
Производство тафтинга
Тафтинг — одна из наиболее распространенных технологий изготовления ковров и ковровых покрытий. Название «Тафтинг» происходит от английского «to tuft» — «стегать» и отражает сущность технологии. Основа ковра — сетка или холст — прошивается пучками ворса, которые затем разными способами закрепляются на изнаночной стороне. После закрепления нити ворса на лицевой стороне могут оставаться петельными, либо разрезаться, формируя разрезной тафтинг.
Внешний вид и свойства ковра определяются технологией тафтинга. В коридорах, холлах, офисах, гостиничных номерах и других общественных местах, плотные петли тафтинга малой длины, как правило, имеют высшую износоустойчивость и хорошо сохраняют внешний вид ковра. Также, обеспечивается поверхность, устойчивая к истиранию офисными креслами или магазинными тележками. Тафтинг-ковры прекрасно подходят для административных зон, офисов и общественных залов.
Различные типы высокоэффективных систем тафтинга имеют различные свойства, как, например, более высокие связки нитей, дополнительную устойчивость к повреждениям, влагонепроницаемость и устойчивость к роспуску краевых нитей. В каждом конкретном случае использования следует обращать внимание на функциональные требования к покрытию.
Понимание конструкции тафтингового ковра помогает определению факторов, которые обеспечивают наилучшие потребительские характеристики в разных помещениях. Коммерческие ковры изготавливается в основном методом тафтинга. В целом, на тафтинговые ковры приходится 95% мирового производства. Впрочем, современные технологии позволяют изготавливать широкий ассортимент и тканевых покрытий.
Тафтинг-процесс — процесс создания текстиля, и в частности ковровых покрытий, на специализированных многошпиндельных швейных машинах. В этих машинах сотни игл прошивают пучки нитей через подложку, называемую первичной основой. Образующаяся петля удерживает нить на месте, образуя тафтинг при вынимании иглы. Нити улавливаются петлителями и, при необходимости, разрезаются лезвиями для разрезного тафтинга. Затем, на получившуюся основу наносится вторичная подложка для обеспечения различных характеристик готового покрытия.
Ключевые шаги в процессе изготовления:
- Нити поступают из бобин в тафтинг-машину
- Первичная подложка подается в тафтинг-машину
- Нити и первичная подложка взаиморасполагаются в тафтинг-машине для прошивания
- Иглы тафтинг-машины многократно прошивают первичную подложку
- Ковровое покрытие прошивается нитями и проверяется
- Заготовка ковра наматывается на большие бобины для следующих шагов производства (окраска, печать, нанесение резиновой или полимерной основы)
Для максимальных характеристик и максимального качества коврового покрытия, очень важен соответствующий требованиям материал волокна нитей. Большая часть производимых ковров содержат одно из четырёх первичных волокон: полиамид (нейлон), полиэфир, полипропилен (PP), шерсть. Синтетические волокна занимают большую часть рынка производства в странах ЕС и в США. Каждый тип волокна различается свойствами долговечности, стойкости к истиранию, цветовой стойкости, стойкости к загрязнениям, лёгкости очистки и четкости цвета.
У всех ковровых покрытий есть система поддержки или химические компоненты, помогающие удерживать тафтинг на месте. Используемые методы и химикаты зависят от требований к характеристикам основы и всего ковра в целом. Во многом эти методы основываются на соображениях цены, рекомендациях производителя и химической совместимости.
Системы коврового покрытия обычно содержат основную подложку и химический адгезив. Часто включается вторичная поддержка. В наиболее распространенной системе пряжа закрепляется в первичной подложке синтетическим латексом, а вторичная подложка (или подушка) прикрепляется с помощью связующего агента или клея для обеспечения дополнительной стабильности пряжи и придаёт высокую геометрическую стабильность структуре ковра.
Вопросы долговечности ковров особенно важны для сложных условий эксплуатации. Очень часто именно рекомендации конечных пользователей ковров помогают определить, какой продукт будет наилучшим образом соответствовать требованиям.
Источник
Петля или ворс?

