
- Шероховатость
- Шероховатость поверхности достижимая при различных видах обработки
- Вид обработки
- Степень обработки
- Квалитет
- Минимальные требования к шероховатости поверхности в зависимости от допускоф размера и формы
- Таблица шероховатости от способа обработки
- 2. Требования к шероховатости поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
- 7. Типы направлений неровностей поверхности выбирают из табл.1.
Шероховатость
| Шероховатость | Базирование |
| Допуски формы и расположения | Обозначение баз |
| Посадки | Балансировка |
Качество поверхностного слоя определяется совокупностью характеристик: физико-механическим сосотоянием, микроструктурой металла поверхностного слоя , шероховатостью поверхности. Сосотояние поверхностного слоя влияет на эксплуатационные свойства деталей машин: износостойксть, виброустойчивость, контактную жесткость, прочность соединений и т.д. Параметры и характеристики шероховатости поверхности установлены ГОСТ 2789-73.
Существуют 6 параметров оценки шероховатости поверхности:
| Высотные: | Ra — среднеарифметическое отклонение профиля |
| Rz — высота неровностей профиля по 10 точкам | |
| Rmax — наибольшая высота профиля | |
| Шаговые: | S — средний шаг местных выступов профиля |
| Sm — редний шаг неровностей профиля по средней линии | |
| Высотно-шаговый: | tp — относительная опорная длина профиля |
Базой для отсчета высот выступов и впадин неровностей, свойства которых нормируются, служит средняя линия профиля — базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратичное отклонение профиля до этой линии минимально.
Через низшую и высшую точки профиля в пределах базовой длины L проводят линии выступов и впадин профиля параллельно средней линии. Расстояние между этими линиями и определяет наибольшую высоту неровностей профиля Rmax.
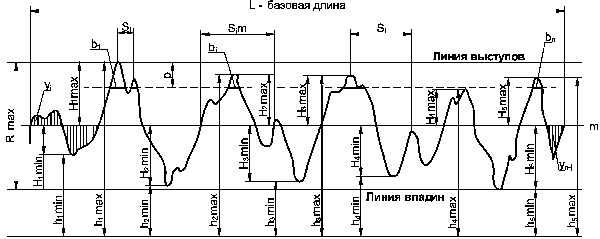
Среднее арифметическое отклонение профиля Ra определяется как среднее арифметическое абсолютных значенией отклонений профиля в пределах базовой длины:
Высота неровностй профиля по десяти точкам Rz равна средней арифметической суммы абсолютных отклонений точек пяти наибольших максимумов Hi max и пяти наибольших минимумов Hi min профиля в пределах базовой длины:

