
Технология изготовления древесноволокнистых плит ДВП
В основе производства ДВП лежат технологические процессы разделения древесины на волокна, обеспечивающие в процессе плитообразования прочное взаимодействие волокон между собой.
Исходным сырьем для производства волокнистых плит могут быть как круглые лесоматериалы, так и технологическая щепа, получаемая из низкокачественной древесины и древесных отходов лиственных и хвойных пород (ель, сосна, береза, осина, дуб, бук и др.). Помимо древесины сырьем могут служить лубяные растения, имеющие волокнистое строение (тростник, камыш, стебли хлопчатника и др.); однако пока они не нашли применения в производстве плит в нашей стране.
Сырьем для изготовления плит MDF служат в основном круглые лесоматериалы и отходы лесопиления лиственных и хвойных пород. Из древесины хвойных пород получают светлые плиты высокого качества.
В технологии производства плит в древесноволокнистую массу вводят связующее, гидрофобизирующие вещества, осадители и другие добавки.
В качестве упрочняющих (связующих) веществ обычно используют фенолоформальдегидные смолы, реже сосновую канифоль и органические изоцианаты (дифенилметандиизоцианат). Из фенолоформальдегидных смол используют смолы резольного типа, в основном, марки СФЖ -3014 и СФЖ — 3024Б. Канифоль применяют иногда в качестве упрочняющей добавки в производстве мягких древесноволокнистых плит.
При увлажнении плиты не только коробятся, но и разбухают, увеличиваются в размерах. Чтобы придать древесноволокнистым плитам определенную водостойкость и гидрофобность, применяют гидрофобизирующие вещества: парафин, церезин, церезиновую композицию и дистиллятный гач. Внесение какого-либо из этих веществ в небольшом количестве (до 1 %) резко повышает водостойкость плит. Добавление большого количества веществ снижает прочность плит и становится нецелесообразным.
Гидрофобизирующие добавки вводят в древесноволокнистую массу в виде специально приготовленных и разбавленных горячей водой щелочных эмульсий. Это достигается интенсивным перемешиванием с добавкой эмульгатора. В качестве эмульгатора используют олеиновую кислоту с аммиаком, лигносульфонат (сульфатно-дрожжевую бражку), кубовые остатки синтетических жирных кислот.
Осадителями называются вещества, способствующие осаждению в водной суспензии проклеивающих составов на древесных волокнах. Наиболее часто употребляемыми осадителями являются сернокислый алюминий и серная кислота.
В производстве специальных древесноволокнистых плит, изготовляемых как мокрым, так и сухим способами, применяют различные химические добавки. Например, для повышения водостойкости твердых плит их пропитывают талловым маслом с сиккативом, госсиполовой смолой, отходами низкомолекулярного полиэтилена и др. Мягкие и полутвердые плиты пропитывают нефтяным битумом. Для получения огнестойких плит в древесноволокнистую массу вводят при мокром способе производства нефелиновый антипирен с добавкой асбеста, а при сухом способе — фосфаты и сульфаты аммония, буру, борную кислоту и т.д. Биостойкие плиты получают, применяя незначительные добавки кремнефтористого аммония, пентахлорфенолята натрия.
1. Технология изготовления ДВП мокрым способом производства
Изготовленная в рубительной машине щепа обязательно сортируется на трехуровневых ситах: размер верхнего сита 39×39, нижнего 5×5 мм. Крупную фракцию доизмельчают на дезинтеграторах. В производство ДВП идет щепа без мятых кромок, с длиной частиц 10-35 мм, с толщиной не более 5 мм, с углом среза 30-60 градусов. Содержание гнили допускается не более 5 %, минеральных включений не более 1 % , коры не более 15 %.
Оптимальная влажность щепы перед размолом 50-70 %, при истирании она снижается примерно на 30 %.
Основой изготовления качественных плит является высокое качество древесного волокна, однородность свойств и геометрических размеров. Первичный горячий размол щепы осуществляется в дефибраторах, вторичный – в рафинёрах или конических мельницах. Внешний вид системы размола Defibrator приведен на рис. 1. Она состоит из пропарочного бункера (камеры), со шнековым питателем, подогревателя, шнековой подающей системы и размольной установки. Пропарочный бункер предназначен для выравнивания температуры и влажности массы щепы с повышением температуры до 80-90 0 С. Воздействие пара на щепу делает ее менее ломкой, смягчает реакцию на динамические нагрузки. В зону размола могут подаваться добавки специального назначения: гидрофобизаторы, модификаторы и др.
