
- Как лучше варить: углом вперед или углом назад
- Как лучше варить: углом вперед или углом назад?
- Сварка углом назад
- Сварка углом вперед
- Движение электрода при сварке: способы ведения электрода, выбор оптимального угла наклона электрода
- Способы ведения электрода
- Угол наклона электрода
- Углом вперёд
- Углом назад
- Под прямым углом (90 градусов)
- Расстояние между электродом и свариваемой деталью
- В какую сторону вести сварку: что правильнее?
- Технология сварки
- Способ от себя
- Способ на себя
- Что лучше
- Сварка в различных положениях: правильный выбор угла наклона сварочного электрода
- Правильное положение при сварке
- Положение сварного соединения
- Нижнее положение
- Горизонтальное положение
- Вертикальное положение
- Сварка угловых швов и соединений
- Виды и особенности
- Трудности при угловых сварных швах
- Подготовка сторон
- Способы сварки угловых соединений
- «Лодочкой»
- В нижнем положении
- Как правильно варить сварочные швы – вертикальные, потолочные, горизонтальные
- Классификация сварочных соединений
- Сварка вертикальных швов
- Сварка горизонтальных швов
- Сварка потолочных швов
- Угловые швы
- Т-образный тип соединения
- Нахлесточные соединения
- Особенности кольцевой сварки
- Стыковые швы
- Сварные многослойные швы
- Заключение
- Положение и угол электрода при сварке
- Как сделать правильный выбор режима сварки?
- Параметры режима сварки и их выбор
- Взаимозависимость сварочного тока и диаметра электрода
- Длина сварочной дуги
- Скорость дуговой сварки
- Полярность и род электрического тока
- Наклон и длина электрода
- Наклон изделия, подвергаемого сварке
- Советы начинающим по сварке покрытыми электродами – Осварке.Нет
- Выбор правильного оборудования
- Выбор сварочного электрода
- Настройка сварочного аппарата
- Правильно зажигаем электрод
- Частые ошибки, которых следует избегать
- Огарки от электрода и утилизация
Как лучше варить: углом вперед или углом назад
Когда вы свариваете, то редко удерживаете электрод перпендикулярно поверхности металла. Так варят только в труднодоступных местах, когда нет другого выбора.
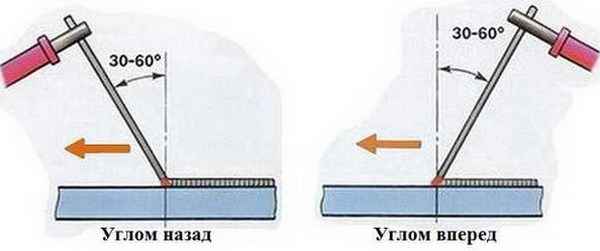
В основном же, электрод ведётся вдоль свариваемой заготовки под определённым углом — 30 или 60 градусов. При этом движение электродом может быть выполнено как вперед, так и назад.
Соответственно возникает простой вопрос: как лучше варить, углом назад или углом вперед? Варить можно и так, и так, но есть определённые моменты, которые связаны с глубиной провара, шириной шва, а также с величиной его выпуклости.
Как лучше варить: углом вперед или углом назад?
Сварка электродом может осуществляться в различных пространственных положениях. При этом происходит расплавление электродного торца, и постепенное сгорание покрытия.
Само же электродное покрытие в момент расплавления формирует «пузырь» из газообразующих элементов, который защищает сварочную ванну от кислорода. Ну а то, что не сгорело, мы можем лицезреть в виде шлака…
Сварка углом назад
В данном случае используется угол наклона электрода до 60 градусов. В процессе движения электродом назад, расплавленный шлак вытесняется из сварочной ванны. При этом нужно следить за тем, чтобы шлаковые выделения успевали перекрывать металл.
Что даёт сварка углом назад и где она применяется:
- Данным способом сварки можно получить наибольшую глубину провара;
- Использовать сварку углом назад нужно всегда с рутиловыми электродами;
- Когда нужно сварить корневые швы в горизонтальном и нижем положении;
- При сварке стыковых соединений швеллера;
- Для короткой сварочной дуги.
