
- Сварка среднелегированных сталей способы применения сварки
- § 64. Технология сварки легированных сталей
- Сварка среднелегированных сталей Ч.1 Сварка теплоустойчивых сталей
- Особенности сварки среднелегированных сталей, общие сведения
- Сварка среднелегированных сталей марок 20ХГСА, 25ХГСА, 30ХГСА, 30ХГСНА
- Режимы сварки среднелегированных сталей
- Легированные стали и особенности их сварки
- Низколегированные стали
- Среднелегированные стали
- Технология сварки среднелегированных металлов
- Высоколегированные стали
- Технология сварки высоколегированных металлов
Сварка среднелегированных сталей способы применения сварки




§ 64. Технология сварки легированных сталей
Сварка низколегированных и среднелегированных конструкционных сталей. Свариваемость таких сталей зависит от содержания углерода и легирующих компонентов и ухудшается с ростом содержания углерода и легирующих компонентов. Стали кремнемарганцевой группы 15ГС, 18Г2С и 25Г2С сваривают электродами типа Э60А марки УОНИ-13/65. Перед сваркой кромки тщательно зачищают от грязи, ржавчины и окалины. Сварку выполняют предельно короткой дугой. Изделие перед сваркой подогревают до температуры 200 °С, электроды перед сваркой прокаливают при 400 °С в течение одного часа.
Кремнемарганцемедистые стали 10Г2СД, 10ХГСНД, 15ХСНД и 12ХГ сваривают электродами типа Э50А марки УОНИ-13/55. Изделие перед сваркой не подогревают.
Сварка легированной машиностроительной стали. Хромистая сталь 15ХМ сваривается электродами УОНИ-13/85 предельно короткой дугой без подогрева и последующей термической обработки.
Хромомолибденовая сталь 15ХМ сваривается электродами ЦЛ-14 с предварительным подогревом изделия до 250 — 300°С и последующим высоким отпуском при 710°С. Сталь марки 30ХМ сваривается электродами ЦЛ-30-63 с предварительным подогревом изделия до 350°С и последующим отпуском при 600°С.
Хромо кремнемарганцевые стали 20ХГСА, 25ХГСА, 30ХГСА, ЗОХГСуА свариваются электродами ЦЛ-18-63 или НИАТ-ЗМ предельно короткой дугой. После сварки сварные соединения подвергаются термической обработке на высокую прочность: закалка с температуры 880°С и низкий отпуск. Технологические характеристики электродов для сварки некоторых легированных машиностроительных сталей приводятся в табл. 32.
Сварка теплоустойчивых сталей. К теплоустойчивым сталям относятся 12 MX; 20МХЛ; 34ХМ; 20ХЗМВФ; 20ХМФ; 20ХМФЛ; 12Х1М1Ф; 15ХМФКР; 12Х2МФБ;Х5М; 15Х5МФА; Х5ВФ; 06X13; Х17; 1X13 и др.
Изделия из сталей 12МХ и 20МХЛ, работающие при температуре до 550°С, свариваются электродами ЦЛ-14. Сварку выполняют с предварительным подогревом изделия до 250 -300°С для стали 20МХЛ и до 200°С — для стали 12МХ. После сварки рекомендуется высокий отпуск при температуре 710°С. Сталь 12МХ можно сваривать также электродами ГЛ-14, если изделие работает при температуре до 520°С. Подогрев и отпуск такие же, что и при применении электродов ЦЛ-14.
Изделия из сталей 34ХМ и 20ХЗМВФ, работающие при температуре до 470°С, сваривают электродами ЦЛ-30-63. Сварку выполняют с предварительным и сопутствующим подогревом изделия до 350°С для стали 34ХМ и до 400 — 450°С — для стали 20ХЗМВФ. Сварные соединения подвергаются отпуску: сталь 34ХМ — при температуре 600°С, сталь 20ХЗМВФ — при температуре 680°С.
Изделия из сталей 20ХМФ, 20ХМФЛ, 12Х1М1Ф, работающие при температуре до 570°С, сваривают электродами ЦЛ-20-63. Сварка выполняется короткой дугой с предварительным и сопутствующим подогревом изделия до 300 -350 °С. После сварки рекомендуется высокий отпуск при 700 -740°С в течение 3 ч.
Изделия из сталей 15ХМФКР и 12Х2МФБ, работающие при температуре до 600°С, сваривают электродами ЦЛ-26М-63. Сварку выполняют короткой дугой с предварительным и сопутствующим подогревом до температуры 350-400°С, а после сварки выполняют высокий отпуск при температуре 740 — 760 °С.