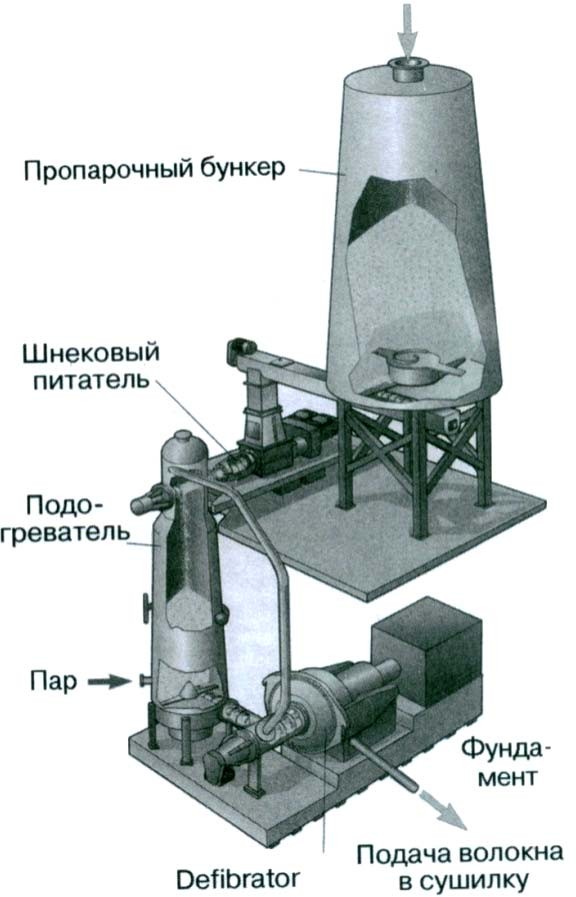
Рис. 1. Система размола Defibrator
Степень размола массы измеряется на аппарате «Дефибратор-секунда», характеризуется в градусах помола и имеет обозначение ДС. Для твердых плит степень помола должна быть в пределах 22-28 ДС, для мягких 28-35 ДС.
На рис. 2 видно, как различаются волокна, вышедшее из дефибратора и рафинера.
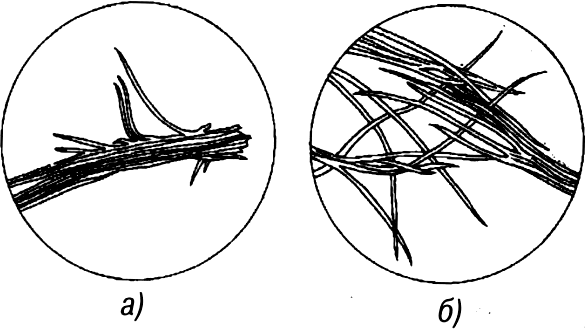
Рис. 2. Древесные волокна после размола: а) в дефибраторе; б) в рафинере
Древесноволокнистый ковер формируется в воздушной среде по сухому способу производства или в водной среде по мокрому способу производства. Взаимодействие сформированных в ковер древесных волокон между собой происходит в условиях горячего прессования при изготовлении твердых, полутвердых ДВП или при сушке (для мягких плит).
При мокром способе производства (рис. 3) готовую массу помещают в массный бассейн, где концентрация волокна перед отливом устанавливается в пределах 0,9-1,8 %. Обезвоживание ковра происходит последовательно фильтрацией, отсосом и отжимом. Горячее прессование происходит на поддонах с использованием сеток для создания условий удаления воды и пара. Температура прессования плит 200-215 0 С, давление 5,0-5,58 МПа на фазе отжима с последующим снижением на фазе сушки и повышением на заключительной фазе – закалке.
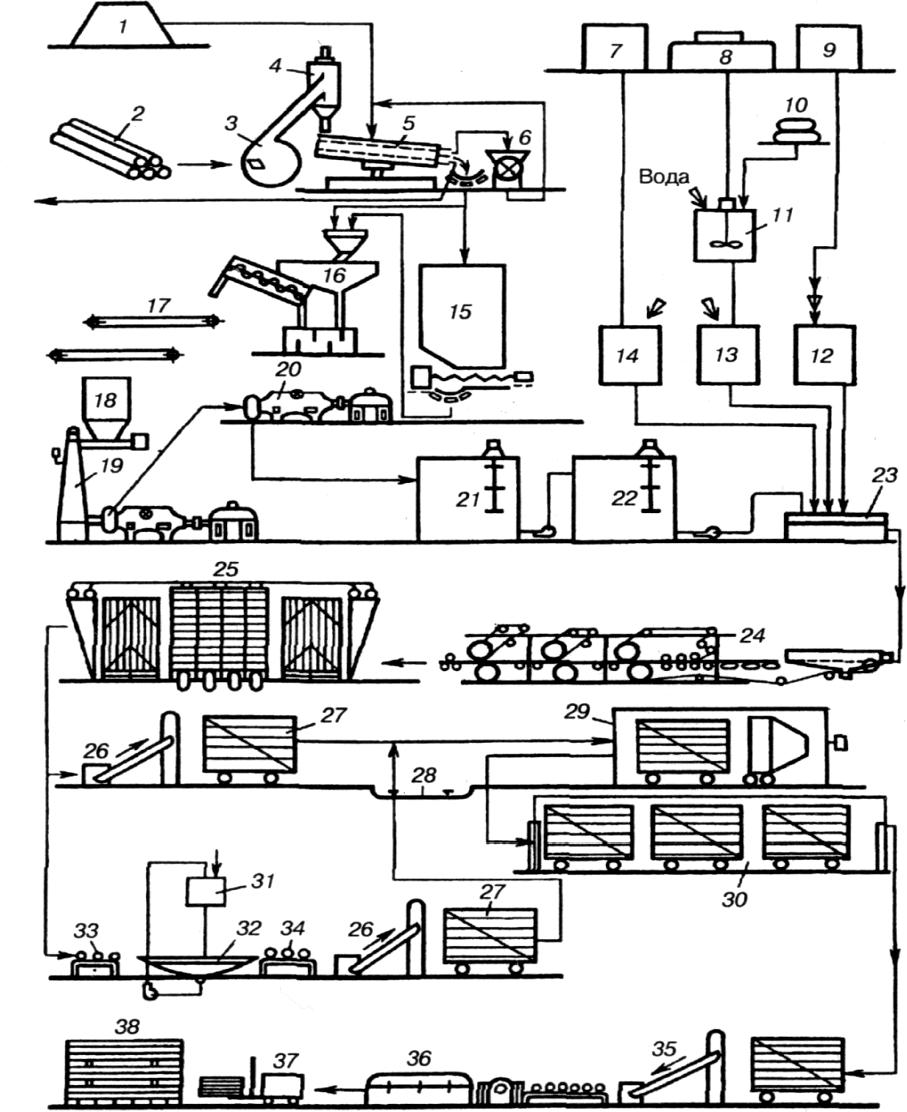
