
- Способы газовой сварки. Правый и левый способ
- Правый способ газовой сварки
- Левый способ газовой сварки
- Выбор способа газовой сварки при сварке горизонтальных, вертикальных и потолочных швов
- Техника правого способа сварки
- Описание правого способа газовой сварки
- Описание левого способа газовой сварки
- Критерии выбора
- Способы газовой сварки
- Левый и правый способы газовой сварки
- Рисунок 1 — Способы газовой сварки
- Газовая сварка пламенем повышенной мощности
- Технология газовой сварки
Способы газовой сварки. Правый и левый способ
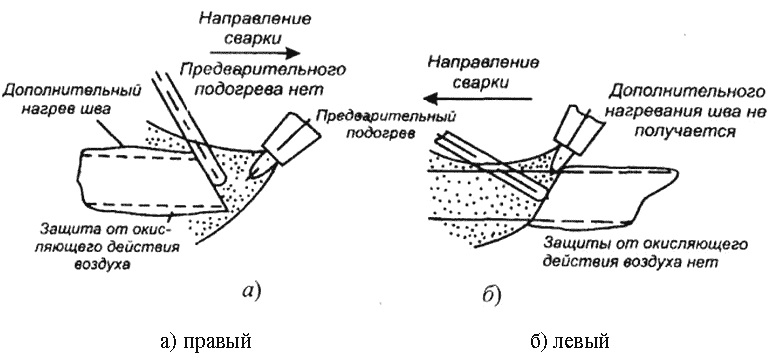
Существуют два основных способа газовой сварки — левый и правый. Схемы левого и правого способа показы на рисунке: (на схеме а) — правый способ сварки, на схеме б) — левый).