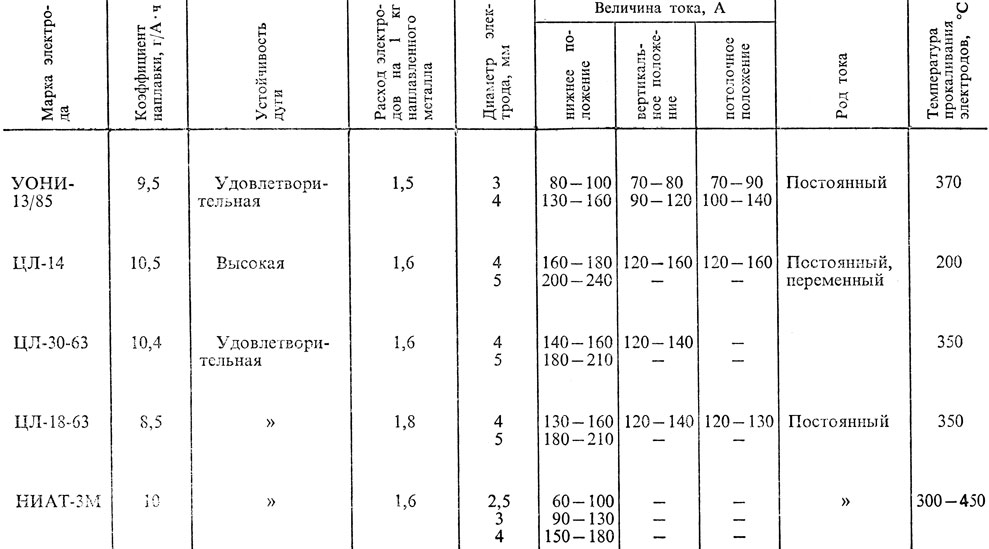
32. Технологические характеристики электродов для сварки некоторых легированных сталей
Изделия из сталей Х5М и 15Х5МФА, работающие в агрессивных средах при температуре до 450°С, сваривают электродами ЦЛ-17-63 с предварительным и сопутствующим подогревом до 300 — 450°С и с последующим высоким отпуском после сварки при температуре 760°С в течение 3 ч. Изделия из сталей Х5ВФ, 06X13 и X17 сваривают электродами СЛ-16.
Технологические данные электродов для сварки теплоустойчивых сталей приведены в табл. 33.
Сварка высоколегированных коррозионностойкпх, жаростойких и жаропрочных сталей и сплавов. К сварным соединениям высоколегированных сталей и сплавов кроме требований по пределу прочности, а также пластичности предъявляются и другие требования, которые определяются назначением конструкции и свойствами свариваемого металла. Эти требования следующие:
для коррозионностойких (нержавеющих) сталей — возможность противостоять межкристаллитной, общей жидкостной, ножевой коррозии под напряжением;
для окалиностойких сталей и сплавов — способность противостоять окалинообразованию и межкристаллитной газовой коррозии;
для жаропрочных сталей и сплавов — обеспечение длительной прочности, сопротивляемости ползучести, стабильности микроструктуры, стойкости против хрупкости при длительном воздействии высоких температур и нагрузок и малой чувствительности к надрезу и окалиностойкости.
Основными трудностями при сварке высоколегированных сталей и сплавов являются: обеспечение стойкости сварных соединений против образования кристаллизационных трещин, коррозионной стойкости, а также сохранения свойств соединений под действием рабочих температур и напряжений.
Сварка коррозйонностойких сталей. К коррозионностойким сталям относятся ОХ18НЮ, ОХ18НЮТ, Х18Н10Т, Х18Н9, Х18Н9Т, ОХ18Н12Т, ОХ18Н12Б, 1Х21Н5Т, ГХ16Н13Б, Х18Н12Т и др.
Стали ОХ18НЮТ, OX18HIO и Х18Н10Т сваривают электродами ОЗЛ-14, если к металлу шва предъявляются требования стойкости против межкристаллитной коррозии. Сварка этими электродами обеспечивает в сварном шве содержание ферритной фазы 6-10%.
Стали Х18Н9, Х18Н9Т сваривают электродами ОЗЛ-8, если к металлу шва не предъявляются требования стойкости против межкристаллитной коррозии или если сварное соединение будет эксплуатироваться при температуре до 350°С (при отсутствии агрессивных сред — при температуре от 253 до 800°С). Содержание ферритной фазы в сзарных швах колеблется от 3,5 до 8,5%.
Стали Х18Н10Т, Х18Н9Т, ОХ18Н12Т, ОХ18Н12Б, 1Х21Н5Т 1Х16Н13Б свариваются электродами ЦЛ-11, если к сварному шву предъявляются жесткие требования стойкости против межкристаллитной коррозии. Содержание ферритной фазы в сварных швах обеспечивается от 2,5 до 7%.