Рис. 3. Схема технологического процесса твердых и сверхтвердых плит: 1 – щепа; 2 – круглая древесина и кусковые отходы; 3 – рубительная машина; 4 — циклон; 5 – сортировка щепы; 6 – дезинтегратор; 7 – ёмкость для связующего; 8 – ёмкость для парафина; 9 – ёмкость для серной кислоты; 10 – мешки с эмульгатором; 11 – эмульсатор; 12; 13; 14 – расходные ёмкости соответственно для осадителя, парафиновой эмульсии и связующего; 15 – бункер щепы; 16 – установка для мойки щепы; 17 – ленточные конвейеры; 18 – расходный бункер для щепы дефибратора; 19 – дефибратор; 20 – рафинатор; 21 — рафинаторный бассейн; 22 – массный бассейн; 23 – ящик непрерывного проклеивания; 24 – отливная машина; 25 – пресс, 26; 35 – загрузочное и разгрузочное устройство; 27 — вагонетка; 28 – траверсный путь; 29 – камера термообработки; 30 – камера увлажнения; 31 — емкость для пропитывающего состава; 32 – пропиточная машина; 33; 34 – роликовые конвейеры; 36 – форматно-обрезная установка; 37 – электропогрузчик; 38 – склад готовой продукции
Сверхтвердые плиты получают введением дополнительной операции пропитки отпрессованных плит маслами, после чего плиты поступают на термообработку. Термообработку отпрессованных плит в специальных камерах проводят при температуре 160-170 0 С.
Схема получения мягких ДВП по мокрому способу производства аналогична схеме получения твердых плит. Однако отсутствуют такие операции как горячее прессование плит окончательная термообработка (рис. 4).