 CARPET HOUSE
CARPET HOUSE  «КОНТРАКТ-СТРОЙ»
«КОНТРАКТ-СТРОЙ»

Разнообразные фактуры ковровых покрытий с интригующими названиями «бербер», «скролл», «саксони» или «фризе» образованы из петель, резаного ворса или их комбинаций.
Современные ковровые покрытия унаследовали от своих прародителей — ковров эстетическую привлекательность, тактильный комфорт, а также весьма важные для дома тепло- и звукоизоляционные свойства. Прогрессивные технологии производства натуральных волокон, искусственных нитей и их комбинаций позволяют делать материал не только красивым, но и практичным. В результате при выборе коврового покрытия можно уделить больше внимания его декоративным свойствам, то есть цвету, рисунку, фактуре, благодаря которым невзрачный пол превратится в яркий выразительный элемент интерьера. О них и поговорим.
На потребительские свойства ковровых покрытий влияет целый комплекс факторов: материал ворса, его «плотность», вид и специальные способы обработки (антистатик, антигрязь и т. д.). Каждый из этих факторов важен, но лишь их оптимальное сочетание способно обеспечить требуемый результат.
С материалом ворса все понятно: чем более качественное волокно применено при изготовлении коврового покрытия, тем лучших результатов мы вправе ожидать.
«Плотность» ворса в бытовом понимании следует рассматривать как совокупность ряда технических характеристик коврового покрытия: количества стежков на единицу площади, высоты ворса и его удельного веса. Эти характеристики взаимосвязаны. Так, ковровое покрытие с меньшим количеством стежков на единицу площади, но с более высоким ворсом может иметь больший удельный вес ворса, чем ковровое покрытие с б льшим количеством стежков, но более низким ворсом.
Разные виды ворса по-разному выглядят, неодинаково воспринимают нагрузку и сопротивляются ей, в разной мере подвержены истиранию и загрязнению. Выбирая ковровое покрытие, имейте в виду, что помимо эстетических предпочтений нужно определиться, что для вас важнее — комфортность или износостойкость.
Сергей Хомяков, ведущий специалист компании CARPET HOUSE
Почему тафтинг?
Существует несколько методов производства ковров и ковровых покрытий. Древнейший из них — тканый, при котором ворс переплетают с нитями основы. Самый экономичный — иглопробивной, когда массу несвязанных кусочков волокон вбивают в основу специальными иглами с зазубринами, превращая таким образом в однородный материал, напоминающий войлок. Однако большинство современных ковровых покрытий изготовляют тафтинговым способом. Эта технология, разработанная в середине XX в., совершила настоящий прорыв в ковровой промышленности, позволив производить сотни метров полотна в день.
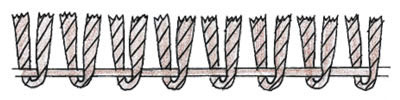
Главный принцип тафтинга заключается в прошивке тканой или нетканой основы ворсовыми нитями. Процесс выглядит следующим образом: иглы продевают нити сквозь основу, а получившиеся с обратной стороны петли подхватывают особые крючки. В итоге образуется покрытие с петлевым ворсом. Крючки могут снабжаться лезвием, которое режет петли, превращая их в резаный ворс. Меняя расстояние между иглами и количество стежков на единицу площади, получают покрытия разной плотности. Чтобы зафиксировать петли и придать ковролину прочность, к его изнанке с помощью различных латексных составов приклеивают армирующий материал (джутовую ткань, синтетическую сетку, войлок, вспененную резину).
Виды ворса тафтинговых ковровых покрытий
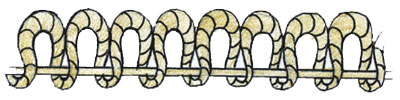
Петлевой одноуровневый. Покрытия этого типа состоят из петель одинаковой высоты. Отличаются высокой износостойкостью.

Петлевой разноуровневый (структурный). Получается в результате комбинирования петель разной высоты, за счет чего на поверхности образуется объемный рисунок.
«Бербер», или крупная петля. Очень красивое, нарядное покрытие. Состоит из разных по высоте петель, которые, кроме того, могут различаться по цвету или оттенку, что усиливает «скульптурный» эффект.