Правый способ газовой сварки
При правом способе газовой сварки (схема а) на рисунке), её выполняют слева направо, поток сварочного пламени направляется на уже сваренный участок металла. Горелка (поз.3) двигается впереди присадочной проволоки (поз.2) и расплавляет основной металл (поз.1). При этом поток газового пламени (поз.4) направляется на образующийся сварной шов (поз.5).
Преимущества правого способа состоят в том, что сварочная ванна лучше защищена от проникновения в неё азота и кислорода из воздуха, увеличивается глубина проплавления основного металла и замедляется охлаждение металла сварного шва при его остывании. Эти преимущества получаются из-за того, что поток газового пламени, в процессе сварки металла, направлен на образующийся сварной шов.
При правом способе сварки пламя сварочной горелки ограничено с обеих сторон сварными кромками, а спереди — наплавленным сварным швом. Такое ограничение пламени снижает рассеивание теплоты и повышает степень её использования. Исходя из этого, суммарный угол разделки при таком способе, выполняют 60-70°, вместо 90°. Это позволяет уменьшить объём наплавляемого металла и уменьшить поводки и коробление.
Правый способ сварки позволяет увеличить производительность работы на 20-25%, по сравнению с левым способом. При этом расход горючих газов для газовой сварки снижается на 15-20%. Данный способ сварки целесообразнее применять при сваривании металлов, толщиной более 5мм, а также для сваривания металлов большой теплопроводности, например, для сварки меди или для сварки алюминия.
Левый способ газовой сварки
При левом способе газовой сварки, сварочная горелка движется справа налево, вслед за присадочным прутком (схема б) на рисунке). При этом поток газового пламени направлен на ещё не сваренные кромки металла, подогревая их и подготавливая металл к сварке.
Преимущества левого способа сварки состоят в том, что сварщику хорошо видно свариваемый металл, в результате внешний вид шва лучше и постоянную геометрию шва (высота и ширина) обеспечить проще. При сварке левым способом сварочное пламя свободно растекается по большой площади свариваемого металла, не концентрируясь в одном месте. И это существенно снижает вероятность пережога металла. Кроме того, предварительный подогрев свариваемого металла способствует тщательному перемешиванию расплавленной ванны.
Из-за этих преимуществ левый способ особенно часто применяют при сварке тонкого металла, а также при сварке легкоплавких материалов.
Выбор способа газовой сварки при сварке горизонтальных, вертикальных и потолочных швов
Выбор способа сварки зависит не только от толщины свариваемых деталей, но и от пространственного положения сварного соединения. При сварке в нижнем положении, способ сварки выбирают, как уже говорилось выше, в зависимости от толщины свариваемых деталей.
При сварке вертикальных швов снизу вверх, выбирают левый способ газовой сварки, справа налево, когда горелка двигается за присадочной проволокой. При сварке горизонтальных швов поток газового пламени из сварочной горелки направляют на формирующийся шов и также выбирают левый способ сварки (справа налево). Для того, чтобы жидкий металл не вытекал из расплавленной ванны, её выполняют с небольшим перекосом.
Для сварки потолочных швов предпочтительным является правый способ сварки. При таком способе сварки, сварочное пламя направляется напрямую на образующийся сварной шов, и препятствует стеканию расплавленного металла из жидкой ванны.
Источник
Техника правого способа сварки
При газосварочных работах преимущественно используются два способа сварки — правый и левый. Выбор будет зависеть от пространственного положения свариваемых поверхностей и от толщины металла. Оба способа предполагают использование флюсов для удаления оксидов и легирования сварочной ванны.
Описание правого способа газовой сварки
Метод, при котором пламя горелки направляется с левой стороны и сам процесс происходит слева направо, является правым способом. Поток пламени при этом должен быть направлен на сварной шов, сама горелка при этом продвигается перед присадочной проволокой постепенно расплавляя металл.
- повышенная защита от проникновения газов (кислород, азот) из воздуха в расплав;
- увеличенная глубина охвата;
- остывание шва происходит равномерно.
Пламя горелки находится в ограниченном пространстве между кромками и швом. Это снижает теплоотдачу и повышает эффективность сварки. Необходимый угол раскрытия кромок — 60-70°. Он позволяет уменьшить образуемый объем и вес наплавленного металла. Сниженный расход горючих газов на один миллиметр толщины при работе, увеличенная производительность (до 20%) делают этот способ оптимальным при работе с элементами толщиной более 5 мм. Вероятность появления деформационных изменений металла после усадки в этом случае минимальна. Метод хорошо зарекомендовал себя при работе с металлами с повышенной теплопроводностью, таких как медь и алюминий. Подробнее о данном методе на сайте http://rekom.kiev.ua.
Описание левого способа газовой сварки
Обратный подход применяется при левом способе — сварочная горелка движется справа налево, перемещаясь за присадочным прутом. Пламя при этом направляется на холодные кромки свариваемых деталей, подготавливая их к сплавлению. Угол скоса при этом выбирается больший — 70-90°. Мощность пламени ацетиленовой горелки выбирается из расчета 100-130 дм³/ч (при правом варианте — 130-150 л/ч).
- идеальный визуальный контроль над процессом;
- сниженная вероятность пережога поверхности;
- высокая степень смешивания в расплавленной ванне.
Метод применяется при работе с легкоплавкими материалами, а также при сварке тонких металлических листов толщиной до 4 мм.
Критерии выбора
Способ выбирается в зависимости от положения соединения — вертикальное, горизонтальное, потолочное, а также исходя из параметров толщины элементов. При сварке в нижнем положении определяющей является толщина. Вертикальные (направление снизу вверх) и горизонтальные швы выполняются левым способом. Для предотвращения вытекания при образовании ванны ей в этом случае придают небольшой перекос. При выполнении потолочного соединения предпочтительней правый вид — пламя, направленное непосредственно на шов, будет препятствовать стеканию расплава из области жидкой ванны.
Источник
Способы газовой сварки
Левый и правый способы газовой сварки
В практике различают два способа ручной газовой сварки: правый и левый.
Левым способом газовой сварки называется такой способ, при котором сварку ведут справа налево, сварочное пламя направляют на еще несваренные кромки металла, а присадочную проволоку перемещают впереди пламени. Левый способ наиболее распространен и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла предварительно подогревают, что обеспечивает хорошее перемешивание сварочной ванны. При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва лучше, чем при правом способе.
Правым способом газовой сварки называется такой способ, когда сварку выполняют слева направо, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Мундштуком горелки при правом способе выполняют незначительные поперечные колебания. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Теплота пламени рассеивается меньше, чем при левом способе. Поэтому при правом способе сварки угол разделки шва делается не 90°, а 60-70°, что уменьшает количество наплавляемого металла и коробление изделия.