Производство ДПВ по мокрому способу организуется таким образом, чтобы минимизировать потребление воды. Объем сбрасываемых стоков находится на уровне 3 м 3 /т плит.
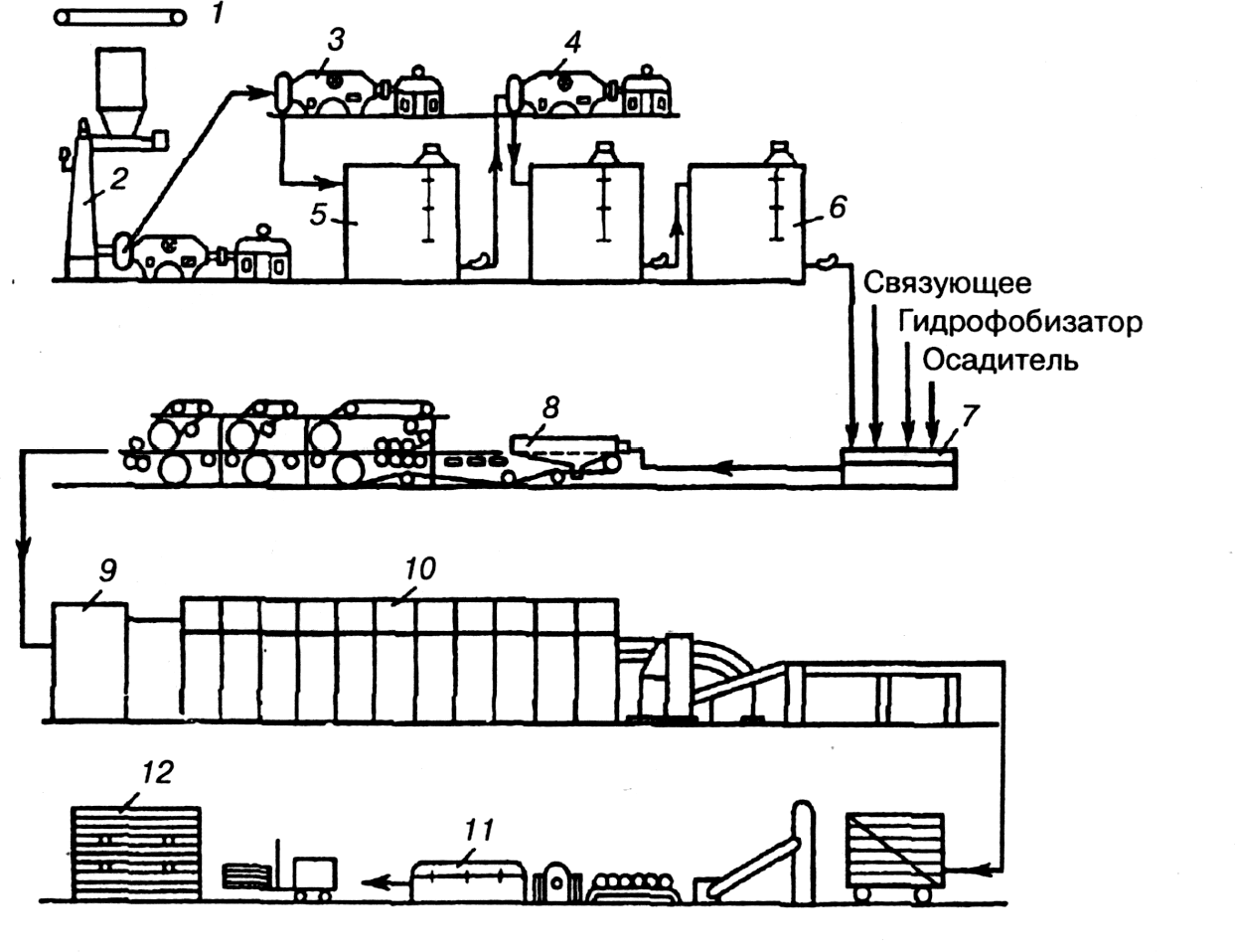
Рис. 4. Схема технологического процесса изготовления мягких плит: 1 – конвейер для подачи щепы; 2 – дефибратор; 3 – рафинатор; 4 — мельница третьей ступени размола; 5 – промежуточный массный бассейн; 6 — расходный массный бассейн; 7 – ящик непрерывной проклейки; 8 – отливная машина; 9 – загрузочное устройство; 10 – роликовая сушилка; 11 – форматно-обрезная установка; 12 – штабель плит склада готовой продукции.
2. Технология изготовления ДВП по сухому способу производства
На схеме по сухому способу производства ДПВ (рис. 5) видно, что древесноприготовительное отделение, типичное для производства других видов плит. Кондиционная щепа поступает в пропарочную камеру, раствор связующего распыляется на волокно при выходе из размольной установки. Сушку волокна проводят в две ступени. На подпрессованный волокнистый ковер наносят отделочный слой. Плиты прессуют в позиционных прессах при высокой температуре – 220-260 0 С. Максимальное давление прессования составляет 6,5-7,5 МПа. Камера кондиционирования выполняет две функции: увлажнения и охлаждения.
Для повышения прочности и водостойкости плит, отпрессованных на фенолоформальдегидном связующем проводят термообработку ДВП, и только после этого их подают на кондиционирование.