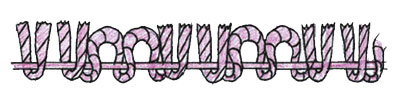
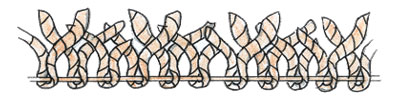
«Скролл», или стриженый петлевой ворс. Создается путем стрижки петлевого разноуровневого покрытия. Стриженая часть образует ворсовые участки, а низкие петли остаются неразрезанными. Покрытие выглядит наряднее, чем обычная петля, но легче сминается.
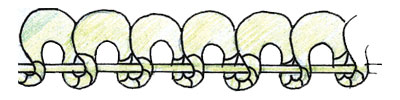
Резаный ворс. Возникает после разрезания петель с последующей стрижкой. Менее износостоек, чем петлевой, зато мягче и приятнее на ощупь. По высоте резаного ворса покрытия делятся на коротковорсовые (3-5 мм), средневорсовые (6-10 мм) и высоковорсовые (более 10 мм).

«Велюр». Плотный низкий резаный ворс из некрученой нити, распушенной после стрижки. На однотонных велюровых покрытиях хорошо заметны следы шагов и загрязнений.
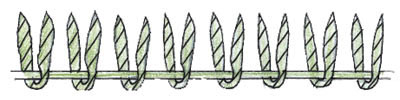
«Саксони». Резаный ворс из скрученной и заточенной, как карандаш, термофиксированной нити. Поверхность покрытия приобретает «зернистую» фактуру, на которой не остается следов. Крученая нить обладает эффектом пружины и высокой стойкостью к сминанию.
«Фризе». Резаный ворс из сильно скрученной термофиксированной нити. Обладает высокой стойкостью к сминанию, способен восстанавливаться (подниматься) после нагрузки.

«Шэг» (стружка). Очень длинный резаный ворс, волокна которого падают под тяжестью собственного веса. Покрытия с таким ворсом обеспечивают комфорт, хорошую тепло- и звукоизоляцию, но сложны в уходе. На их производство идет много пряжи, что делает материал довольно дорогим.

Резаный петлевой ворс. Представляет собой комбинацию резаного и петлевого ворса разной (реже одной) высоты. Позволяет получать интересные фактуры и объемные графические рисунки.
Источник
Тафтинговый способ производства ковролина
 Современная технология производства ковролина появилась сравнительно недавно.Хотя история ковроткачества уходит своими корнями в древность.
Современная технология производства ковролина появилась сравнительно недавно.Хотя история ковроткачества уходит своими корнями в древность.
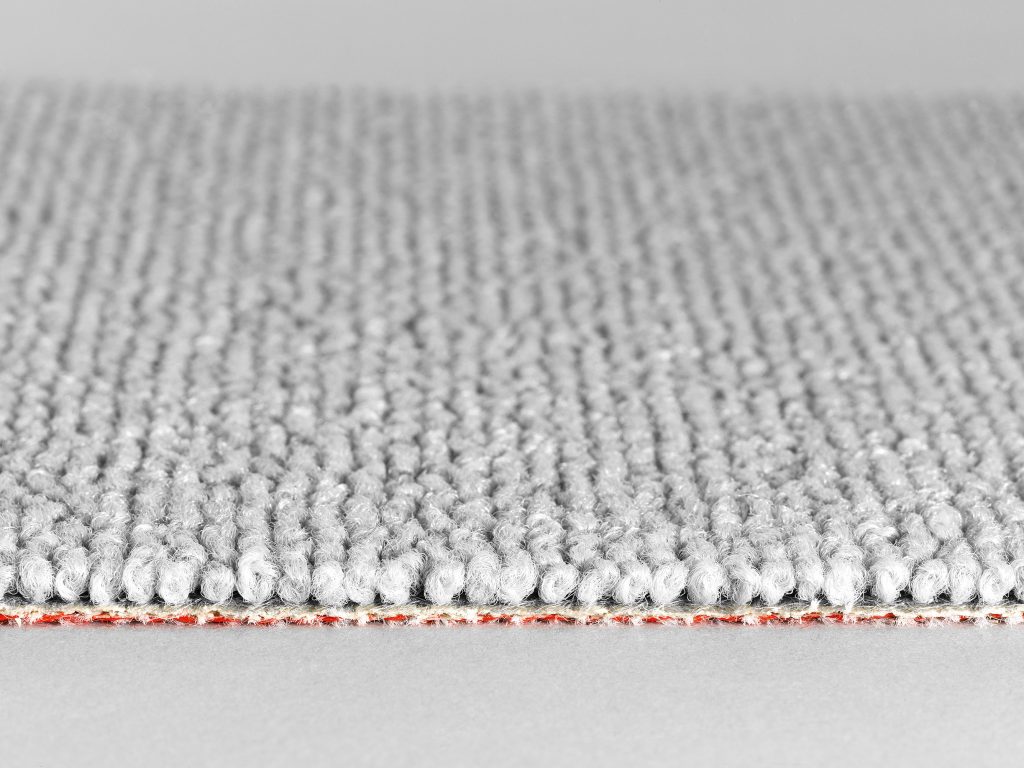
В 1950 году американский инженер Коббл изобрел машину для поточного производства ковров методом простегивания (технология была названа тафтинг-от англ.tuft пучок, хохолок.Ковролин, произведенный по тафтинговой технологии, в боковом разрезе ;действительно похож на торчащие пучки травы.