Как видно, сварка «углом назад» характеризуется лучшим проваром металла.

При этом глубина провара больше, а ширина соединения получается меньше, почти, что в два раза. Таким образом, шлак как бы отбрасывается назад, если значения тока на инверторе выставлены правильно.
Сварка углом вперед
Углом вперед осуществляют сварку тонких металлов. Это правило не относится к вертикальным сварочным швам, поскольку расплавленный металл здесь всё время норовит стечь вниз. При этом глубина провара оказывается меньше, но заметно увеличивается ширина сварного соединения.

Сварку углом вперед лучше осуществлять на повышенных скоростях, когда важно не прожечь металлическую заготовку. Данный вид сварки хорошо подходит для соединения тонкостенных изделий из стали, например, профильных труб, изделий из нержавейки и т. д. Таким образом, уменьшается вероятность образования прожогов.
В любом случае нужно следить за тем, чтобы угол наклона электрода был выбран правильно. Здесь важно соблюдать определённый баланс, поскольку шлак не должен в большом количестве оставаться позади электрода или наоборот, забегать слишком далеко вперед.
Источник
Движение электрода при сварке: способы ведения электрода, выбор оптимального угла наклона электрода
Зажжение дуги можно осуществить двумя способами:
- Электродом прикасаются к соединяемому металлу, а затем удерживают его на дистанции 3-4 мм, поддерживая состояние дуги. Время соприкосновения должно быть очень коротким, в противном случае, электрод приварится к детали;
- Как и при зажжении спички, электрод быстрым боковым движением (примерно под углом 15 градусов) соприкасается с заготовкой, а далее удерживается на расстоянии 2-3 мм.
Чтобы получить сварочный шов высокого качества, рекомендуется проводить работу короткой дугой.
Если подносить электрод под углом 90 градусов к месту соединения, тогда, расплавляясь, он хорошо растекается и равномерно заполняет всю сварочную ванну.
Необходимо соблюдать оптимальный угол наклона электрода. Если варить с очень острым углом, то не удастся прогреть основной металл. В этом случае шов получится малой ширины, но высокий. Края будут непроваренными, что снизит прочность полученной конструкции.
Чтобы достичь высокой прочности соединения, необходимо проводить всю сварку с одной скоростью и поддерживать одинаковый угол наклона. Тогда присадочный материал равномерно заполнит все необходимые пустоты, что обеспечит высокое качество шва.
Однако бывают случаи, когда изменение наклона необходимо. Примером может быть сварка труб.
В процессе сварки не нужно сильно напрягаться, не стоит сильно сжимать ручку держателя, движения должны быть свободными.
В финале работы для предотвращения образования кратера нужно приподнять конец электрода.
Способы ведения электрода
Недочёты, возникшие от удержания неправильного угла наклона, можно исправить, если в точности соблюдать технику ведения сварки. Существует три основных способа ведения электрода при сварке:
- По ломаной зигзагообразной линии. Таким способом можно соединять заготовки без наличия скоса кромок. Используется при сварке изделий, толщина которых не превышает 6 мм. Высококачественные швы выходят, если проводить работу встык и в нижнем положении.
- Круговые или эллипсоидные движения. Данный способ используется для соединения конструкций из легированных сталей, при этом шов должен находиться в вертикальном положении. Такой метод гарантирует хороший прогрев свариваемых деталей.
- Движения треугольником. Чаще всего используется при соединении труб с неповоротным стыком. Свариваемые детали должны быть толщиной более 6 мм. Данный метод позволяет тщательно проварить корень шва и гарантирует необходимый прогрев средней части шва.
Угол наклона электрода
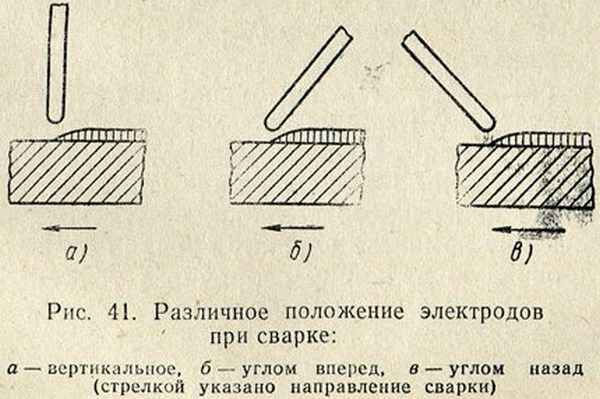
Работу можно проводить, держа электрод под разными углами. На подбор угла наклона оказывает воздействие множество факторов: толщина соединяемых деталей, вид металл, положение конструкции в пространстве. Выделяют три основных метода ведения электрода.