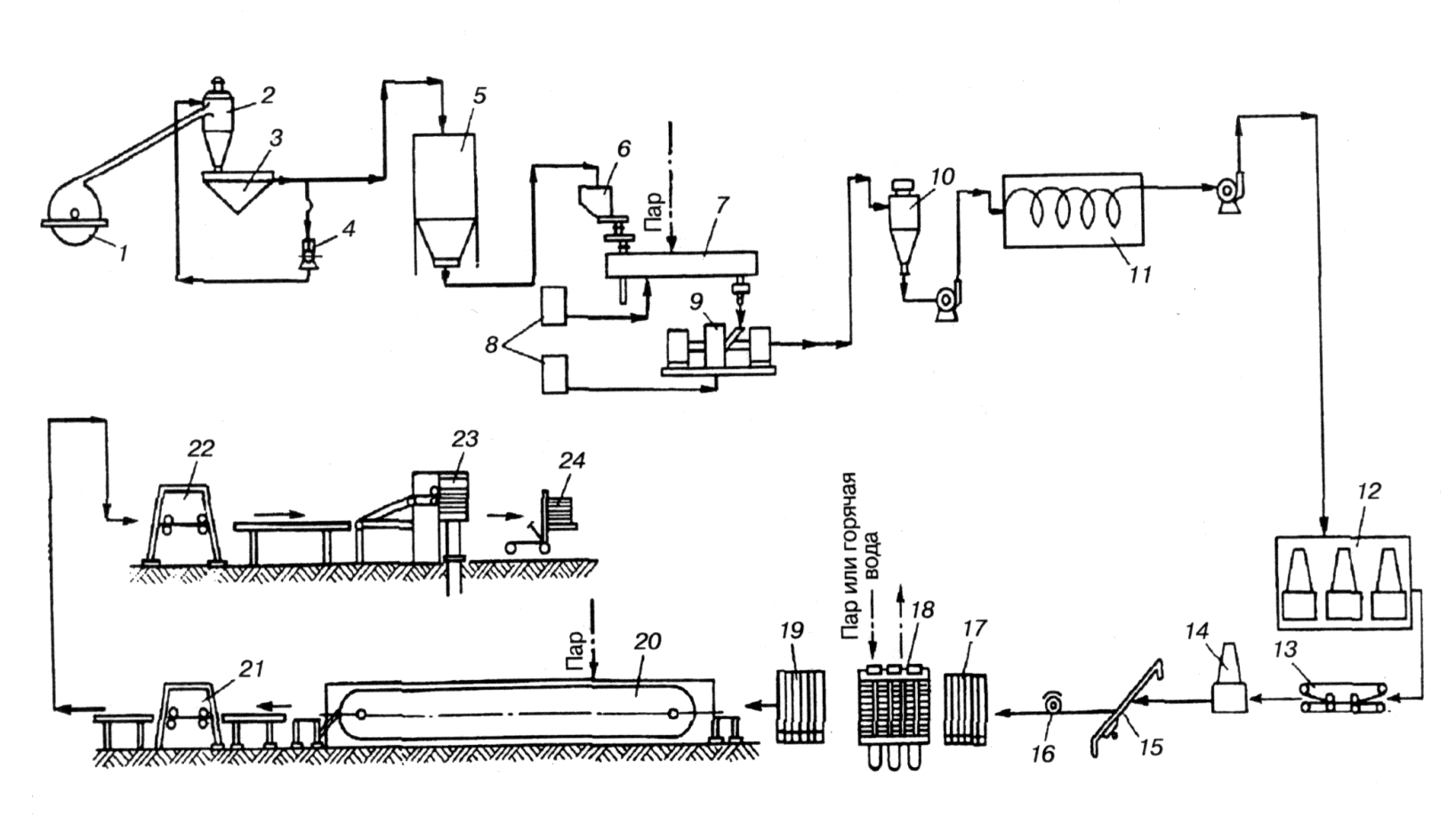
Рис. 5. Схема производства ДВП по сухому способу: 1 – рубительная машина; 2 – циклон; 3 – щепосортировочная установка; 4 – дезинтнгратор; 5 – бункер хранения щепы; 6 – расходный бункер щепы; 7 – пропарочный аппарат; 8 – расходные баки парафина и связующего; 9 — размольная установка; 10 – циклон сушилки первой ступени; 11 – сушилка второй ступени; 12 – формирующая машина; 13 – ленточный пресс предварительной подпрессовки; 14 – формующая головка отделочного слоя; 15 – пила поперечной резки; 16 – пила продольной резки; 17 – загрузочная этажерка; 18 – пресс; 19 – разгрузочная этажерка; 20 – камера кондиционирования; 21 – продольная резка; 22 – поперечная резка; 23 – накопитель плит; 24 – автопогрузчик
3. Технология изготовления MDF
Схема технологического процесса изготовления плит MDF включает три основных этапа: выработка древесного волокна, формирование ковра и горячее прессование (рис. 6).