Технологии производства ковролина(коврового покрытия)
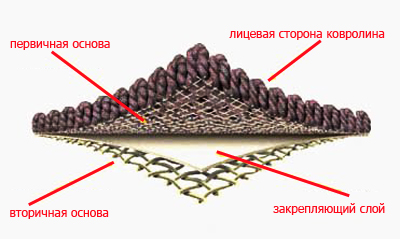
Общий принцип производства ковролина таков:
- на первичную основу наносится лицевая часть ковролина
- полученная конструкция фиксируется закрепляющим слоем
- на последнем этапе наносится вторичная основа, образующая тыльную часть ковролина
Структура ковролина
Сегодня существуют следующие виды производств ковролина:
- тафтинговое ( иглопрошивное) производство
- иглопробивное производство
- тканное производство
- плетенное или лоскутное производство
- флокированное производство
Тафтинговое производство.
Тафтинг– одна из наиболее распространенных технологий изготовления ковролина. Основной принцип этой технологии — прошивка ворсовыми нитями тканой или нетканой основы, и закрепление нитей с помощью синхронной работы иголок и крючков для вытягивания петель.Принцип похож на принцип работы швейной машины, но отличается от нее количеством игл, расположенных очень близко друг к другу. Каждая игла простегивает нить сквозь основу.
С изнаночной стороны нитка подхватывается крючком, который делает петельку, формируя так называемый петельчатый ворс. Крючок может быть снабжен режущим лезвием, который разрезает петельку, как только она сформирована, таким образом, делая стриженый ворс. Затем пряжа, закрепляется латексом — закрепляющим слоем, после чего наносится вторичная основа.
В результате, верх всякого коврового покрытия представляет собой огромное количество петель. Затем эти петли или закрепляются получается-: «петлевое» ковровое покрытие, или разрезаются, подстригаются , распушаются. Существуют и комбинированные типы ковролина..
Вес ворса зависит от расстояния между иглами (масштаба), количества стежков на единицу площади (плотность набивки), высоты ворса и типа применяемой нити.
Технология «тафтинг» позволяет получать разнообразные текстуры ковролина. Благодаря применению различных лекал, движущих решетки с иглами, возможности изменения высоты ворса и т.д..

На фото показана структура тафтингово и иглопробивного ковролина
О тафтинговом производстве вы можете подробнее увидеть в Видео сюжете.Как делают ковролин
Иглопробивное производство.
Иглы, используемые для производства иглопробивных ковровых покрытий, не имеют ушек. Вместо ушек иглы имеют зазубрины по всей длине, которые при движении игл вверх-вниз захватывают и запутывают волокна таким образом, что они образуют компактное полотно
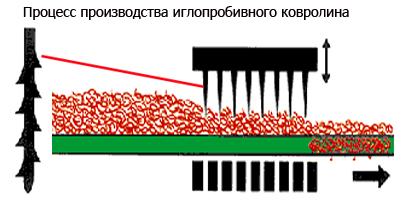
- несвязанные кусочки волокон длиной около 10 см (штапель), непрерывно распределенных по всей ширине движутся по конвейеру.