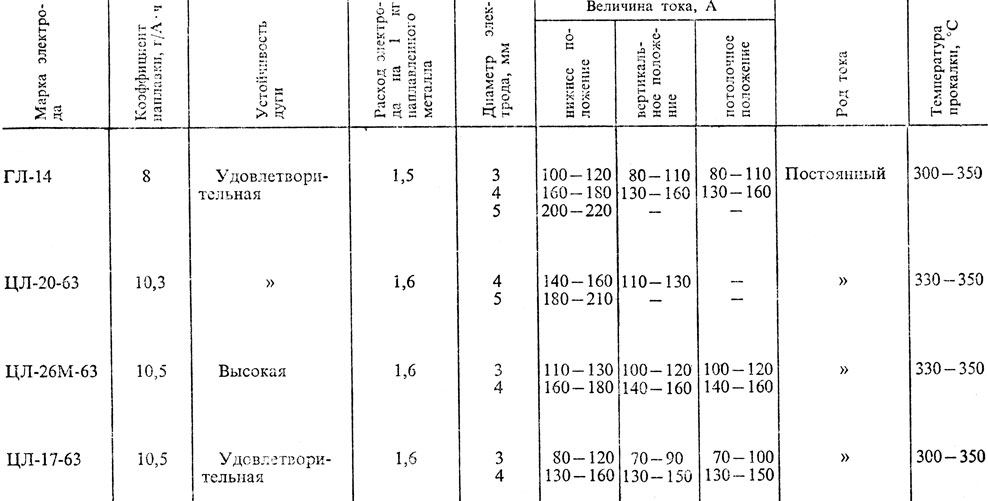
33. Технологические характеристики электродов для сварки теплоустойчивых сгалей
Сталь Х18Н12Т сваривают электродами ЦТ-15-1 (корневой шов), сварное соединение будет эксплуатироваться при температуре 600 — 650°С и высоком давлении. Содержание ферритной фазы в сварных швах колеблется от 5,5 до 9%.
Стали Х18Н10Т, Х18Н9Т сваривают электродами ЗИО-З, если сварные швы будут эксплуатироваться при температуре до 560°С или если к металлу шва будут предъявлены требования стойкости против межкристаллитной коррозии. Содержание ферритной фазы в сварном шве регламентируется от 2,5 до 5 %. Технологические свойства электродов для сварки коррозионностойких сталей приведены в табл. 34.
Сварка жаростойких сталей. К ним относятся Х25Т, Х28, Х23Н18, Х23Н13, Х20Н14С2, Х25Н20С2 и др.
Стали Х25Т и Х28 сваривают электродами 03JI-6, если сварные изделия будут эксплуатироваться при температуре 1150°С (без циклических резких изменений и в средах, не содержащих сернистый газ). Сварку выполняют короткой дугой. Кромки подготавливают под сварку только механическим способом. Содержание ферритной фазы регламентируется от 2,5 до 10%.
Стали Х23Н18, Х25Т и Х28 сваривают электродами ЦЛ-25, если сварные изделия будут эксплуатироваться при температуре выше 850°С. Сварку выполняют валиками, имеющими ширину не более трех диаметров электрода. Кратеры заплавляют частыми короткими замыканиями. Содержание ферритной фазы регламентируется от 3 до 9%.
Стали Х25Т, Х28, Х23Н13, Х23Н18, находящиеся в эксплуатации при температуре 900-1100°С, сваривают электродами ОЗЛ-4. Сварку выполняют предельно короткой дугой. Кромки обрабатывают под сварку только механическим способом. Содержание ферритной фазы регламентируется от 2,5 до 8%.
Стали Х23Н18, Х23Н13, находящиеся в эксплуатации в окислительных и науглероживающих средах при температуре 900- 1050°С, сваривают электродами ОЗЛ-9А. При сварке этих сталей особенно необходимо следить за недопустимостью появления трещин в кратерах. Ферритная фаза отсутствует и ГОСТом не нормируется. Сварные швы недостаточно стойки против межкристаллитной коррозии.
Стали Х20Ы14С2, Х25Н20С2, работающие при температуре до 1050°С, сваривают электродами ГС-1 (первый слой). Жаростойкость наплавленного металла до 1150°С.
