
Учебные материалы
Устойчивое горение дуги, от которого непосредственно зависит качество сварного соединения, это такой режим, при котором дуга длительное время горит не прерываясь при заданной силе тока сварки Iсв и напряжения дуги Uд, т.е. это такая сварочная дуга, горение которой не сопровождается короткими замыканиями или обрывами.
На устойчивость горения дуги влияют следующие факторы:
а) Режим сварки – т.е. соотношение между током Iсв и напряжением дуги Uд.
Для обеспечения процесса устойчивого горения дуги эти параметры Iсв и Uд должны находиться в определенной зависимости. Такая зависимость называется статическая вольт – амперная характеристика дуги – график зависимости между напряжением и силой тока сварочной дуги (для переменного тока – между действующими значениями этих величин) при постоянных длине дуги lд и диаметре электрода dэл и при работе в статическом режиме (рисунок 3.5). Это связано с тем, что для дугового разряда сопротивление не является постоянным, так как количество заряженных частиц зависит от интенсивности ионизации и главным образом от тока.
Поле графика можно разделить на 3 области:
I – напряжение Uд резко падает с возрастанием силы тока, называют характеристику дуги падающей. Сварка при таких характеристиках дуги находит ограниченное применение из-за малой устойчивости горения дуги (трудно обеспечить стабильный режим сварки lд);
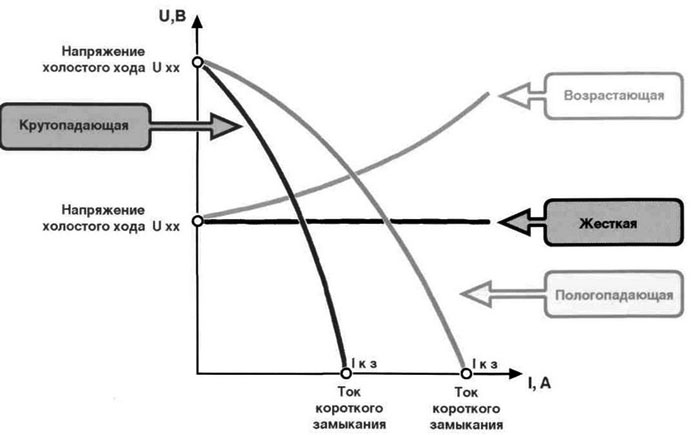
Рисунок 3.5 – Вольт – амперная характеристика дуги
II – напряжение Uд не изменяется существенно с возрастанием силы тока, называют жесткой характеристикой дуги, находит самое широкое применение. При увеличении Iсв = 80÷800 А площадь активных пятен увеличивается пропорционально току, поэтому и падение напряжения во всех участках дугового разряда Uд сохраняются постоянными;
III – напряжение увеличивается с возрастанием силы тока, такая характеристика дуги называется возрастающей; т.е. при условии увеличения тока, соответственно возрастает плотность тока и для обеспечения устойчивости горения дуги должно обеспечиваться увеличение напряжения дуги Uд. Это можно объяснить тем, что при данном диаметре электрода dэл активное пятно на конце электрода принимает свой физически предельный размер равный dэл и с увеличением плотности тока получаем увеличение Uд.
Например, при сварке плавящимся электродом в среде защитного газа характеристика дуги возрастающая.
б) Род тока – переменный или постоянный ток. Вначале считалось, что устойчивое горение сварочной дуги может быть достигнуто только при питании ее постоянным током.
Электрические и тепловые процессы, происходящие в дуге переменного тока действительно несколько отличаются от процессов, происходящих в дуге постоянного тока, что влияет на устойчивость дуги.
Так при сварке переменным током промышленной частоты f = 50 полярность электрода и изделия сто раз в сек. периодически изменяются. Соответственно при переходе тока I через нуль в начале и конце каждого полупериода дуга угасает и температура дугового промежутка снижается, падает температура активных пятен на аноде и катоде, происходит определенная деионизация газов из-за изменения полярности. Падение температуры несколько отстает по фазе от перехода тока I через нуль. Особенно интенсивно падает температура активного пятна сварочной ванны, обусловленная интенсивным отводом тепла в массу изделия. Поэтому повторное зажигание дуги переменного тока в начале каждого полупериода обычно происходит только при повышенном U между электродами. Это напряжение называют пиком зажигания или напряжением повторного зажигания дуги Uз.
Необходимо указать, что затухания и обрыв дуги переменного тока происходят при прочих равных условиях, при меньшей ее длине, чем для постоянного тока. Чем выше токи сварочные, тем Uз меньше и устойчивее горение.
