
- Сварочная дуга и ее строение
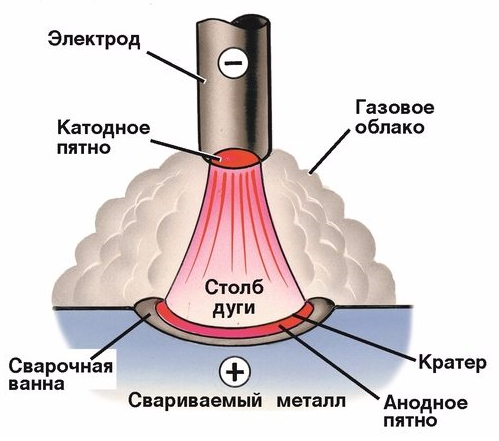
- Строение сварочной дуги: катодное пятно, столб дуги, анодное пятно
- Что такое сварочная дуга
- Что такое сварочная дуга, определение
- Природа и строение
- Виды сварочной дуги
- Условия горения
- Как возникает электрическая сварочная дуга
- Чем определяется мощность сварочной дуги
- Вольт-амперная характеристика
- Особенности дуги
- Что называют сварочной дугой и какие её характеристики?
- Что собой представляет сварочная дуга?
- Природа и строение
- Разновидности
- Условия горения
Сварочная дуга и ее строение
Сварочная дуга — длительный разряд электрического тока, горящий между сварочным электродом и сварочной конструкцией в ионизированной среде газов и паров металлов.

Виды сварочной дуги
Различают следующие виды дуги:
- прямого действия — дуга горящая между металлическим сварочным электродом и сварной конструкцией;
- непрямого действия — горение дуги происходит между двумя электродами, а основной металл не включается в электрическую цепь;
- трехфазная дуга — подведено по одной фазе на два сварочных электрода, а третья к сварочной конструкции;
- плазменная дуга — дуга сжатая газами.
Обязательным условием горения дуги является наличие заряженных частичек (электронов и ионов) в промежутке газов между электродом и металлом. При обычной среде газы не проводят электрический ток. Для того чтобы зажечь дугу необходимо замкнуть электрод касанием об изделие, после чего выделяется значительный потенциал тепла, который ускоряет движение свободных электронов в цепи. Когда конец электрода отрывается, находясь под воздействием электрического поля вылетают в межэлектродное пространство. Самостоятельный выход электронов с катода в газовое пространство называется электронной эмиссией. Источник питания сварной дуги постоянно поставляет новые электроны и дуга горит постоянно. Техника зажигания дуги при ручной дуговой сварке описана здесь.

Современное сварочное оборудование позволяет выполнять зажигание дуги бесконтактным методом — не касаясь электродом об изделие. Выполняется это при помощи использования генератора высокочастотных колебаний — осциллятора.
Строение сварочной дуги: катодное пятно, столб дуги, анодное пятно

Катодное пятно является источником и местом выхода электронов. Этот участок электрической дуги разогревается до температуры 2400-2600°C при использовании покрытых электродов, а количество тепла выделенного тепла на этом участке равняется 38% от общего. На этом участке дуги теряется 12-17 В напряжения сосредоточенных на разгон электродов и их эмиссию.
Столб дуги в отличии от катодного и анодного пятна является нейтральным участком дуги, где одновременно находится одинаковое количество позитивно и негативного заряженных частиц. Столб дуги выделяет приблизительно 20% об общего количества тепла. Потеря напряжения на этом участке сварочной дуги зависит от ее длины и становит 2-12 В. Температура столба дуги самая высокая 6000-8000°C.
Анодное пятно — место входа электродов в сварочную цепь с дуги. Температура 2400-2600°C, а количество выделяемого тепла 42% от общего. Спад напряжения 2-11 В. Анодное пятно под воздействием постоянной бомбардировки имеет вогнутую форму, которую называют кратером.
При сварке на постоянном токе различают прямую и обратную полярность. Меняют полярность в зависимости от вида свариваемого материала. Если требуется больший нагрев металла и глубина проплавления необходимо установить анод на изделие, где будет выделяться больше тепла — прямая полярность. При сварке на обратной полярности анод и катод меняются местами, поэтому на изделии выделяется меньше тепла.