Углом вперёд
При данном методе электрод располагается под углом от 30 до 60 градусов. Удаётся прикрыть сварочную ванну от попадания вредных газов, но при этом образуется значительное количество шлака. Если он попадает впереди шва, то его можно вытеснить расплавленным металлом.
Наклон уменьшают в случае, если формируется большое скопление шлака впереди сварочной ванны. В редких случаях можно доводить до перпендикулярного положения. К этому прибегают при чрезмерном скоплении шлака. В противном случае, он не успеет застыть и заполнит всю ванну, погасив при этом сварочную дугу.
Чтобы исправить это, рекомендуется зажигать дугу под прямым углом и понемногу менять его, стараясь контролировать процесс образования шлака.
Применяется данный способ, если необходимо обеспечить разогрев небольшой глубины основного материала для образования вертикального шва на швеллере, для проварки корневого шва толстых металлических заготовок.
Углом назад
Главным отличием от предыдущего метода является то, что электрод наклоняется в другую сторону. При таком способе шлак сразу выталкивается из сварочной ванны назад. Он должен следовать за электродом, накрывая собой расплавленный металл, чтобы тот равномерно остывал.
Данный метод используется для провара корневого шва толстых металлических изделий при сваривании угловых соединений труб.
Под прямым углом (90 градусов)
Сваривать соединения таким способом очень трудно, процесс требует определённых навыков от сварщика.
Применяется данный метод для работы в труднодоступных местах, где нет возможности установить другой угол наклона. При таком способе удаётся достичь средней глубины провара металла.
Какой бы угол наклона ни был выбран, необходимо соблюдать баланс положения шлака в сварочной ванне. Он не должен сильно отставать от электрода, но и не должен скапливаться впереди в большом количестве.
Расстояние между электродом и свариваемой деталью
Важным параметром является то, на каком расстоянии находится электрод, так как это отразится на качестве полученного шва, его размерах и форме, а также шероховатости.
Электрическая дуга может быть:
Идеальная длина сварочной дуги 2-3 мм.
Работать электродом на очень малом расстоянии рекомендуется для сваривания корневых швов толстых заготовок. При этом нет необходимости проводить поперечные колебательные движения. Устанавливается средняя или максимальная сила тока.
Дуга является короткой, если расстояние до свариваемого участка составляет половину от диаметра используемого электрода. При работе на такой дистанции увеличивается глубина проплавления заготовок, а ширина шва уменьшается. Короткую дугу активно применяют для вертикальной сварки.
Длина средней дуги равняется толщине используемого электрода. В этом случае возрастает напряжение, и существенно расширяется шов.
Длинная дуга составляет 150% от диаметра выбранного электрода. Проводить работу на таком расстоянии нежелательно, так как шов получается значительно шире, сокращается глубина проплавления, возникает разбрызгивание раскалённого металла.
Источник
В какую сторону вести сварку: что правильнее?
Принято считать: от того, как вести сварку – от себя или на себя, зависит качество работы. Но так ли на самом деле? И есть ли принципиальная разница в направлении ведения электрода? Давайте разберёмся в этом подробнее.

Технология сварки
Электродуговая сварка является самой простой и распространённой в исполнении. Аппараты для дуговой сварки – инверторы – доступны по цене, имеют небольшой вес, приемлемые габариты и подходят для работы, как на открытом воздухе, так и в ограниченном пространстве. Самое главное – они настолько тихо работают и практически не оказывают на напряжение влияния, что их можно считать идеальным вариантом.
Когда электрод начинает контактировать с металлом, происходит расплавление стержня сварки и непосредственно металла. Таким образом возникает искомая электродуга.