Стали Х20Н14С2, Х25Н20С2, работающие при температуре 900-1100°С, сваривают электродами ОЗЛ-5. Кромки подготовляют под сварку только механическим способом. Сварные швы устойчивы против образования горячих трещин. Сталь Х20Н14С2, находящуюся в эксплуатации при температуре 900-1100°С, можно также сваривать электродами ЦТ-17 при наложении швов небольшой ширины — не более 3 диаметров электрода. Технологические характеристики электродов для сварки жаростойких сталей приведены в табл. 35.
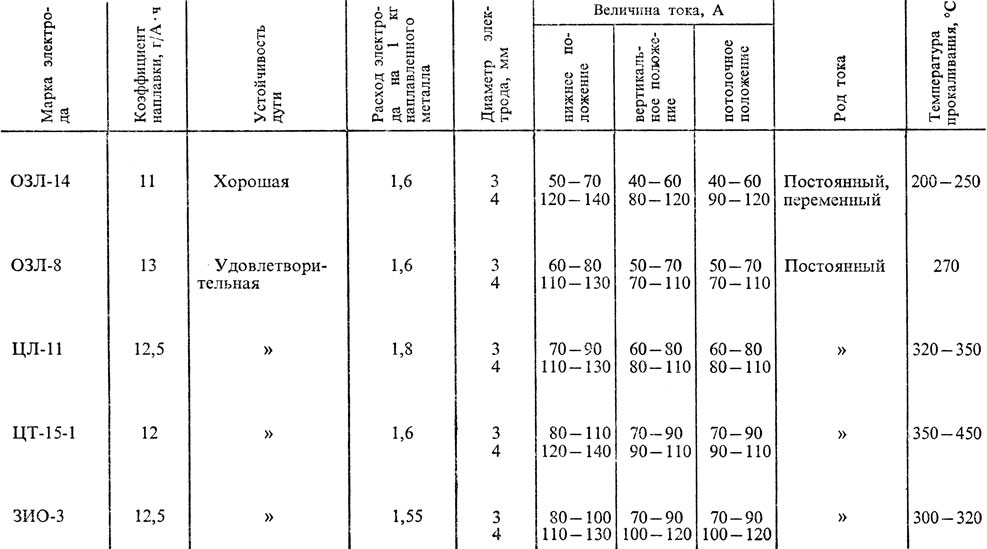
34. Техно логические характеристики электродов для сварки коррозионностойких сталей
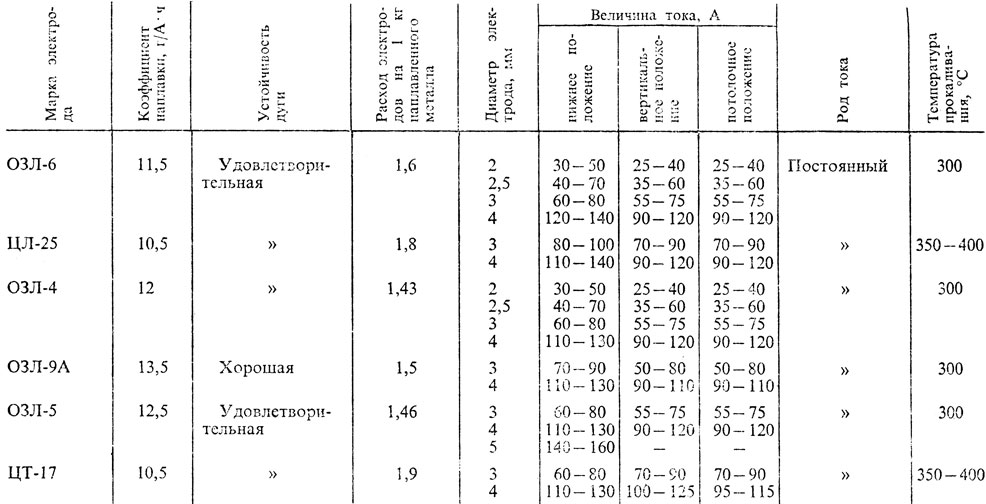
35. Технологические характеристики электродов для сварки жаростойких сталей
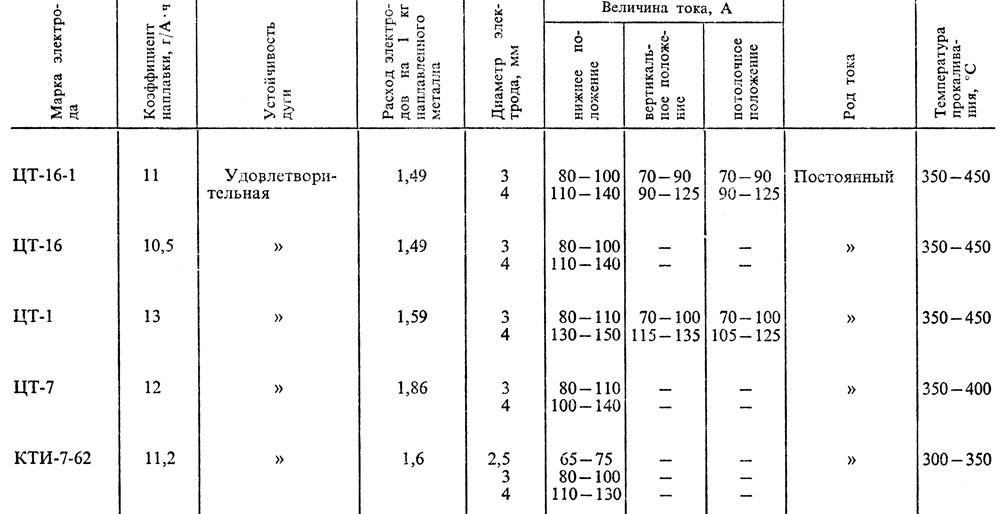
36. Технологические характеристики электродов для сварки жаропрочных сталей и сплавов
Сварка жаропрочных сталей и сплавов. К сталям этой группы относятся 1Х16Н14В2БР, 1Х16Н16В2МЕР, 1Х14Н14В2М, 4Х14Н14В2М, 1Х16Н13М2Б, 1Х14Н14В2М, Х18Н12Т, Х23Н13, Х23Н18, ХН35ВТ и др.
Стали 1Х16Н14В2БР и 1Х16Н16В2МБР сваривают электродами ЦТ-16-1. Кратеры заваривают короткими замыканиями электродов. Эти же стали сваривают электродами ЦТ-16, если изделия эксплуатируются при температуре до 700°С.
Стали 1Х14Н14В2М и 4Х14Н14В2М, работающие в условиях температуры до 600°С, сваривают электродами ЦТ-1. Сварные швы устойчивы против образования горячих трещин.
Стали 1Х16Н13М2Б, 1Х14Н14В2М и Х18Н12Т, работающие в условиях температуры до 620°С, сваривают электродами ЦТ-7. Горячие трещины в сварных швах устраняются достижением ферритной фазы от 2 до 5 %. После сварки применяют отжиг при 750- 800 °С в течение 10 ч.
Стали Х23Н13, Х23Н18, работающие в условиях температуры до 1050°С, сваривают электродами 03Л-9. Огневая подготовка кромок под сварку не допускается. При многослойной сварке швы необходимо выполнять электродами 03Л-9 через слой, наплавленный электродами 03Л-4, 03Л-5, 03Л-6 и ГС-1. Сплавы на железо-никелевой основе ХН35ВТ свариваются электродами КТИ-7-62.