Для сварки дугой переменного тока характерно менять полярность с частотой 50 Гц, поэтому на электроде и изделии выделяется одинаковое количество тепла. При сварке на переменном токе дуга горит менее стойко и усиливается разбрызгивание электродного металла.
Источник
Что такое сварочная дуга
Сварочная дуга используется человечеством для неразъемного, герметичного соединения металлов более века назад. Ее изучением занимался физик Вольт. Затем появились устройства для сварки. Электрический разряд возникает в момент короткого замыкания между электродом и свариваемой деталью. Электрическая энергия преобразуется в тепловую, образуется ванна расплава. Создается диффузный однородный слой металла на месте свариваемого стыка.
Изучив вольт-амперные характеристики процесса, ученые усовершенствовали процесс сварки, создали сварочные аппараты, поддерживающие стабильное горение дуги.

Что такое сварочная дуга, определение
Что можно назвать сварочной дугой – это, по сути, длительный проводник, состоящий из ионизированных частиц, существующий во времени благодаря поддерживающему электрическому полю. Дуговой разряд характеризуется непрерывной формой, высокой температурой, возникает в газовой среде, способной к ионизации.
В учебниках сварщика определение сварочной электродуги звучит следующим образом: это длительный электрический разряд в плазме, состоящей из смеси ионизированных воздушных или защитных газов, а также испарившихся компонентов присадочного и основного металла.
Природа и строение
За короткое время разогреть металл до температуры плавления можно мощной сварочной дугой. Ее свойства характеризуются плотностью тока, вольтамперными показателями. С точки зрения электротехники, дуговой столб – ионизированный газовый проводник между катодом и анодом с большим сопротивлением, способностью к свечению. Детальное рассмотрение строения сварочной дуги поможет понять сущность температурного воздействия. Длина электродуги в среднем составляет 5 мм, она делится на основные зоны:
- анодную, она не более 10 микрон;
- катодную, она в 10 раз меньше анодной;
- столб – видимая светящаяся полоска.
За температуру сварочной дуги отвечает поток свободных электронов. Они образуются на катодном пятне. Оно разогревается до 38% температуры плазмы. В дуговом столбе электроны двигаются к аноду, а положительные частицы – к катоду. У столба нет собственного заряда, он остается нейтральным. Внутри частицы разогреваются до 10 000°С, металл при этом в среднем нагревается до 2350°С, стандартная температура ванны расплава составляет 1700°С.
Место входа и нейтрализации электронов называют анодным пятном. Его температура выше, чем катодного на 4–6%.
Напряжение в анодной и катодной зонах существенно снижается, свечения не возникает. Видима только плазма, излучающая ультрафиолетовые, инфракрасные и световые волны. Они вредны для органов зрения, кожи. Поэтому сварщики используют индивидуальные средства защиты.
Виды сварочной дуги
Существует несколько критериев классификации сварочной дуги. По типу сварочного тока и положению электрода относительно свариваемых элементов выделяют следующие разновидности:
- прямого действия, разряд перпендикулярен заготовке, параллелен электроду;
- косвенного действия, разряд возникает между двух электродов, наклоненных друг к другу под углом от 40 до 60°, и металлом.
Классификация состава плазмы столба:
- открытого типа возникает в воздушной атмосфере благодаря испаряемым из обмазки и металла компонентам;
- закрытая, возникающая под слоем флюса за счет газообразной фазы, образовавшейся из частиц электрода, металла, компонентов флюса при прохождении разряда;
- с подачей газовой смеси или однокомпонентного защитного газа.
Классифицируют дуговую сварку по материалу разжигающего электрода. Используют электроды:
- вольфрамовые тугоплавкие
- угольные или графитовые;
- стальные с различным типом обмазки, в состав которой входят ионизирующие компоненты.
По длительности воздействия различают стационарную (постоянную) электродугу и импульсную, применяемую при контактной сварке.
Условия горения
Сущность сварочного процесса заключается в преобразовании электрической энергии в тепловую.