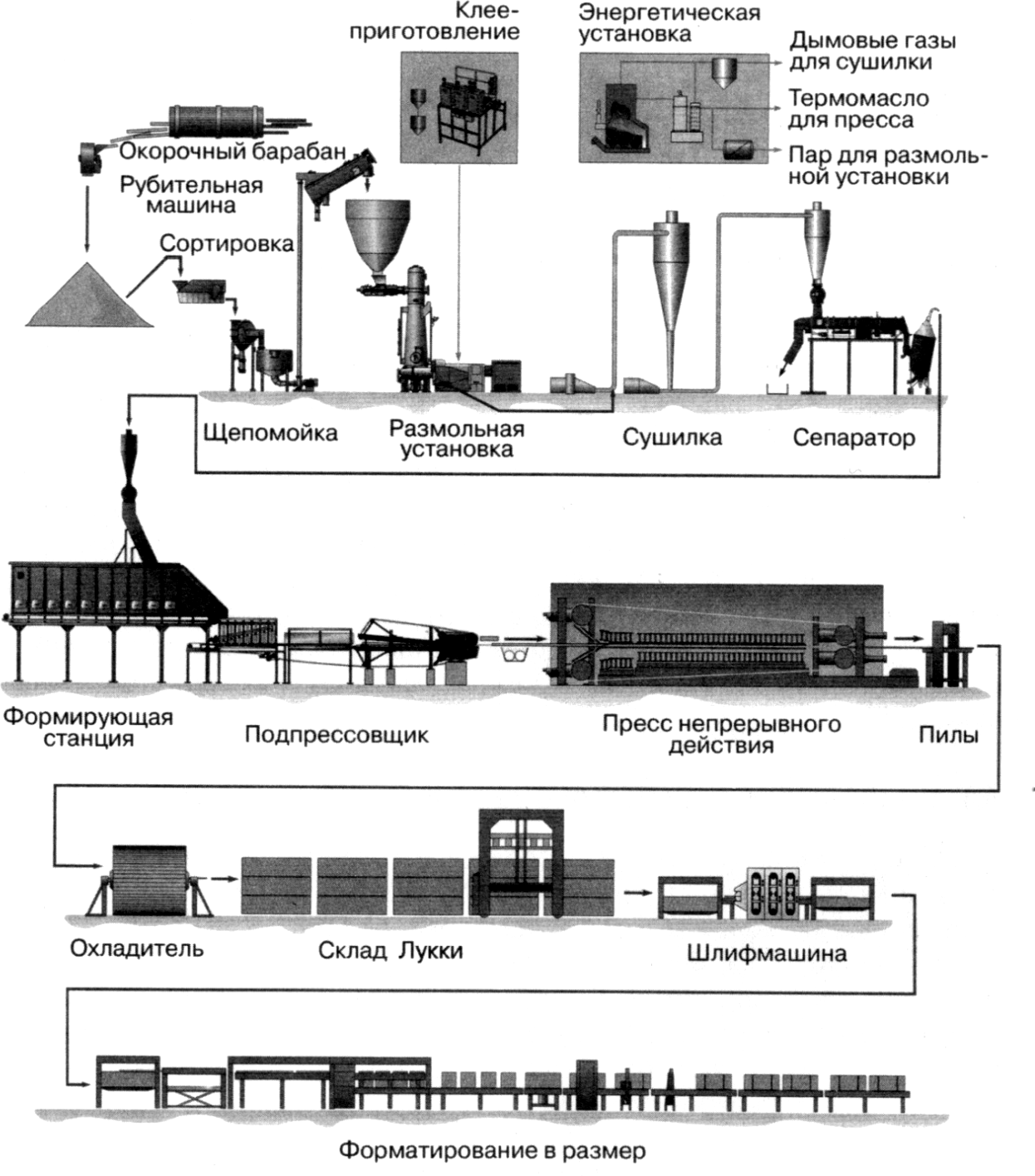
Рис. 6. Технологическая схема производства MDF
Для изготовления плит используется круглая древесина, кусковые отходы и технологическая щепа как хвойных, так и лиственных пород, аналогично другим видам древесноволокнистых плит. Сырье проходит переработку в древесно-подготовительном отделении, где установлены окорочные станки, рубительные машины, системы транспорта щепы и коры. Для очистки щепы от инородных включений кроме операции окорки круглых лесоматериалов, предусмотрена операция мойки щепы.
Основой изготовления качественных плит MDF является также высокое качество древесного волокна, которое получают, как и при сухом способе производства древесноволокнистых плит, методом Defibrator.
Выработанное волокно поступает на сушку, которая осуществляется в пневмосушилках с ограниченной температурой теплоносителя – не более температуры начала терморазложения компонентов древесного комплекса, составляющая 180 0 С. Основные типы используемых сушилок – традиционные одноступенчатые и прогрессивные двухступенчатые, в которых процесс сушки происходит более мягко, чем в первых, а также позволяет минимизировать риск преждевременного отверждения связующего и пересушивания волокна.
Процесс сушки в трубе-сушилке осуществляется путем подачи сырого волокна в поток горячего воздуха.
При движении волокна от размольного агрегата к сушилке через форсунки или дисковые распылители в поток массы распыляется водный раствор связующего.
Качество формирования волокнистого ковра определяет однородность показателей MDF. Формирование ковра осуществляется при помощи механической станции формирования ковра. Масса из бункера-дозатора поступает на разбрасывающие ролики и по направляющей пластине проходит к распределительным роликам. Для равномерности ковра по ширине установлены выравнивающие ролики, а уравнивающие ролики делают поверхность ковра гладкой и толщину ковра равномерной (рис. 7).