Однако перед началом работы сварку необходимо зажечь одним из двух способов: быстрыми, совершая короткие касания к изделию электродом, либо чирканьем (способ похож на зажигание спички о коробок). Конечно, второй способ предпочтительнее хотя бы потому, что спичками пользоваться умеют все. Тем не менее, он совершенно не подходит для труднодоступных, узких мест – в таких местах первый способ окажется результативнее.
Главное условие – сварная ванна должна быть покрыта шлаком. А он, в свою очередь, появляется при горении защитного покрытия, частично испаряясь, частично плавясь, выделяя при этом газ. Последний окружает сварную ванну, не давая металлу взаимодействовать с кислородом, а также поддерживает постоянную температуру продолжительное время.
Как только металл охладится, верхний слой шва превратится в легко устраняемый шлак, который просто устранить постукиванием. Самое главное – соблюдать единый зазор между электродом и металлом, иначе говоря, длину дуги, чтобы она не угасла. Для того чтобы этого не произошло, сплавление должно всегда происходить с одинаковой скоростью, а сам шов – насколько возможно ровным. Для этого непосредственно перед работой необходимо представить мысленно черту, по которой должен будет двигаться электрод.
Способ от себя
Иначе этот способ называют “углом вперёд”. При таком способе сварки высота выпуклости шва и глубина провара уменьшается пропорционально его увеличивающейся ширине. Однако это позволяет замечательно сварить металл, толщина которого маленькая. А благодаря проплавляемым кромкам, сварка может проходить на повышенных скоростях.
Способ на себя
По-другому этот вариант сварки именуется “углом назад”. В данном случае уменьшается ширина пропорционально увеличивающейся высоте выпуклости и глубине провара. Образование пор и плохо сваренные кромки – единственные минусы такого способа сварки.
Что лучше
Когда положение электрода при сварке углом вперёд, значит, необходимо сварить потолочные, вертикальные, горизонтальные швы, а также неповоротные стыковки труб. Если же углом назад, значит, требуется соединить сваркой стыковые и угловые элементы.
Правильное окончание сварки – залог успеха, ведь вся работа будет насмарку. Итак, закончить работу можно:
- Обрывом дуги. Электрод сначала должен быть перемещён сверху на сварочную ванну, а после – очень быстро отведён от кратера.
- Заваркой кратера, вариант первый. В месте, где заканчивается сварной шов, необходимо оборвать дугу. Сразу после этого зажечь потребуется новую электродугу для того, чтобы был сформирован шов нужной высоты.
- Заваркой кратера, вариант второй. В этом случае дугу нет необходимости обрывать. Её нужно переместить примерно на 1 – 1.5 см назад по шву, после – обратно. И не доводя около 0.5 см до окончания шва, оборвать эту дугу.
Начинающему сварщику будет крайне сложно сделать идеальными первые швы. Тем не менее, правильно выбранная тактика, подобранные элементы сварки, постоянная, непрекращающаяся практика для набивания руки, и превосходный результат не заставит себя долго ждать.
Источник
Сварка в различных положениях: правильный выбор угла наклона сварочного электрода
Правильное положение при сварке


Сварочные электроды и сварные соединения могут по-разному располагаться в пространстве. И выбор этого самого положения будет зависеть не от личных предпочтений мастера, а от технологии сварки, типа и особенностей металла, а также прочих факторов (например, труднодоступности места сварки).
Находясь в различных положениях возможно практически любое направление сварного соединения, отсюда вытекает и ряд особенностей. Например, выполнение горизонтальных нижних швов можно поручить сварщику начальной квалификации. А вот потолочные вертикальные швы может выполнить только мастер своего дела. Словом, есть множество нюансов, о которых мы и расскажем в этой статье.
Положение сварного соединения
Каждый тип работ нуждается в своем пространственном положении, а некоторые сложные металлоконструкции нуждаются и вовсе в различных пространственных положениях.
Положение шва при сварке может быть нижним, горизонтальным, вертикальным и потолочным. Рассмотрим каждый из поподробнее.