Для поддержания сварочного столба необходимо создать условия для быстрой ионизации газа: детали прогревают, чтобы воздух вокруг них был теплым, или подают в рабочую зону газ, способный ионизироваться. Легче всего ионизируются частицы щелочных и щелочноземельных металлов. При пропускании тока через стержень их частицы становятся активными.
Чтобы дуговой столб не угасал, важно поддерживать постоянную температуру в катодной области. Она напрямую зависит от химического состава катода, его площади. Нужная температура поддерживается источником тока, в промышленных условиях она достигает 7 тысяч градусов.
Как возникает электрическая сварочная дуга
Как и любой электрический разряд, сварочная электродуга появляется при замыкании цепи. Возникновение тока при касании электрода к свариваемому металлу приводит к выработке большого количества тепла. В точке замыкания появляется расплав, он тянется за кончиком электрода, образуется шейка, которая мгновенно распыляется из-за сильного тока. Происходит ионизация молекул воздуха и защитного облака, они переносят поток электронов.
Направленность потока зависит от рода тока. Дуга разжигается на постоянном токе обратной и прямой полярности, на переменном. Частота угасания и розжига электродуги зависит от параметров рабочего тока.
Чем определяется мощность сварочной дуги
На мощностные параметры электродуги влияют несколько факторов:
- напряжение, возрастание приводит к увеличению мощности только в небольшом диапазоне, существуют ограничения по размеру электрода;
- сила тока, большой ампераж обеспечивает стабильное горение;
- величина напряжения плазмы, пропорциональна мощности.
Длиной сварочной дуги называют расстояние от сварного кратера до кончика электрода. От этой величины зависит объем выделившегося тепла.
По мощности сварочной дуги определяют скорость плавления металла. От этой характеристики зависит время выполнения сварочных работ. Регулировка силы тока производится для корректировки температуры в рабочей зоне, даже на длинном столбе электродуга не будет затухать при большом ампераже. Напряжение редко изменяют в процессе сварки.
Вольт-амперная характеристика
ВАХ описывает зависимость токовых параметров. С помощью этого графика определяют:
- мощность дуги;
- время горения,
- условия гашения.
Динамическая ВАХ описывает неустановившееся состояние электродуги, когда ее длина колеблется. Статическая вольт-амперная характеристика отражает зависимость вольтажа от ампеража при постоянной дуговой длине. График делится на три области:
- падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
- жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
- возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.
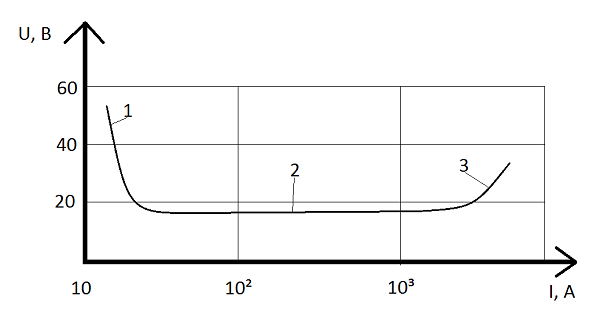
ВАХ процесса обычной ручной сварки с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ограничена двумя первыми областями, до третьей ампераж не доходит. Механизированной сварки с использованием флюсов соответствует графику II и III областей, сварка плавящимся электродом в облаке защитной атмосферы – III.
При использовании оборудования, генерирующего переменный ток, возбуждение сварочной дуги происходит в каждом полупериоде, на пике зажигания. При переходе через ноль электродуга затухает, нагрев активных пятен прекращается. Покрытия электродов, содержащие активные щелочные металлы, повышают устойчивость ионизации. Защитное облако затрудняет розжиг на переменном токе, но поддерживают горение на постоянном. Между полюсами возникает ионизация молекул газа.