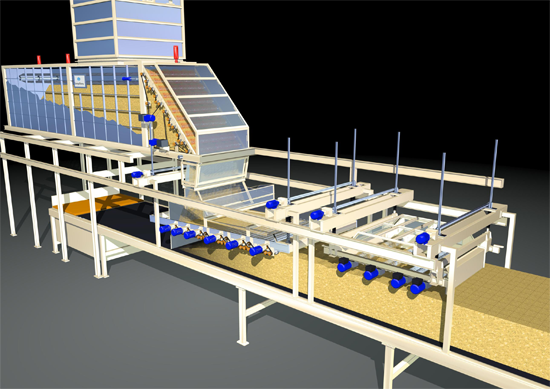
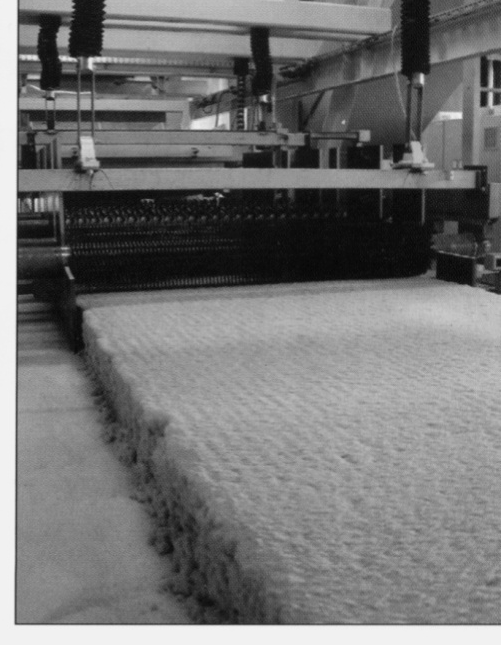
Рис. 7. Компоновка формирующей машины в производстве MDF и внешний вид волокнистого ковра на выходе из нее (Siempelkamp)
Сформированный ковер поступает на подпрессовку для уменьшения толщины и увеличения его плотности. При этом еще из ковра удаляется значительная часть воздуха. Подпрессовка осуществляется на необогреваемом прессе ленточно-вальцового типа. Плотность ковра после данной операции составляет порядка 550 кг/м 3
Высокопроизводительные современные предприятия осуществляют прессование MDF в прессах непрерывного действия, которые обеспечивают высокую точность по толщине и стабильное качество плиты. Максимальное давление прессования составляет 5 МПа в начале процесса и снижается постепенно до 1,5 МПа. Пресс имеет зону охлаждения в конечной фазе прессования плит. Это уменьшает давление парогазовой смеси внутри плиты и исключает образование пузырей и расслоение при выходе плиты из пресса.
После прессования обработка MDF аналогично применяемой в производстве ДСтП. Шлифование плит после проходных прессов проводится только для удаления глянца и выравнивания возможной неплоскостности. Припуск на шлифование в многоэтажных прессах назначают до 1,6 мм.
Источник
Производство ДВП мокрым способом
Автор работы: Пользователь скрыл имя, 04 Июля 2014 в 19:33, курсовая работа
Краткое описание
Древесноволокнистыми плитами называются листовые материалы, сформированные из древесных волокон. Изготовляют их из древесных отходов или низкокачественной круглой древесины. В отдельных случаях в зависимости от условий снабжения предприятия сырьем применяют одновременно как древесные отходы, так и низкосортную древесину в круглом виде. При прессовании мокрым способом получаются плиты одно¬сторонней гладкости — у них поверхность, выходящая из-под пресса, будет гладкая, а на обратной стороне останутся следы сет¬ки, на которой происходило прессование.
Содержание
Введение………………………………………………………………………3
Основная часть………………………………………………………………..5
1. Технология производство ДВП мокрым способом.
1.1 Сырье, его подготовка и хранение…………………………………….5
1.2 Получение древесноволокнистой массы………………………………9
1.3 Проклейка древесноволокнистой массы……………………………..12
1.4 Отлив ковра……………………………………………………………..13
1.5 Прессование плит………………………………………………………15
1.6Пропитка маслом, термическая обработка и увлажнение древесноволокнистых плит………………………………………………..17
1.7 Форматная резка плит…………………………………………………18
2. Описание технологической схемы производства древесноволокнистых плит……………………………………..…………………………………. 19
3.Расчет и подбор основного и вспомогательного оборудования для производства ДВП мокрым способом.
3.1 Подбор рубительной машины…………………………………………23
3.2 Подбор сортировочной машины………………………………………23
3.3 Подбор дезинтегратора…………………………………………………24
3.4 Подбор расходных бункеров кондиционной щепы…………………..24
3.5 Подбор пропарочной установки……………………………………….26
Заключение………………………………………………………………….…27
Список литературы……………………………………………………….…
Вложенные файлы: 1 файл
курсовая акм и тим.docx
Министерство Образования и Науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Казанский Национальный Исследовательский Технологический Университет»
по предмету: специальная глава технологии деревообработки,
на тему: производство ДВП мокрым способом.
1. Технология производство ДВП мокрым способом.
1.1 Сырье, его подготовка и хранение…………………………………….5
1.2 Получение древесноволокнистой массы………………………………9
1.3 Проклейка древесноволокнистой массы……………………………..12
1.6Пропитка маслом, термическая обработка и увлажнение древесноволокнистых плит………………………………………………..17
1.7 Форматная резка плит…………………………………………………18
2. Описание технологической схемы производства древесноволокнистых плит……………………………………..………………………… ………. 19
3.Расчет и подбор основного и вспомогательного оборудования для производства ДВП мокрым способом.