Устойчивость горения дуги резко повышается с увеличением напряжения холостого хода Uо = Uхх; чем выше Uз повторного зажигания дуги, тем выше должно быть Uхх источника питания. В трансформаторах дуговой сварки принимают Uо/ Uд = 1,8÷2,5 (но Uо отсутствие магнитного дутья, затрудняющего сварку особенно при I св3 350÷400 А. Так при ручной электродуговой сварке это ведет отклонению дуги за счет влияния магнитных полей и соответственно происходит выдувание металла сварочной ванны и плохое формирование шва;
в) Характеристика источников питания (рассматривается в вопросе ИП сварочной дуги).
г) Состав и свойства атмосферы дуги (см. вопрос электродные покрытия).
Источник
Сварочная дуга способы зажигания условия устойчивого горения




Вопрос 1. Сварочная дуга (определение, физическая сущность, способы зажигания, условия устойчивого горения, строение, влияние длины дуги на производительность и качества шва, окончание шва).
Если случайно или намеренно разомкнуть электрическую цепь, то в месте разрыва цепи проскакивает электрическая искра. Это явление, представляющее собой прохождение электрического тока через воздух, носит название искрового разряда.
Сварочной дугой называют дугу, представляющую собой длительный устойчивый электрический разряд в газовой среде между электродом и изделием либо между электродами, отличающуюся большим количеством тепловой энергии и сильным световым излучением.
Сварочные дуги квалифицируют по следующим признакам:
• по среде, в которой происходит дуговой разряд; на воздухе — открытая дуга, под флюсом – закрытая дуга; в среде защитных газов;
• по роду применяемого электрического тока — постоянная, переменная;
• по типу электрода — плавящаяся, неплавящаяся;
• по длительности горения — непрерывная, импульсная дуга;
• по принципу работы — прямого действия, косвенная дуга, комбинированная или трехфазная.
Для сварки металлов наиболее широко используют сварочную дугу прямого действия, в которой одним электродом служит металлический стержень (плавящийся или неплавящийся электрод), а вторым – свариваемая деталь. К электродам подведен электрический ток — постоянный или переменный.
Теплота, выделяемая сварочной дугой, не вся переходит в сварной шов. Часть теплоты теряется бесполезно на нагрев окружающего воздуха, плавление электродного покрытия.
Мощность сварочной дуги Q зависит от сварочного тока I и напряжения дуги U:
Q=I∙U (Вт).
Дугу возбуждают двумя способами — касанием или чирканьем. В обоих случаях процесс возбуждения сварочной дуги начинается с короткого замыкания. При этом в точках контакта увеличивается плотность тока, выделяется большое количество теплоты, и металл плавится. Затем электрод отводят, разрядный промежуток заполняется нагретыми частицами паров металла, и начинается горение дуги.
При отводе электрода от изделия (после короткого замыкания и мгновенного расплавления металла) жидкий мостик металла вначале растягивается, сечение его уменьшается, температура металла повышается, а затем жидкий мостик металла разрывается (рис. 18). При этом происходит быстрое испарение металла, и разрядный промежуток заполняется нагретыми ионизированными частицами паров металла, электродного покрытия и воздуха — возникает сварочная дуга.
Для повышения устойчивости горения сварочной дуги в электродное покрытие или в защитный флюс вводят элементы (калий, натрий, барий и др.), которые повышают степень ионизации и, следовательно, стабилизации сварочной дуги.
Сварочную дугу можно возбудить без касания электродом свариваемого изделия. Для этого нужно в сварочную цепь параллельно включить источник тока высокого напряжения и высокой частоты (осциллятор). При этом для возбуждения дуги достаточно приблизить конец электрода на расстояние 2-3 мм к поверхности изделия.
Дуговой промежуток подразделяется на три основные области (рис. 19):
• катодную;
• анодную;
• столб дуги.
Катодное пятно является источником потока свободных электронов. Температура его для стальных электродов достигает 2400-2600°С. В катодном пятне выделяется около 38% общей теплоты дуги.
Столб дуги представляет собой проводник электрического тока. В нем свободные электроны и отрицательно заряженные ионы движутся к аноду, а положительно заряженные ионы — к катоду. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении столба одновременно находятся равные количества противоположно заряженных частиц.