Вместо средней линии определяют расстояние от высших точек пяти наибольших максимумов hi max и низших точек пяти наименьших минимуов hi min до линии, параллельной средней и непересекающей профиль.
Средний шаг неровностей Sm вычисляют как среднеарифметическое значение шага неровностей Si m в пределах базовой длины:
Средний шаг неровностей профиля по вершинам S — среднее арифметическое значение шага неровностей профиля по вершинам Si в пределах базовой длины:
Под опорной длиной профиля η p понимают сумму длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в матереале выступов профиля линией эквидистантной средней линии. Относительная опорная длина профиля tp определяется как отношение опорной длины профиля η p к базовой длине:
В дополнение к количественным параметрам для более полной характеристики шероховатости указывают направление неровностей:
 |  |  |  |
 |  |  |  |
 |  |  |  |
 |  |
Шероховатость поверхности
достижимая при различных видах обработки
Вид обработки
Степень обработки
Квалитет
тонкое
7. 8
тонкое
7. 8
тонкое
7. 8
тонкое
7. 8
тонкое
7. 8
тонкое
7. 8
гребенокой, фрезерованием
накатыванием
шлифованием
6g
4h
4h
фрезерованием
шлифованием
6H
4H
фрезерование червячной фрезой
шевингование
шлифование
притирка и обкатывание
7. 8
6. 7
5. 6
4. 5
тонкое
5..6
тонкое
7. 8
тонкое
5. 6
тонкое
5. 6
тонкое
5. 6
тонкое
5. 6
тонкое
5. 6
чистовое
тонкое
Внутреннее
чистовое
тонкое
4. 5
6
4. 5
тонкое
3. 4
тонкое
3. 4
тонкое
4. 5
тонкое
2. 3
Примечание: В таблице дана экономически выгодная точность обработки для серийного и массового производства. Например — 6 квалитет при обработке наружных поверхностей вращения можно получить и при токарной обработке. Но тогда возрастет стоймость обработки: увеличется основное время, резец надо чаще затачивать и т.д.
Минимальные требования к шероховатости поверхности
в зависимости от допускоф размера и формы
| Допуск размера по квалитетам | Допуск формы, % от допуска размера | Номинальные размеры,мм | |||
| До 18 | Св. 18 до 50 | Св. 50 до 120 | Св. 120 до 500 | ||
| IT5 | 100 60 40 | 0.4 0.2 0.1 | 0.8 0.4 0.2 | 1.6 0.8 0.4 | 1.6 0.8 0.4 |
| IT6 | 100 60 40 | 0.8 0.4 0.2 | 1.6 0.8 0.4 | 1.6 0.8 0.4 | 3.2 1.6 0.8 |
| IT7 | 100 60 40 | 1.6 0.8 0.4 | 3.2 1.6 0.8 | 3.2 1.6 0.8 | 3.2 3.2 1.6 |
| IT8 | 100 60 40 | 1.6 0.8 0.4 | 3.2 1.6 0.8 | 3.2 3.2 1.6 | 3.2 3.2 1.6 |
| IT9 | 100 60 40 | 3.2 1.6 0.8 | 3.2 3.2 1.6 | 6.3 3.2 1.6 | 6.3 6.3 3.2 |
| IT10 | 100 60 40 | 3.2 1.6 0.8 | 6.3 3.2 1.6 | 6.3 3.2 1.6 | 6.3 6.3 3.2 |
| IT11 | 100 60 40 | 6.3 3.2 1.6 | 6.3 3.2 1.6 | 12.5 6.3 3.2 | 12.5 6.3 3.2 |
| IT12; IT13 | 100 60 40 | 12.5 12.5 6.3 | 12.5 12.5 6.3 | 25 25 12.5 | 25 25 12.5 |
| IT14; IT15 | 100 60 40 | 12.5 12.5 12.5 | 25 25 12.5 | 50 50 25 | 50 50 25 |
В случаях, когда это необходимо по функциональным требованиям, допускается устанавливать значение шероховатости Ra менее указанных в таблице.
Источник
Таблица шероховатости от способа обработки
Параметры и характеристики
Surface roughness. Parameters and characteristics
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 23.04.73 N 995 дата введения установлена 01.01.75
Ограничение срока действия снято Постановлением Госстандарта от 07.05.80 N 2019
Издание (август 2018 г.) с Изменениями N 1, 2, утвержденными в мае 1980 г., январе 2017 г. (ИУС 7-80, 7-2017)
1. Настоящий стандарт распространяется на шероховатость изделий независимо от их материала и способа изготовления (получения поверхности). Стандарт устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатости поверхности, числовые значения параметров и общие указания по установлению требований к шероховатости поверхности.
Стандарт не распространяется на шероховатость ворсистых и других поверхностей, характеристики которых делают невозможным нормирование и контроль шероховатости имеющимися методами, а также на дефекты поверхности, являющиеся следствием дефектов материала (раковины, поры, трещины) или случайных повреждений (царапины, вмятины и т.д.).
2. Требования к шероховатости поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
3. Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в п.6, значений выбранных параметров (по п.8) и базовых длин, на которых происходит определение параметров.
Если параметры Ra, Rz, определены на базовой длине в соответствии с табл.5 и 6 приложения 1, то эти базовые длины не указываются в требованиях к шероховатости.
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
Числа из табл.2-4 и п.9 используются для указания наибольших и наименьших допускаемых значений, границ допускаемого диапазона значений и номинальных значений параметров шероховатости.
Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения.
Допустимые предельные отклонения средних значений параметров шероховатости в процентах от номинальных следует выбирать из ряда 10; 20; 40. Отклонения могут быть односторонними и симметричными.
4. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
5. Допускается устанавливать требования к шероховатости отдельных участков поверхности (например,к участкам поверхности, заключенным между порами крупнопористого материала участкам поверхности срезов, имеющим существенно отличающиеся неровности).
Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
2-5. (Измененная редакция, Изм. N 1).
6. Параметры шероховатости (один или несколько) выбираются из приведенной номенклатуры:
Ra — среднеарифметическое отклонение профиля;
Rz — наибольшая высота профиля;
— полная высота профиля;
Sm — средний шаг неровностей;
S — средний шаг местных выступов профиля;
— относительная опорная длина профиля, где — значение уровня сечения профиля.
Параметр Ra является предпочтительным.
(Измененная редакция, Изм. N 1, 2).
7. Типы направлений неровностей поверхности выбирают из табл.1.
Типы направлений неровностей

Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования

Перпендикулярно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования

Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования

Различные направления по отношению к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования

Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования

Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования
Источник