- далее один слой накладывается на другой, образуя более широкий и толстый материал
- между слоями, как в сэндвич, закладывается холст, который прошивают,
- холст поступает в машину, где его пропускают между двумя плитами.
- неподвижная нижняя плита имеет много отверстий, расположение которых соответствует расположению зазубренных игл на движущейся верхней плите.
- по мере прохождения между плитами материал пробивается иглами, которые захватывают волокна и протаскивают их сквозь холст.
- на следующем этапе материалу придают необходимый дизайн. Дизайн (продольные полосы, рельефный рисунок, и т.д.) достигается за счет “выбивания” части волокон из полотна путем действия специальных игл. Количество игл, их расположение и движение зависит от заданного дизайна.
- после этогоо на обратную сторону ковролина наносится либо клеевая основа, либо слой латекса (резины), который после нанесения подпрессовывается.
Для получения хорошего ковролина требуется от 800 до 1200 ударов игл на квадратный дюйм ( 1 дюйм= 2,54 см.).
Иглопробивные ковровые покрытия, как правило, изготавливают из 100% полиропилена. По внешнему виду и ощущению комфорта они уступают тканым и тафтинговым ковровым покрытиям, но пользуются спросом благодаря прочности, износоустойчивости и невысокой цене.
Тканное производство.
При тканом способе производства ковролина основа и ворс покрытия ткутся вместе и одновременно.
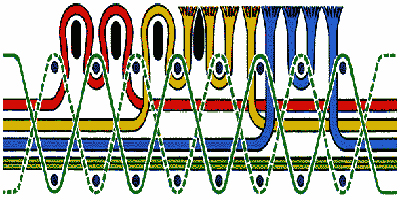
Процесс производства тканных ковровых покрытий медленный и сложный, отсюда и высокая цена.
Большинство ковров подобного типа имеют один уровень резаного ворса, но они могут иметь и разноуровневый ворс. При производстве разноуровневых ворсовых покрытий иногда используют волокна и пряжу, сжатую при нагревании. За счет применения жесткой и мягкой крученой пряжи и других вариаций пряжи можно изменять структуру коврового покрытия.
Ворс может быть как синтетическим, так и шерстяным.
Этот метод производства дает возможность получать множество цветов и дизайнов, ограниченное лишь количеством стежков на полотне ковра. Отличительная черта ковров подобного типа – плотная основа, которая позволяет свертывать материал только в длину.
Флокированное производство
Принцип этого производства основан на методе электростатического флокирования (Electrostatic Flocking).
- Нити полиамида (нейлон 6.6) длиной 2,2 мм под воздействием электрического поля вплавляются в ПВХ-основу.
- Соединение нити и основы происходит на молекулярном уровне и в строго вертикальном положении, образуя крайне прочную связь ворса с основой.
- В результате такого производственного процесса получается покрытие с плотностью в 10 раз больше, чем у тафтинговых и тканых покрытий (8 млн. нитей/м2).
Структура флокированного покрытия
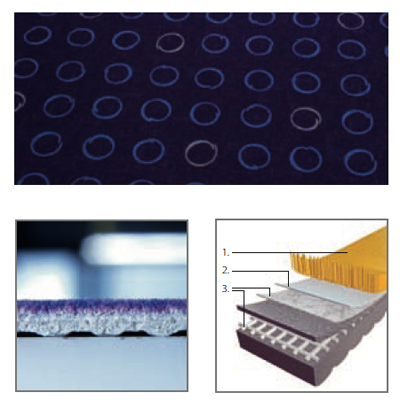
- ультра плотный ворс, состоящий из волокон нейлона 6.6, внедренных в базовый слой
- усиленная виниловая подложка, обработанная антибактериальной пропиткой Sanitized®
- слой стекловолокна для стабильности размеров
Износостойкость и устойчивость к сминаемости у такого покрытия намного выше, чем у традиционных ковровых покрытий.
Благодаря тому, что волокна расположены строго вертикально, нет петель, нити не скручены, а ворс плотно прилегает друг к другу, покрытие не собирает и не задерживает грязь, легко чистится.
Источник