В столбе дуги выделяется около 20% общей теплоты дуги. Температура столба дуги зависит от силы сварочного тока и достигает в ее центре 6000-7000°С и более. Температура капли на конце стального электрода приблизительно равна 2150°С, а при перелете ее через дуговой промежуток — 2350°С.
В среднем температура сварочной ванны составляет 1770°С.
Анодное пятно является местом входа и нейтрализации свободных электронов. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты (примерно 42%), чем на катодном.
Малыми кружочками обозначены электроны, а большими — положительно и отрицательно заряженные ионы.
При работе на постоянном токе возможна прямая и обратная дуга.
При прямой полярности «+» на изделии «-» на электроде. При обратной полярности наоборот. При питании сварочной дуги постоянным током обратной полярности катодное и анодное пятна поменяются местами, т. е. катодом будет изделие, а анодом — электрод.
При переменном токе эта смена будет происходить 100 раз в секунду, поэтому дуга на переменном токе горит менее устойчиво, чем на постоянном. При сварке на переменном токе количество теплоты, выделяющиеся на электроде и изделии, будет примерно одинаковым.
Различают по длине короткую и длинную дугу.
Длиной дуги называют расстояние от конца электрода до дна кратера на поверхности металла.
Кратером называют углубление на поверхности металла в результате давления на него столба дуги.
Длина дуги определяется диаметром электрода.
Короткой называется дуга, длина которой меньше или равна диаметру электрода. Ее размеры 2 — 4 мм.
Длинная дуга та, которая больше или равна диаметру электрода.
Короткой дугой сваривают, длинной — режут металл.
Чтобы избежать кратера, применяют следующие способы:
• начинают и оканчивают шов на основном металле;
• постепенно удлиняют сварочную дугу и резко ее обрывают отводом в сторону.
В процессе горения дуги жидкий металл с конца электрода переходит в сварочную ванну в виде отдельных капель (капельный способ) и при полуавтоматической сварке струйно.
Перенос капель осуществляется под действием:
• силы тяжести;
• силы поверхностного натяжения;
• электромагнитных сил.
Характер капель зависит от силы сварочного тока. С увеличением силы тока размер капель уменьшается, а число их возрастает.
С уменьшением силы тока размер капли растет и в единицу времени капель становится меньше. Именно это свойство переноса металла и уменьшение силы тока, а также максимально короткая дуга позволяют вести сварку в вертикальном положении.
Влияние магнитных полей на дугу. Сварочная дуга является гибкой газовой вставкой между электродом и изделием и, как всякий проводник с током, взаимодействует с магнитным полем.
Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называется магнитным дутьем (рис. 20). Возникновение его объясняется тем, что в местах изменения направления тока создаются различные напряженности магнитного поля. Это приводит к отклонению дуги в сторону, противоположную большей напряженности.
При сварке переменным током, в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее.
Магнитное дутье также имеет место при сварке вблизи ферромагнитных масс (железо и сталь). Дуга в этом случае отклоняется в сторону этих масс.
Возникновение магнитного дутья вызывает непровары и ухудшает внешний вид шва.
Устранить его можно:
• изменением места токоподвода и угла наклона электрода;
• временным размещением дополнительного ферромагнитного материала, создающего симметричное магнитное поле;
• заменой постоянного тока переменным.
Вопрос 2. Технология выполнения швов различной протяженности.
Все сварные швы в зависимости от их длины условно разбивают на три группы:
• короткие — до 250 мм;
• средней длины — от 250 до 1000 мм;
• длинные — от 1000 мм и более.
Короткие швы выполняют «на проход» в одном направлении, т. е. при движении электрода от начала шва к концу (рис. 21, а).
При выполнении швов средней длины и длинных возможно коробление изделий. Чтобы избежать этого, швы средней длины выполняют «на проход» от середины к концам (рис. 21, б) или обратноступенчатым способом (рис. 21, в), сущность которого состоит в том, что весь шов разбивают на участки длиной 100-350 мм с таким расчетом, чтобы каждый из них мог быть выполнен целым числом электродов (двумя, тремя и т. д.). При этом переход от участка к участку совмещается со сменой электрода. Каждый участок заваривается в направлении, обратном общему направлению сварки, а последний всегда заваривается «на выход».
Длинные швы выполняют от середины к концам обратноступенчатым способом (рис. 21, г). В данном случае возможно организовать работу одновременно двух сварщиков.
3. Задача. Назовите цвета баллонов, в которые окрашиваются защитные и горючие газы.
Защитный газ:
Кислород — голубой.
Аргон чистый — серый.
Водород — зеленый.
Углекислота — черный.