Технологические характеристики электродов для сварки жаропрочных сталей и сплавов приведены в табл. 36.
Вопросы для самопроверки
- Каковы особенности сварки низколегированных конструктивных сталей?
- Почему легированные стали необходимо сваривать короткой дугой?
- В чем заключается особенность сварки теплоустойчивых сталей?
Источник
Сварка среднелегированных сталей Ч.1 Сварка теплоустойчивых сталей
Особенности сварки среднелегированных сталей, общие сведения
Среднелегированные стали содержат в своём составе 2,5-10% легирующих элементов и подразделяются на теплоустойчивые, высокопрочные и другие группы сталей и у каждой из них свои особенности при сварке. В данной статье рассказывается о сварке среднелегированных теплоустойчивых сталей.
Среднелегированные стали широко используются при изготовлении металлоконструкций, работающих в различных условиях. Например, работающие под воздействием высоких или низких температур, или под действием ударных и знакопеременных нагрузок, а также работающие в различных агрессивных средах и в других тяжёлых условиях.
При сварке данного вида сталей существует достаточно высокий риск образования холодных трещин при сварке, часто формируются закалочные структуры. В некоторых случаях возникает перегрев зоны термического влияния.
Повышенное содержание легирующих элементов снижает свариваемость сталей. Влияние легирующих элементов на свариваемость при сварке среднелегированных сталей сказывается сильнее, чем при сварке низколегированных сталей. Но это не единственный фактор, на свариваемость также влияет и толщина свариваемого металла.
При ручной дуговой сварке, для сваривания среднелегированных сталей применяют электроды с основным защитным покрытием. Сварку выполняют, выбрав постоянный сварочный ток обратной полярности. При сварке наплавляют многослойные швы по каскадной или блочной схеме, подробнее об этом на странице: «Технология ручной дуговой сварки Ч.3. Техника ручной дуговой сварки». При этом, между выполнением каждого слоя не рекомендуется допускать большие промежутки времени.