а — левый, б — правый
Рисунок 1 — Способы газовой сварки
Правый способ экономичнее левого, производительность сварки при правом способе на 20-25% выше, а расход газов на 15-20% меньше, чем при левом. Правый способ целесообразно применять при сварке деталей толщиной более. 5 мм и при сварке металлов с большой теплопроводностью. При сварке металла толщиной до 3 мм более производителен левый способ.
Мощность сварочной горелки для стали при правом способе выбирается из расчета ацетилена 120-150 дм 3 /ч, а при левом — 100-130 дм 3 /ч на 1 мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. При левом способе сварки диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого металла, мм.
Газовая сварка пламенем повышенной мощности
При этом способе газовой сварки горелка берется мощностью в два раза большей, чем при обычном способе сварки, и устанавливается пламя с избытком ацетилена на 7-10%. Кромки металла нагреваются только до начала оплавления. Газовая сварка стали производится следующим образом. Кромки нагреваются науглероживающим пламенем, вследствие чего верхний слой их обогащается углеродом и температура плавления металла понижается. При температуре 1200°С кромки начинают оплавляться (потеть). В это время в сварочный шов вводят присадочную проволоку, нагретую до плавления. Расплавленный металл проволоки растворяет науглероженный верхний слой основного металла и прочно соединяется с ним. Глубокое расплавление кромок производить нельзя, так как получится высокоуглеродистый хрупкий слой.
Диаметр проволоки берут больший, чем при обычной сварке. Скос кромок 60-70°С. Газовая сварка производится правым способом. Этот способ обеспечивает большую скорость сварки, но требует высокой квалификации сварщика.
Источник
Технология газовой сварки
 |
|
Газовая сварка сравнительно проста, не требует сложного, дорогого оборудования и источника электроэнергии.
Недостатком газовой сварки является меньшая по сравнению с дуговой скорость нагрева металла и большая зона теплового воздействия на металл. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше.
Вследствие сравнительно медленного нагрева металла пламенем и невысокой концентрации тепла производительность газовой сварки снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1 мм скорость газовой сварки составляет около 10 м/ч, при толщине 10 мм — только 2 м/ч. Поэтому газовая сварка стали толщиной свыше 6 мм менее производительна, чем дуговая сварка.
Стоимость ацетилена и кислорода выше стоимости электроэнергии, поэтому газовая сварка обходится дороже электрической. К недостаткам газовой сварки относится также взрывоопасность и пожароопасность при нарушении правил обращения с карбидом кальция, горючими газами и жидкостями, кислородом, баллонами со сжатыми газами и ацетиленовыми генераторами. Газовую сварку применяют при следующих работах: изготовлении и ремонте изделий из стали толщиной 1-3 мм; сварке сосудов и резервуаров небольшой емкости, заварке трещин, вварке заплат и пр.; ремонте литых изделий из чугуна, бронзы, силумина; сварке стыков труб малых и средних диаметров; изготовлении изделий из алюминия и его сплавов, меди, латуни и свинца; изготовлении узлов конструкций из тонкостенных труб; наплавке латуни на детали из стали и чугуна; соединении ковкого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы, низкотемпературной сварке чугуна.
Газовой сваркой можно соединять почти все металлы, применяемые в технике. Чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой.
ТЕХНИКА ГАЗОВОЙ СВАРКИ
Газовой сваркой можно выполнять нижние, горизонтальные, вертикальные и потолочные швы. Наиболее трудно выполнять потолочные швы, так как в этом случае сварщик должен поддерживать и распределять по шву жидкий металл, используя давление газов пламени. Наиболее часто газовой сваркой выполняют стыковые соединения, реже угловые и торцовые соединения. Газовой сваркой не рекомендуется выполнять соединения внахлестку и тавровые, так как они требуют интенсивного нагрева металла и сопровождаются повышенным короблением изделия.
Отбортованные соединения тонкого металла сваривают без присадочной проволоки. Применяют прерывистые и непрерывные швы, а также швы однослойные и многослойные. Перед сваркой кромки тщательно очищают от следов масла, краски, ржавчины, окалины, влаги и прочих загрязнений.
В табл. 10 показана подготовка кромок при газовой сварке углеродистых сталей стыковыми швами.

ПЕРЕМЕЩЕНИЕ ГОРЕЛКИ ПРИ СВАРКЕ
Пламя горелки направляют на свариваемый металл так, чтобы кромки металла находились в восстановительной зоне, на расстоянии 2—6 мм от конца ядра. Касаться расплавленного металла концом ядра нельзя, так как это вызовет науглероживание металла ванны. Конец присадочной проволоки также должен находиться в восстановительной зоне или быть погруженным в ванну расплавленного металла. В том месте, куда направлен конец ядра пламени, жидкий металл давлением газов слегка раздувается в стороны, образуя углубление в сварочной ванне.
Скорость нагрева металла при газовой сварке можно регулировать, изменяя угол наклона мундштука к поверхности металла. Чем больше этот угол, тем больше тепла передается от пламени металлу и тем быстрее он будет нагреваться. При сварке толстого или хорошо проводящего тепло металла (например, красной меди) угол наклона мундштука а берут больше, чем при сварке тонкого или с низкой теплопроводностью. На рис. 86, а показаны углы наклона мундштука, рекомендуемые при левой (см. § 4 этой главы) сварке стали различной толщины.

