периодического действия).
Первые работают так: вагонетка с кирпичом, расположенным на полках, движется сквозь туннель, прогреваясь. Такие устройства более популярны, они современнее и на треть быстрее работают, чем камерные аппараты. Кроме того, во многих моделях туннельных сушилок имеется возможность автоматической регулировки.
Кирпичи обжигают в специальных промышленных печах, дающих очень высокую температуру нагрева (до 1000 градусов). Применяют кольцевые или туннельные печи. Первые более традиционные, они представляют собой разделенный на камеры канал для обжига. Работать с ними очень тяжело, и на новых заводах ставят более современные и удобные туннельные печи. В них вагонетка движется по каналу длиной до 100 метров, в котором имеются три зоны. Для нагревания, обжига и охлаждения кирпича. Это занимает от 18 до 36 часов.
Технологическая схема и способы производства красного керамического кирпича рассмотрены ниже.
Технологии производства
Пластичный метод
Технология производства керамического красного кирпича пластическим способом применяется на предприятиях чаще всего.
- Для него лучше всего использовать глину с добавкой песка (до 30 процентов).
- Чтобы глинистая масса лучше формовалась, ее после измельчения обрабатывают горячим паром, благодаря чему она нагревается до температуры от 45 до 50 градусов. Данный метод позволяет снизить расход электричества, а также повысить производительность ленточных прессов. И высушить сырец можно быстрее – процентов на 40 или 50.
Хорошо перемешанная (в глиносмесителе) и увлажненная до 18-25 процентов формовочная масса поступает на ленточный пресс, как правило, вакуумного типа. Где смесь уплотняется с помощью шнека, а затем проходит к мундштуку (детали с отверстием прямоугольной формы на выходе). В итоге получается как бы один длинный кирпич, который режется и укладывается на вагонетку специальным автоматом.
Сушка может занимать от трех до двадцати четырех дней. После высушивания кирпичи (влажность которых должна теперь составлять от 6 до 8 процентов) обжигают.
На видео ниже показан процесс производства керамического кирпича методом пластического формования:
Метод полусухого прессования
Производство керамического красного кирпича методом полусухого прессования хорошо тем, что позволяет использовать глину малой пластичности и требует меньше производственных площадей. А также он исключает процесс предварительной сушки кирпичей.
- При таком производстве измельченная на вальцах глинистая масса поступает в сушильный барабан, где достигает влажности от 6 до 8 процентов.
- После чего ее еще раз измельчают – уже в дезинтеграторе.
- Увлажняют до 8-12 процентов, хорошо перемешивают и приступают к формованию изделий. Здесь используются прессы гидравлического или механического типа.
- Сформованные кирпичи обжигают и везут на склад.
Метод полусухого производства красного кирпича запечатлен в данном видеоролике:
Сухой метод
Здесь можно и вовсе обойтись без сушки, так как изделия выпускаются из мелкого глиняного порошка, влажность которого составляет от 2 до 6 процентов. Их прессуют и обжигают, получая очень плотную керамику. Так делают некоторые виды напольной плитки и кирпичей для мощения дорог.
Передовые технологии в производстве керамического красного кирпича и их постоянное совершенствование привлекают многих людей как бизнес. Об этом — далее.
Изготовление ККК как вид бизнеса
Особенности такого дела
 Чтобы начать собственное производство кирпича керамического, стоит помнить, что бизнес этот, хотя и весьма прибыльный, не сразу себя окупит. Придется подождать: годик, а то и два.
Чтобы начать собственное производство кирпича керамического, стоит помнить, что бизнес этот, хотя и весьма прибыльный, не сразу себя окупит. Придется подождать: годик, а то и два.
- Очень важно найти квалифицированных работников, чтобы наладить производство без брака и сбоев.
- Оборудование лучше новое покупать, а то могут появиться совсем внеплановые затраты на постоянные ремонты. Приобретая печь, лучше взять металлическую модель туннельного типа.
- Помещение для цеха выбирается просторное, с площадью не менее 400 метров квадратных. И потолки должны у него быть не ниже пяти метров.