Перед сваркой выполняют предварительный подогрев свариваемого металла до температуры 150°C. Подогрев снижает вероятность появления дефектов в сварных швах (трещин) и формирования закалочных структур. Перед началом сварки электроды необходимо прокалить, а сварные кромки необходимо очистить от ржавчины, масел, воды, окалины, грязи.
Сварка среднелегированных сталей марок 20ХГСА, 25ХГСА, 30ХГСА, 30ХГСНА
Для сварки сталей 20ХГСА, 25ХГСА, 30ХГСА, 30ХГСНА применяют следующие типы электродов: ЦЛ-14, ЦЛ-18-63, ЦЛ-30-63, НИАТ-3М, УОНИ-13/85. Режимы сварки для данных типов электродов приведены в таблице ниже. При сварке электрическая дуга должна быть как можно более короткой. После окончания сварки соединения должны проходить термическую обработку для обеспечения высоких механических свойств. Для этого стали подвергают закалке при температуре 880°C. Для того, чтобы избежать деформаций и напряжений при сварке, выполняют низкотемпературный отпуск.
Режимы сварки среднелегированных сталей
Режимы сварки среднелегированных конструкционных и теплоустойчивых сталей выбираются, исходя из типа применяемого электрода. По таблице ниже можно выбрать режимы для ручной дуговой сварки при использовании наиболее распространённых типов электродов для сварки данных сталей:
Источник
Легированные стали и особенности их сварки
Легированными называются стали, которые в своем составе содержат легирующие элементы, придающие сталям специальные свойства. Основные легирующие элементы — это хром, марганец, никель, кремний, молибден, вольфрам и другие. Легирование делается с целью изменения строения металла и придания ему определенных физико-механических свойств. Легированием можно повысить коррозионностойкость материала, его твердость, износостойкость и так далее. Ниже будут рассмотрены особенности сварки легированных сталей.
Легированные стали бывают трех видов. Это низколегированные, в которых содержание легирующих элементов не более 2,5% , среднелегированные — с содержанием 2,5% — 10% и высоколегированные — более 10%. В зависимости от присутствующих в составе материала легирующих элементов они называются хромистыми, ванадиевыми, хромоникелевыми и так далее. Каждый такой элемент в маркировке стали обозначается специальными буквами: Х — хром, М -молибден, В — вольфрам, Г — марганец, К — кобальт, Ю — алюминий, С — кремний, Н — никель, Т — титан, Ф — ванадий, Б — ниобий, А — азот, Р — бор. Легированные стали подразделяются на следующие типы: нержавеющие, жаростойкие, кислотостойкие и окалиностойкие, которые и определяют сферу применения каждой конкретной стали.
Низколегированные стали
Низколегированные стали должны обладать хорошей пластичностью, удовлетворительной свариваемостью и высокой сопротивляемостью хрупкому разрушению. Оптимальные механические свойства они приобретают после закалки или нормализации и последующего высокого отпуска. Примеры низколегированных сталей — 14Г2, 14ХГС, 15ГС и другие. Они характеризуются малым содержанием углерода ( Технология сварки низколегированных металлов
Основными показателями свариваемости низколегированных сталей являются сопротивляемость сварных соединений холодным трещинам и хрупкому разрушению. Такие металлы обычно имеют ограниченное содержание C, Ni, Si, S и P, поэтому при соблюдении режимов сварки и правильном применении присадочных материалов горячие трещины отсутствуют. Критериями при определении диапазона режимов выполнения сварочных работ и температур предварительного подогрева служат допустимые максимальная и минимальная скорости охлаждения металла околошовной зоны. Максимально допустимые скорости охлаждения принимаются таким образом, чтобы предотвратить образование холодных трещин в металле околошовной зоны.
 Химический состав сплавов
Химический состав сплавов
Электроды для сварки низколегированных сталей ручной дуговой сваркой имеют низководородное фтористо-кальциевое покрытие. Широко применяют электроды типа Э70 по ГОСТ 9467-75. Сварку выполняют постоянным током при обратной полярности. Металл, наплавленный электродами, должен соответствовать следующему химическому составу, %: С до 0,10 ; Mn 0.8…1,2 ; Si 0,2…0.4 ; Cr 0,6…1,0 ; Mo 0,2…0.4 ; Ni 1,3…1,8 ; S до 0,03 ; Р до 0,03. Сварочный ток выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения и толщину свариваемого металла. Сварку технологических участков нужно производить без перерывов, не допуская охлаждения сварного соединения ниже температуры предварительного подогрева и нагрева его перед выполнением следующего прохода выше 200С°.