На рис. 86, б показаны способы перемещения мундштука по шву. Основным является перемещение мундштука вдоль шва. Поперечные и круговые движения являются вспомогательными и служат для регулирования скорости прогрева и расплавления кромок, а также способствуют образованию нужной формы сварного шва.
Способ 4 (см. рис. 86, б) применяют при сварке тонкого металла, способы 2 и 3 — при сварке металла средней толщины. Во время сварки нужно стремиться к тому, чтобы металл ванны всегда был защищен от окружающего воздуха газами восстановительной зоны пламени. Поэтому способ 1, при котором пламя периодически отводится в сторону, применять не рекомендуется, так как при нем возможно окисление металла кислородом воздуха.
ОСНОВНЫЕ СПОСОБЫ ГАЗОВОЙ СВАРКИ
Левая сварка (рис. 87, а). Этот способ наиболее распространен. Его применяют при сварке тонких и легкоплавких металлов. Горелку перемещают справа налево, а присадочную проволоку ведут впереди пламени, которое направляют на несваренный участок шва. На рис. 87, а внизу показана схема движения мундштука и проволоки при левом способе сварки. Мощность пламени при левой сварке берут от 100 до 130 дм 3 ацетилена в час на 1 мм толщины металла (стали).
Правая сварка (рис. 87, б). Горелку ведут слева направо, присадочную проволоку перемещают вслед за горелкой. Пламя направляют на конец проволоки и сваренный участок шва. Поперечные колебательные движения производят не так часто, как при левой сварке. Мундштуком делают незначительные поперечные колебания; при сварке металла толщиной менее 8 мм мундштук передвигают вдоль оси шва без поперечных движений. Конец проволоки держат погруженным в сварочную ванну и перемешивают им жидкий металл, чем облегчается удаление окислов и шлаков. Тепло пламени рассеивается в меньшей степени и используется лучше, чем при левой сварке. Поэтому при правой сварке угол раскрытия шва делают не 90°, а 60-70°, что уменьшает количество наплавляемого металла, расход проволоки и коробление изделия от усадки металла шва.

Правой сваркой целесообразно соединять металл толщиной свыше 3 мм, а также металл высокой теплопроводности с разделкой кромок, как, например, красную медь. Качество шва при правой сварке выше, чем при левой, потому что расплавленный металл лучше защищен пламенем, которое одновременно отжигает наплавленный металл и замедляет его охлаждение. Вследствие лучшего использования тепла правая сварка металла больших толщин экономичнее и производительнее левой — скорость правой сварки на 10—20% выше, а экономия газов составляет 10-15%.
Правой сваркой соединяют сталь толщиной до 6 мм без скоса кромок, с полным проваром, без подварки с обратной стороны. Мощность пламени при правой сварке берут от 120 до 150 дм 3 ацетилена в час на 1 мм толщины металла (стали). Мундштук должен быть наклонен к свариваемому металлу под углом не менее 40°.
При правой сварке рекомендуется применять присадочную проволоку диаметром, равным половине толщины свариваемого металла. При левой сварке пользуются проволокой диаметром на 1 мм больше, чем при правой сварке. Проволока диаметром более 6—8 мм при газовой сварке не применяется.
Сварка сквозным валиком (рис. 88). Листы устанавливают вертикально с зазором, равным половине толщины листа. Пламенем горелки расплавляют кромки, образуя круглое отверстие, нижнюю часть которого заплавляют присадочным металлом на всю толщину свариваемого металла. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия, и так до тех пор, пока не будет сварен весь шов. Шов получается в виде сквозного валика, соединяющего свариваемые листы. Металл шва получается плотным, без пор, раковин и шлаковых включений.