- Выбирая технологию, помним, что пластинчатый способ выгоден лишь при солидных объемах (от 30 миллионов кирпичей за год).
- Хорошо, если сырье придется возить недалеко (поблизости есть месторождение).
- Не забываем оборудовать склад для готовых изделий. К нему должно быть удобно подъезжать.
Далее мы видим смысл поговорить о себестоимости производства керамического кирпича.
Себестоимость
Одна штука кирпича керамического полнотелого типа обойдется в сумму от 3 до 5 рублей. Отнимаем ее от рыночной стоимости – получаем прибыль. Естественно, с каждым годом эти цифры несколько меняются.
Мощность будущего цеха по выпуску кирпича может составлять от трех до сорока миллионов штук за год. Если взять заводик, выпускающий пять с половиной миллионов изделий в год, то для него потребуется купить оборудования примерно на десять миллионов рублей. Оборудовать большой завод по производству керамического кирпича с технологией пластического прессования может стоить до миллиарда рублей.
Вы можете скачать пример бизнес-плана по производству керамического кирпича здесь.
Плюсы и минусы
- Продукция всегда будет востребована благодаря своей прочности, экологичности, долговечности.
- Хранить готовый кирпич на складе можно сколь угодно долго, и он не испортится.
- Сырье для производства дешевое и доступное.
- Бизнес выгодный и прибыльный.
- Окупаются вложенные деньги не сразу, а за один или два года.
- Из-за постоянного роста цен на энергоносители можно нести большие траты во время производства (обжига).
Как видите, технологическая линия по производству керамического красного кирпича лицевого и иных типов — недешевое удовольствие, но при правильном подходе сулящее ощутимую прибыль.
В видео ниже собрано множество советов и идей по производству керамического красного кирпича:
Источник
Технология производства кирпича




![]()
![]()
На рис. 2 приведена блок-схема технологического процесса производства кирпича способом пластического формования
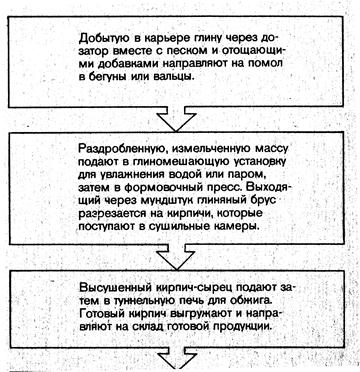
Рис.2. Блок схема технологического процесса производства кирпича способом пластического формования
На рис.3 представлена развернутая схема операций подготовки глиномассы и пластического формования кирпича.
Рис.3. Технологическая схема производства кирпича способом пластического формования.
1 – ящичный подаватель, 2 – транспортер, 3 – дробление глины на дезинтеграторных вальцах, 4 – помол глины на бегунах, 5 – транспортер, 6 – формование кирпича на ленточном прессе, 7 – резка кирпича-сырца на автомате.
Песок, добавки и воду, в случае недостаточной естественной влажности глины, можно добавлять на стадии помола на бегунах (как отмечено в блок-схеме).
Ленточный пресс, или экструдер (рис.4), представляет собой машину, по принципу действия аналогичную мясорубке, но без ножей.
Глина поступает сверху в глиномялку 8, продавливается через решетку 7 – в вакуум-камеру 6. В вакуум-камере создается разрежение, в результате часть воды испаряется, что способствует в дальнейшем упрочнению кирпича за счет уменьшения капиллярных пор, остающихся при испарении избыточной воды. Далее шнековый вал 1 уплотняет глину в прессовой головке 2 и через мундштук 3 с отверстием в идее прямоугольника размером 250 х 120 мм выдавливается глиняный брус 4, который в дальнейшем разрезается на отдельные кирпичи. Полученный необожженный кирпич называется «кирпич-сырец».
Кирпич-сырец укладывается на вагонетки и поступает на сушку в туннельную сушилку, где навстречу движущимся вагонеткам с кирпичом идут отходящие из печи обжига горячие газы, высушивающие кирпич.
Рис.4. Ленточный вакуумный пресс. 1 – шнековый вал, 2 – Прессовая головка, 3 – мундштук, 4 – глиняный брус, 5 – крыльчатка, 6 – вакуум-камера, 7 – решетка, 8 — глиномялка.