Гелий — коричневый.
Горючий газ:
Ацетилен — белый.
Пропан, бутан, природный газ — красный.
Источник
Сварка металлов
Вы здесь
Сообщение об ошибке
Условия зажигания и горения дуги
Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, газового промежутка и его длины.
Зажигание и горение дуги протекают лучше на постоянном токе.
Напряжение холостого тока, подводимое к электродам, с учетом безопасности труда при сварке не превышает 80 В на переменном токе и 90 В на постоянном токе. Обычно напряжение зажигания дуги больше по величине напряжения горения дуги на переменном токе в 1,2 -2,5 раза, а на постоянном токе — в 1,2-1,4 раза.
Для зажигания дуги требуется напряжение большее по величине, чем для горения дуги.
Первое условие
Дуга зажигается от нагревания торца электрода (катода). Когда электрод соприкасается с изделием, создается замкнутая сварочная цепь, торец катодного электрода нагревается за счет выделения теплоты при прохождении тока через контакт, имеющий большое электросопротивление, и при отрыве электрода от изделия на расстояние 1 мм (или несколько более) дуга зажигается. В момент отрыва электрода от изделия с нагретого от короткого замыкания катода начинается термоэлектронная эмиссия. Электронный ток ионизирует газы и пары металла, находящиеся в межэлектродном промежутке, и с этого момента в дуге появляются электронный и ионный токи.
Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу превышает потери в ней на излучение, конвекцию, диссоциацию, электромагнитные потери и др.
В случае коротких замыканий каплями электродного материала, образующимися на конце плавящего электрода и переносимыми на изделие, повторные зажигания дуги происходят самопроизвольно, если температура катода остается достаточно высокой. Эта температура зависит от состава материала катода, плотности тока в нем и др.
Таким образом, первым условием для зажигания и горения дуги является наличие специального электрического источника питания дуги, позволяющего быстро производить нагревание катоду до необходимой температуры.
Второе условие
Вторым условием для зажигания и горения дуги является наличие ионизации в столбе дуги. Дуга с плавящимся электродом — это в основном дуга в парах металла, а не в газе. Это происходит по той причине, что потенциал ионизации паров металла значительно ниже, чем у газов; например, потенциалы ионизации газов Не, F, Аг, Н2, N2, СО2, О2 соответственно равны 24,5 — 12,5, а у металлов Fe, Al, Na, К — 7,83-4,32 эВ.
Горящую дугу можно растянуть до определенной длины, после чего она гаснет. Чем выше степень ионизации, тем длиннее будет дуга.
Длина горящей без обрыва дуги характеризует стабильность дуги.
Стабильность дуги
Стабильность функционирования дуги зависит от ряда ее характеристик, например от температуры катода, его термоэлектронной способности, степени ионизации атмосферы и т. д.
Стабильность дуги повышается с увеличением в ее атмосфере элементов с низким потенциалом ионизации, например калия, натрия и др.
Стабильные дуги устанавливаются в газах, обладающих относительно низкой теплопроводностью (аргон, криптон), а в газе с относительно высокой теплопроводностью (гелий, водород, азот) для устойчивого горения необходимо повышенное напряжение на дуге. В последнем случае сварка выполняется более короткой дугой неплавящимся электродом.
Третье условие
Третьим условием для сварки на переменном токе является наличие в сварочной цепи реактивного сопротивления (повышенной индуктивности), что повышает стабильность горения дуги. В сварочной цепи переменного тока, имеющей только омическое сопротивление, при горении дуги образуются обрывы (100 обрывов в секунду при частоте переменного тока 50 Гц).
При реактивном сопротивлении, включенном в сварочную цепь переменного тока, обрывы в горении дуги отсутствуют.
Электрическую индуктивность включают не только в сварочную цепь переменного тока, но даже в цепь постоянного тока. В настоящее время некоторые сварочные выпрямители изготовляют с включением в сварочную цепь индуктивности, с тем чтобы улучшить стабильность дуги и качество сварочных работ. Это особенно необходимо, если производить полуавтоматическую шланговую сварку в СО; чем больше диаметр сварочной проволоки и ток, тем большая величина индуктивности должна быть в сварочной цепи.
Четвертое условие
Четвертым условием для зажигания и горения дуги на любом роде тока зависит от характеристики источника питания дуги: источник питания должен поддерживать горение дуги при наличии возмущений в виде изменения напряжения в сети, рельефа поверхности свариваемого изделия, скорости подачи сварочной проволоки и др.
Источник