Сварка ванночками. Этим способом сваривают стыковые и угловые соединения металла небольшой толщины (менее 3 мм) с присадочной проволокой. Когда на шве образуется ванночка диаметром 4-5 мм, сварщик вводит в нее конец проволоки и, расплавив небольшое количество ее, перемещает конец проволоки в темную, восстановительную часть пламени. При этом он делает мундштуком круговое движение, перемещая его на следующий участок шва. Новая ванночка должна перекрывать предыдущую на 1/3 диаметра. Конец проволоки во избежание окисления нужно держать в восстановительной зоне пламени, а ядро пламени не должно погружаться в ванночку во избежание науглероживания металла шва. Сваренные этим способом (облегченными швами) тонкие листы и трубы из малоуглеродистой и низколегированной стали дают соединения отличного качества.
Многослойная газовая сварка. Этот способ сварки имеет ряд преимуществ по сравнению с однослойной: обеспечивается меньшая зона нагрева металла; достигается отжиг нижележащих слоев при наплавке последующих; обеспечивается возможность проковки каждого слоя шва перед наложением следующего. Все это улучшает качество металла шва. Однако многослойная сварка менее производительна и требует большего расхода газов, чем однослойная, поэтому ее применяют только при изготовлении ответственных изделий. Сварку ведут короткими участками. При наложении слоев нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением нового слоя нужно проволочной щеткой тщательно очистить поверхность предыдущего от окалины и шлаков.
Сварка окислительным пламенем. Этим способом сваривают малоуглеродистые стали. Сварку ведут окислительным пламенем, имеющим состав

Для раскисления образующихся при этом в сварочной ванне окислов железа применяют проволоки марок Св-12ГС, Св-08Г и Св-08Г2С по ГОСТ 2246— 60, содержащие повышенные количества марганца и кремния, которые являются раскислителями. Данный способ повышает производительность на 10—15%.
Сварка пропан — бутан-кислородным пламенем . Сварка ведется при повышенном содержании кислорода в смеси

с целью повышения температуры пламени и увеличения провара и жидкотекучести ванны. Для раскисления металла шва применяют проволоки Св-12ГС, Св-08Г, Св-08Г2С, а также проволоку Св-15ГЮ (0,5—0,8% алюминия и 1 — 1,4% марганца) по ГОСТ.
Исследованиями А. И. Шашкова, Ю. И. Некрасова и С. С.Ваксман установлена возможность использования в данном случае обычной малоуглеродистой присадочной проволоки Св-08 с раскисляющим покрытием, содержащим 50% ферромарганца и 50% ферросилиция, разведенного на жидком стекле. Вес покрытия (без учета веса жидкого стекла) составляет 2,8—3,5% к весу проволоки. Толщина покрытия: 0,4-0,6 мм при использовании проволоки диаметром 3 мм и 0,5—0,8 мм при диаметре 4 мм. Расход пропана 60-80 л/ч на 1 мм толщины стали, в = 3,5, угол наклона прутка к плоскости металла составляет 30-45°, угол разделки кромок 90°, расстояние от ядра до прутка 1,5—2 мм, до металла 6-8 мм. Этим способом можно сваривать сталь толщиной до 12 мм. Лучшие результаты получены при сварке стали толщиной 3-4 мм. Проволока Св-08 с указанным покрытием является полноценным заменителем более дефицитных марок проволоки с марганцем и кремнием при сварке пропан-бутаном.

Особенности сварки различных швов. Горизонтальные швы сваривают правым способом (рис. 89, а). Иногда сварку ведут справа налево, держа конец проволоки сверху, а мундштук снизу ванны. Сварочную ванну располагают под некоторым углом к оси шва. При этом облегчается формирование шва, а металл ванны удерживается от стекания.
Вертикальные и наклонные швы сваривают снизу вверх левым способом (рис. 89, б). При толщине металла более 5 мм шов сваривают двойным валиком.
При сварке потолочных швов (рис. 89, в) кромки нагревают до начала оплавления (запотевания) и в этот момент вводят в ванну присадочную проволоку, конец которой быстро оплавляют. Металл ванны удерживается от стекания вниз прутком и давлением газов пламени, которое достигает 100-120 гс/см 2 . Пруток держат под небольшим углом к свариваемому металлу. Сварку ведут правым способом. Рекомендуется применять многослойные швы, свариваемые в несколько проходов.
Сварку металла толщиной менее 3 мм с отбортованными кромками без присадочного металла производят спиралеобразными (рис. 89, г) или зигзагообразными (рис. 89, д) движениями мундштука.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
 |
 |
 |
| |
| |
| |
| |
| |
| |
| |
| |
| |

|
 НОВОСТИ НОВОСТИ |
| |
 Различные способы сварки профильных труб под прямым углом
Различные способы сварки профильных труб под прямым углом