Обжиг кирпича на современных заводах проводится в туннельных печах, по принципу действия сходных с туннельными сушилками, но в печи, в отличие от сушилки, на стенках средней части туннеля располагаются горелки, обжигающие своим пламенем кирпич, проезжающий мимо них на вагонетках. Температура обжига обычного стенового кирпича около 1000°С. Обожженный кирпич несколько остывает к концу туннеля печи, но принимает температуру окружающего воздуха уже на складе готовой продукции.
Способ производства кирпича методом полусухого прессования отличается, прежде всего, подготовкой глины. Глину сушат в барабанных сушилках, измельчают в сухом виде на дезинтеграторах и увлажняют водой или паром до 8-10 % влажности. Далее прессуют отдельные кирпичи на гидравлических прессах и подают в вагонетках на обжиг. Стадия сушки сырца в этом методе отсутствует.
Один и тот же материал, полученный разными способами, имеет различие в свойствах. Так, например, кирпич полусухого прессования отличается от кирпича, полученного способом пластического формования (при одном и том же сырье), меньшим сопротивлением изгибу. Изучение технологии в нашем курсе как раз имеет целью выяснение влияния способа получения на свойства материалов.
На свойства кирпича и других керамических изделий влияет не только состав глины и глиномассы, не только способ формования, но и температура обжига. Если для стенового кирпича обычная температура обжига 900…1000°С, то дорожный кирпич, плитки для пола, огнеупорные материалы обжигаются при более высокой температуре – до 1400°С. Материалы, обожженные при разных температурах, имеют разную структуру.
4. Состав структура и свойства керамики
Из раздела о превращениях глины при обжиге (см. выше) ясен химический состав строительной керамики: сплав из силикатов алюминия и кремнезема. По фазовому составу в керамике можно выделить: кристаллическую фазу, аморфную фазу и поры. Аморфная фаза имеет тот же химический состав, что и кристаллическая, она образовалась при оплавлении кристаллов и играет роль связующего в керамическом материале. Содержание газовой фазы – пор зависит от степени спекания (температуры обжига) и наличия в составе глиномассы веществ, выделяющих при обжиге газы, например, порообразующих (выгорающих) добавок.

Таким образом, структуру керамики можно назвать микроконгломератной, а при значительном содержании пор – капиллярно-пористой с открытыми порами.
Если в плотной и технической (оксидной) керамике пористость играет отрицательную роль – снижает прочность, то в строительной керамике поры могут иметь и положительное, и отрицательное значение. Это касается, в первую очередь стеновой керамики – кирпича и керамических камней. Благодаря открытой пористости кирпичная стена «дышит», т.е. обладает необходимой для стенового материала газопроницаемостью. В то же время при большой влажности воздуха внутри помещения (бани, прачечные и пр.) влага задерживается в порах кирпича стены, замерзает в наружном слое зимой и вызывает разрушение кирпича. Пористая керамика, таким образом, относится к материалам с малой прочностью и морозостойкостью, а также со значительной водопроницаемостью (вследствие открытости пор). Поэтому для строительных керамических изделий, работающих в условиях постоянной влажности, применяют плотную керамику (дорожный кирпич, плитки для пола, санитарно-технические изделия, трубы)
Характеристики структуры пористой керамики в цифрах: пористость 10-40%; водопоглощение по массе от 5 до 20 %; водопоглощение по объему от 10 до 40%. Плотная керамика имеет 0,5. 5 % водопоглощение по массе и 1. 10% по объему.
Теплопроводность керамики: 1,16 Вт/м.К – для абсолютно плотного черепка, 0,8 Вт/м.К – для кирпича, 0,2 Вт/м.К и менее – для эффективных (теплоизоляционных) изделий.
Прочность пористой керамики до 30 МПа, плотной — до 100 МПа; морозостойкость пористой керамики 15-50, плотной – выше.
Свойства керамического стенового кирпича в соответствии с ГОСТ 530-95 изложены в лабораторном практикуме. Там же приведены разновидности стенового кирпича и керамических камней по размерам.
Источник