Особенности сварки низколегированных сталей под флюсом заключаются в её проведении на постоянном токе обратной полярности. Сила тока при этом не должна превышать 800 А, напряжение дуги — не более 40 В, скорость сварки изменяют в пределах 13…30 м/ч. Одностороннюю однопроходную сварку применяют для соединений толщиной до 8 мм и выполняют на остающейся стальной подкладке или флюсовой подушке. Максимальная толщина соединений без разделки кромок, свариваемых двусторонними швами, не должна превышать 20 мм. Для стыковых соединений без скоса кромок (односторонних или двусторонних) используют проволоку марки Св-08ХН2М, так как швы в этом случае имеют излишне высокую прочность и применение более легированной проволоки для таких соединений нецелесообразно.
 Влияние легирующих элементов на структуру и свойства металлов
Влияние легирующих элементов на структуру и свойства металлов
Если сварка низкоуглеродистых и низколегированных сталей осуществляется в углекислом газе, то в качестве электрода применяют проволоку марок Св-08Г2С, Св-10ХГ2СМА, Св-08ХН2Г2СМЮ (ГОСТ 2246-70) или порошковую проволоку. При сварочных работах в смесях на основе аргона используют проволоку марки Св-08ХН2ГМЮ, которая обеспечивает высокий уровень механических свойств и хладостойкость металлических швов при сварке сталей с прочностью до 700 МПа. Проволоки указанных марок рекомендуются и для сварки угловых швов с катетом свыше 15 мм. Для угловых швов с меньшим катетом в большинстве случаев используют проволоку марки Св-08Г2С. Эту проволоку также применяют при сварке низкоуглеродистых и низколегированных сталей повышенной прочности 09Г2, 10Г2С1, 14Г2, 10ХСНД и 15ХСНД.
Газовая сварка низколегированных сталей характеризуется повышенным разогревом свариваемых кромок, пониженной коррозионностойкостью и усиленным выгоранием легирующих примесей. Это приводит к ухудшению качества сварных соединений по сравнению с другими способами сварки. При газовой сварке в качестве присадочного материала используют проволоку марок СВ-10Г2, Св-08, Св-08А, а для ответственных швов — Св-18ХГС и Св-18ХМА. Механические свойства шва можно повысить проковкой при температуре 800 °С — 850°С с последующей нормализацией.
Среднелегированные стали
Среднелегированные стали содержат углерод в количестве от 0,4% и более. Они легированы в основном Ni, Mo, Cr, V, W. Оптимальное сочетание прочности, вязкости и пластичности достигается после закалки и низкого отпуска. Такие среднелегированные стали, как ХВГ, ХВСГ, 9ХС, пользуются большим спросом за счет своих легирующих добавок при изготовлении сверл, разверток и протяжек.
Эти стали выплавляют из чистых шихтовых материалов для повышения пластичности и вязкости. Также их тщательным образом очищают от фосфора, серы, газов и различных неметаллических включений. В этом случае стали могут подвергаться электрошлаковому или вакуумно-дуговому переплаву, рафинированию в ковше жидкими синтетическими шлаками. Хорошее сочетание прочности, вязкости и пластичности среднелегированных сталей достигается термомеханической обработкой.
Технология сварки среднелегированных металлов
Чтобы обеспечить эксплуатационную надежность сварных соединений, нужно при выборе сварочных материалов стремиться к получению швов такого химического состава, при котором их механические свойства имели бы требуемые значения. Степень изменения этих свойств зависит от доли участия основного металла в формировании шва. Поэтому следует выбирать такие сварочные материалы, которые содержат легирующих элементов меньше, чем основной металл. Легирование металла шва за счет основного металла позволяет повысить свойства шва до необходимого уровня.
При сварке среднелегированных глубокопрокаливающихся высокопрочных сталей нужно выбирать такие сварочные материалы, которые обеспечат получение швов, обладающих высокой деформационной способностью при минимально возможном количестве водорода в сварочной ванне. Это достигается применением низколегированных сварочных электродов, не содержащих в покрытии органических веществ и подвергнутых высокотемпературной прокалке. Одновременно при выполнении сварочных работ следует исключить другие источники насыщения сварочной ванны водородом (влага, ржавчина и другие).
Для сварки среднелегированных сталей широко применяются аустенитные сварочные материалы. Для механизированной сварки и изготовления стержней электродов в ГОСТ 2246-70 предусмотрены проволоки марок Св-08Х20Н9Г7Т и Св-08Х21Н10Г6, а в ГОСТ 10052-75 — электроды типа ЭА-1Г6 и др. Электродные покрытия применяются вида Ф, а для механизированной сварки — основные флюсы. Для сварки среднелегированных высокопрочных сталей используют электроды типов Э-13Х25Н18, Э-08Х21Н10Г6 и другие по ГОСТ 10052-75 и ГОСТ 9467-75.