3.1 Подбор рубительной машины…………………………………………23
3.2 Подбор сортировочной машины………………………………………23
3.3 Подбор дезинтегратора………………………………………… ………24
3.4 Подбор расходных бункеров кондиционной щепы…………………..24
3.5 Подбор пропарочной установки……………………………………….26
Древесноволокнистыми плитами называются листовые материалы, сформированные из древесных волокон. Изготовляют их из древесных отходов или низкокачественной круглой древесины. В отдельных случаях в зависимости от условий снабжения предприятия сырьем применяют одновременно как древесные отходы, так и низкосортную древесину в круглом виде. При прессовании мокрым способом получаются плиты односторонней гладкости — у них поверхность, выходящая из-под пресса, будет гладкая, а на обратной стороне останутся следы сетки, на которой происходило прессование.
Рис.1 Древесноволокнистая плита.
Древесноволокнистые плиты применяют в различных областях народного хозяйства: в строительстве (наружные и внутренние элементы, сельскохозяйственные постройки); для изготовления встроенной мебели (кухонные шкафы); в мебельном производстве; автомобиле — и судостроении; производстве контейнеров, ящиков и др. В нашей стране ежегодно увеличиваются объемы производства древесноволокнистых плит. Это высококачественный, дешевый отделочный и конструкционный материал, выгодно отличающийся от натуральной древесины и клееной фанеры. Древесноволокнистые плиты изотропны, не подвержены растрескиванию, обладают большой гибкостью при высоком модуле упругости.
Плиты долговечны: прослужив более 20 лет, они находятся в хорошем состоянии. Обычная масляная краска, которой покрыты плиты, эксплуатируемые на открытом воздухе, сохраняется 15—18 лет, т. е. дольше, чем краска, которой покрывают натуральную древесину.
Древесноволокнистые плиты широко используются в различных сферах деятельности благодаря разнообразию их свойств.
ГОСТом регламентированы следующие физико-механические свойства древесноволокнистых плит: формат и толщина, прочность на изгиб, влажность, набухание, водопоглощение. Для мягких плит одним из основных показателей качества является теплопроводность. Кроме перечисленных, для потребителей важны дополнительные нерегламентированные сведения о плитах.
Показатели теплопроводности имеют первостепенное значение для мягких плит, так как их основное назначение — теплоизоляция. Древесноволокнистые плиты — хороший теплоизоляционный материал.
Древесноволокнистые плиты хорошо поддаются склеиванию. Мягкие плиты склеивают между собой, а также с твердыми плитами, древесиной, линолеумом, металлами (жестью, оцинкованным железом, алюминиевой фольгой), цементной штукатуркой. Склеивание обеспечивается использованием карбамидных смол или поливинилацетатных эмульсий. Учитывая высокую пористость мягких плит, в клеи и клеящие эмульсии необходимо вводить наполнитель — древесную или ржаную муку. Твердые плиты склеивают между собой, с мягкой древесиной, линолеумом и листовыми металлами. Твердые и мягкие плиты отлично поддаются окраске масляными, водоэмульсионными и различными синтетическими эмалями, оклейке бумажными, синтетическими обоями и линкрустом, а также бумажными пластиками и другими листовыми синтетическими пленками.
Наиболее распространенные способы изготовления плит – мокрый и сухой. Промежуточные между ними — мокросухой и полусухой способы, которые получили меньшее распространение.
Мокрый способ основан на формировании ковра из древесноволокнистой массы в водной среде и горячем прессовании нарезанных из ковра отдельных полотен, находящихся во влажном состоянии (при относительной влажности около 70%).
В процессе изготовления плит мокрым способом древесину измельчают в щепу; затем ее превращают в волокна, из которых формируют ковер. Далее ковер разрезают на полотна. Сухие полотна прессуют в твердые плиты. Влажные полотна или прессуют, получая твердые и полутвердые плиты, или сушат, получая мягкие (изоляционные) плиты. Указанными выше способами можно изготовить волокнистые плиты из любых органических материалов, поддающихся расщеплению на волокна.
Рис.2 Общая схема технологического процесса производства ДВП
1. Технология производство ДВП мокрым способом.
1.1 Сырье, его подготовка и хранение
Выбор сырья определяется экономической целесообразностью с учетом величины его запасов, условий заготовки, доставки и хранения. Для производства древесноволокнистых плит используют отходы лесопиления и деревообработки, дровяное долготье, мелкий круглый лес от рубок ухода и лесосечные отходы.
Одним из главных требований, предъявляемых к сырью, является возможность получения из него наиболее длинного волокна. В этом отношении хвойные древесные породы имеют преимущество перед лиственными: длина волокон хвойных пород (сосны, ели, пихты) колеблется в пределах от 2,6 до 4,4 мм, а лиственных (березы, осины, тополя) — от 0,7 до 1,6 мм.
Характеристикой древесины служит ее плотность в абсолютно сухом состоянии (табл. 1).
Источник