При выборе оборудования необходимо это учитывать, что вольт-амперная характеристика электродуги зависит от внешней ВАХ. Работу сварочного аппарата рассматривают как наложение графиков. Для ручной сварки необходимы источники питания с падающими областями ВАХ (повышенным напряжением холостого хода), чтобы была возможность изменять длину дуги, регулируя ампераж. Сила тока короткого замыкания во время падения капли с плавящегося электрода на свариваемый металл на 20–50% выше дугового тока. Для сварки плавящимся электродом используют дугу размыкания. Для розжига дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
При высоких значениях тока короткого замыкания возрастает риск прожогов металла. При падении капли происходит замыкание, затем резко возрастает до первоначальных значений – ампераж возрастает до величины тока короткого замыкания, образовавшийся мостик перегорает, дуга возбуждается снова. Изменения тока и напряжения в столбе происходят моментально, за доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизировать напряжение.
Особенности дуги
Благодаря особым свойствам, электрическая дуга используется при сварке с тугоплавкими и плавящимися электродами. Она быстро разогревает металл, образуя ванну расплава. Электрический ток эффективно преобразуется в тепловую энергию с минимальными потерями.
По природе происхождения электрическую сварочную дугу можно сравнить с другими видами электрических зарядов. Основные отличительные характеристики дуги:
- высокая температура, создаваемая плотным током (ампераж зависит от длины столба, достигает тысяч А на см 2 );
- небольшие значения анодного и катодного падения напряжения, слабо зависящие от первоначально заданного вольтажа;
- неравномерность распределения напряжения электрического поля между полюсами;
- пространственная устойчивость;
- саморегулирование мощности, ВАХ;
- четко очерченные границы, ясно видимые в окружающей среде.
Зажигание производится двумя способами:
- коротким касанием (электрод подводится впритык, повышается риск залипания);
- чирканьем (невозможен в труднодоступных местах).
Источник
Что называют сварочной дугой и какие её характеристики?
Современная промышленная сфера подразумевает под собой сварочные процессы, которые используются в разных направлениях.
Для того чтобы провести эту работу качественно, надежно, быстро и без затрат особых усилий, необходимо разобраться в понятии сварочная дуга – что это такое, каковы её особенности и другие моменты, пригодившиеся в работе.
Что собой представляет сварочная дуга?
Характеризуется рассматриваемый элемент для сварки повышенной температурой, плотностью тока, за счет чего механизм может расплавить любой металл с температурой плавления больше, чем 3000 градусов.
Кроме этого данная деталь в сварочном инструменте выступает газовым проводником, c помощью которого преобразовывается тепловая энергия из электрической. Электрический заряд, в свою очередь, – это прохождение тока под напряжением сквозь газы.
Можно выделить несколько основных типов электрического заряда, при помощи которого происходит процесс горения:
- Тлеющий.
Можно возникнуть из-за низкого давления. Используется для процесса освещения в люминесцентной лампе и плазменного экрана. - Искровой.
Появляется, после того, как давление сравняется с атмосферным. Имеет прерывистую форму. Механизм действия можно сравнить с молнией. Эксплуатируется для розжига двигателя внутреннего сгорания. - Дуговой.
Используется во время сварочных работ либо для простого освещения. Имеет непрерывистую форму, появляется за счет атмосферного давления. - Коронный.
Появляется в случае, если электрод структурно шероховатый, неоднородный, дополнительного электрода нет, иными словами появляется струйка. Используются для очистки газовой смеси от грязи и других инородных предметов.
Природа и строение
По своим особенностям, характеристика сварочной дуги и её природа достаточно легкие в понимании. Максимальная температура в электрическом рассматриваемом элементе для сварки может быть до 10 тысяч градусов.
Это получается за счет прохождения электрического тока через катоды, куда он попадает в ионизированный газ, а затем, после разряда с яркой вспышкой, дает возможность разогреться до необходимой температуры.
После ток попадает на металл, который подвергается сварке и дальнейшей обработке.
Поскольку температура достаточно большая, то данный элемент для сварки излучает инфракрасные и ультрафиолетовые лучи, которые является опасными для организма человека. От этого может нарушиться зрение, либо возникнуть сильный ожог на кожном покрове.
Чтобы защитить себя от негативных последствий необходимо изучить ее свойства, характеристики, а также обеспечить себя или мастера надежной защитой.
Ещё одним немаловажным аспектом является строение сварочной дуги. Вопрос о том, из скольких частей состоит сварочный элемент, достаточно интересный и познавательный. В первую очередь стоит отметить, что она обладает тремя главными зонами: анодной, катодной и столбом.