Высокое качество сварных соединений толщиной 3…5 мм достигается при аргонодуговой сварке неплавящимся электродом. При этом для увеличения проплавляющей способности дуги применяют активирующие флюсы (АФ). Сварка с АФ эффективна при механизированных способах для получения равномерной глубины проплавления. Неплавящийся электрод при сварке с АФ выбирают из наиболее стойких в эксплуатации марок активированного вольфрама.
Газовая сварка легированных сталей осуществляется ацетиленокислородом, который обеспечивает качественный сварной шов. Газы-заменители в данном случае применять не рекомендуется. Но даже ацетиленокислород не может стопроцентно гарантировать получение качественного шва. Этого можно достичь только путем применения дуговой сварки.
Закалка стали — обязательный этап в машиностроении, так как от правильности его выполнения зависит качество продукции. Подробнее читайте в этой статье.
Высоколегированные стали
Высоколегированные стали имеют повышенно содержание легирующих элементов — Cr и Ni (обычно не ниже 16% и 7% соответственно). Они придают таким металлам соответствующую структуру и необходимые свойства. Высоколегированные стали по сравнению с менее легированными обладают высокой хладостойкостью, коррозионностойкостью, жаропрочностью и жаростойкостью. Несмотря на высокие свойства этих сталей, их основное служебное назначение определяет соответствующий подбор состава легирования. В соответствии с этим их можно разделить на три группы: жаростойкие, жаропрочные и коррозионностойкие.
После соответствующей термообработки высоколегированные стали обладают высокими прочностными и пластическими свойствами. В отличие от углеродистых при закалке эти материалы приобретают повышенные пластические свойства.
Структуры высоколегированных сталей очень разнообразны и зависят в основном от их химического состава, то есть от содержания основных элементов: хрома (ферритизатора) и никеля (аустенитизатора). Также на структуру влияет содержание других легирующих элементов-ферритизаторов (Mo, Ti, Si, Al, W, V) и аустенизаторов (Co, Cu, C, B).
Технология сварки высоколегированных металлов
Высоколегированные стали обладают комплексом положительных свойств. Поэтому одну и ту же марку иногда можно использовать для изготовления изделий различного назначения. В связи с этим и требования к свойствам сварных соединений будут индивидуальными. Это определит и различную технологию выполнения сварочных работ, направленную на получение сварного соединения с необходимыми свойствами, определяемыми составом металла шва и его структурой.
 Легирующие элементы – обозначение
Легирующие элементы – обозначение
Особенности сварки высоколегированных сталей определяются наличием у них характерных теплофизических свойств. Пониженный коэффициент теплопроводности сильно изменяет распределение температур в шве и околошовной зоне. Это увеличивает глубину проплавления основного металла, а с учетом повышенного коэффициента теплового расширения возрастает и коробление изделий. Поэтому для уменьшения коробления нужно применять способы и режимы, отличающиеся максимальной концентрацией тепловой энергии.
При ручной дуговой сварке высоколегированных сталей сварочные проволоки одной по ГОСТу марки имеют широкий допуск по химическому составу. Применением электродов с фтористокальциевым покрытием достигается получение металла шва с нужным химическим составом. Тип покрытия электродов для данной сварки диктует необходимость применения тока обратной полярности. Тщательная прокалка электродов способствует уменьшению вероятности образования в швах пор и вызываемых водородом трещин.
Газовая сварка высоколегированных сталей наименее благоприятна, для соединения этих кислотостойких сталей, которые подвержены значительной межкристаллитной коррозии. Такая сварка может использоваться для сваривания жаропрочных и жаростойких сталей толщиной 1…2 мм. Сварка ведется нормальным пламенем мощностью 70…75 л/ч на 1 мм толщины. В сварных соединениях могут образовываться большие коробления.
Сварка под флюсом высоколегированных сталей толщиной 3…50 мм имеет большое преимущество перед ручной дуговой сваркой ввиду стабильности состава и свойств металла по всей длине шва. Это достигается отсутствием частых кратеров, образующихся при смене электродов, равномерностью плавления электродной проволоки и основного металла по длине шва, а также более надежной защитой зоны сварки от окисления легирующих компонентов кислородом воздуха.
При сварке под флюсом уменьшается трудоемкость подготовительных работ, так как разделку кромок выполняют на металле толщиной свыше 12 мм (при ручной сварке — свыше 3…5 мм). Типы флюсов предопределяют их использование для сварки постоянным током обратной полярности.
Источник