Когда горит механизм на катоде или аноде, появляются небольшого размера пятна – места, где температура имеет максимальное значение. Сквозь эти области и протекает электрический ток, а анодное и катодное места на поверхности подразумевают под собой пониженное действие напряжения.
Столб зачастую находится посреди этих локаций, и напряжение может незначительно спадать в нем. За счет этого сварочный элемент имеет длину, которая включает в себя все перечисленные области.
Самым оптимальным размером длины детали является 5 миллиметров, благодаря чему температура горения становиться постоянной, благоприятной и стабильной.
Разновидности
Существует несколько классификаций рассматриваемого элемента, которые имеют различные схемы подвода тока и среды, где он появляется.
Сварка дугой делится на следующие виды:
- С прямым действием.
В данном случае оборудование устанавливается в параллель изделию из металла, которое необходимо сварить. Дуга, в свою очередь, становится под прямым углом по направлению к электродам и металлической поверхности. - С косвенным действием.
Появляется при использовании двух электродов, которые находятся от свариваемого изделия под углом в 50 градусов. Дуга появляется между электродом и свариваемым материалом.
Возникновение сварочной дуги.
Помимо этого, можно поделить по принципу атмосферы, где появляется сварочная дуга:
- Открытая сфера.
Дуга может гореть на открытом пространстве с образованием газовой фазы, где содержится пар металла, электрода и поверхностей после обработки сварочным инструментом. - Закрытая сфера.
Дуга горит под флюсом. В газовой фазе возле дуги попадает пар материала, электродов и самого флюсового слоя. - С подачей газовой смеси.
В дуге могут находиться сжатый газ, такой как гелий, углекислый газ, водород, аргон и иные примеси газовых веществ. Они необходимы, чтобы свариваемая поверхность изделия не подвергалась окислению. Благодаря их подаче среда восстанавливается либо становиться нейтральной к внешним факторам. В дугу попадает газ, который подается для работы, пар от свариваемого изделия и электродов.
Помимо перечисленных классификаций можно также выделить виды по длительности действия:
- классический используется для постоянной эксплуатации;
- импульсный – для одноразового использования.
Также можно выделить разновидности в зависимости от материала, применяемого электрода – уголь, вольфрам, плавящийся либо неплавящийся электрод соответственно.
Одним из самых востребованных деталей является стальной, т.е. плавящийся электрод. Однако на сегодняшний день большинство профессионалов отдают предпочтение неплавящемуся, из чего можно сделать вывод, что типы рассматриваемых элементов достаточно различны между собой.
Условия горения
Со стандартными условиями температура в столбе сварочной дуги достигает 7000 градусов, в максимальном своем значении. Используя катод, необходимо добиться постоянной температуры, при которой будет возникать и горечь дуга. В этом случае также учитываются такие факторы, как диаметр, размер и температура окружающей среды.
Классификация сварочной дуги.
Важно следить за тем, чтобы значение не колебалось, благодаря чему можно сваривать абсолютно любой материал. Исправный источник питания – залог постоянного показателя температуры элемента, именно это дает влияние на свойство работы элемента.
Основные области сварочной дуги – это работа ионизированного газа, а также применение щелочной либо щелочно-земельной группы в виде калия или кальция, чтобы способствовать надежному и хорошему горению сварочной дуги. Вопрос, в какой среде может гореть сварочная дуга достаточно актуальный.
Необходимо учитывать много физических и химических факторов, уметь рассчитывать, сколько энергии затрачивается для отрыва электрона от атома, в зависимости от природы газового новообразования и т.д.
Исходя из всего сказанного, можно сделать вывод, что при сварке дуговой металлические конструкции скрепляются надежнее всего. Сварочные работы сильно влияют на промышленную сферу сегодняшнего дня, из-за возможности под высокой температурой сварочной дуги припаивать различные материалы друг к другу.
Чтобы получить качественный и надежный шов нужно задействовать силы, действующие в сварочной дуге, изучить всю её характеристику, понимать каждое значение плотности тока, температуры, напряжения, что даст возможность провести процедуру быстро и без трудностей.
Источник