Нижнее положение
Нижнее положение часто встречается в работе у новичков, поскольку им обычно поручают сварку несложных металлоконструкций. К сварке в нижнем положении не предъявляются строгие требования по качеству. В нижнем положении возможна сварка стыковых и угловых швов.
В нижнем положении можно выполнить и одностороннюю, и двустороннюю сварку. При этом качество шва будет довольно неплохим, он будет прочным и надежным. Кстати, такой метод сварки один из самых высокопроизводительных.
Большой скорости сварки удается достичь как раз благодаря простоте выполнения такого шва. Единственный минус нижнего положения — высокая вероятность образования прожогов при отсутствии должного опыта.
Несмотря на это, нижнее положение самое простое и легко выполнимое.
Горизонтальное положение
Горизонтальное положение в пространстве кажется простым на первый взгляд. Но по факту выполнение швов в таком положении сопряжено с рядом трудностей.
Под действием силы тяжести металл может затекать прямо под кромки, мешая сформировать качественный шов. Поэтому нужно подрезать кромки под небольшим углом, такой метод разделки называется косым.
При этом нужно подрезать только верхнюю деталь.
Конечно, для выполнения сварки в горизонтальном положении нужна квалификация и опыт, но при должном старании этому делу легко можно обучиться. Если вы новичок, то вас скорее всего не допустят к выполнению таких работ, но вы можете самостоятельно потренироваться на ненужных кусках металла.
Вертикальное положение
При вертикальном положении металл также стекает вниз из-за силы тяжести. Поэтому нужно соблюдать ряд правил, которые помогут не наделать ошибок. Во-первых, старайтесь варить на очень короткой дуге. Это непросто, если вы начинающий сварщик, но когда-то ведь нужно начинать
Сварка угловых швов и соединений

При монтаже различных конструкций и изготовлении мелких деталей часто необходима сварка угловых швов. Подобный стык отличается от обычного соединения двух сторон в общую плоскость, и требует предварительных знаний и тренировки.
Такая работа чревата большими дефектами и временными затратами. От сварщика ожидается особое умение отгонять шлак в сварочной ванне, иначе получатся непроваренные участки.
В чем особенности этого вида шва и как варить подобные соединения различными способами?
Виды и особенности
Угловой шов — довольно распространенное соединение двух пластин или профильных труб, между сторонами которых меньше 180 градусов. В металлоконструкциях часто применяются стыки, где стороны выставлены под 90 градусов. Это необходимо для равномерной нагрузки и устойчивости конструкции.
Угловые швы бывают различных видов:
- с примыканием краев в месте соединения;
- с прикладкой одного края к ровной плоскости (тавровые);
- нахлестные;
- с разделкой кромок и без нее.
Сварка углового шва может производиться в различных пространственных положениях, что добавляет сложности в выполнении работы.
Например, непростое тавровое соединение, перевернутое верх ногами, является одним из самых трудных даже для опытных сварщиков. Кроме этого, варить угловой шов можно сплошным и прерывистым методом.
Различаются они и по длине. До 250 мм считаются короткими, а до 1000 мм средними.
Трудности при угловых сварных швах
Чтобы уметь качественно заварить угловой шов, необходимо знать основные дефекты при его выполнении. Распространенными проблемами являются:
- Неравномерность нанесения наплавляемого металла на стороны соединения. Поскольку расплавленное железо от электрода и кромок под действием силы тяжести стремится вниз, большая часть шва оказывается на нижней пластине. Верхняя кромка может только слегка проплавиться и такой стык легко распадется при нагрузке.
- Подрезы. Электрическая дуга «выгрызает» с поверхности металла небольшие участки. При сварке в нижнем положении это можно контролировать и задерживать электрод для наплавки присадочного материала на поврежденное место. Но в случае углового соединения «загнать» капли раскаленного металла на боковую стенку гораздо сложнее. Поэтому сварной шов имеет выемки с одной стороны.
- Непровар корня. От неопытности, некоторые сварщики начинают чрезмерно манипулировать концом электрода по сторонам, чтобы заполнить зону стыка, но это приводит к оседанию металла на сторонах, и полному или частичному непровару корня шва.
- Неправильный катет углового шва. Для создания качественных соединений важно приспособиться к правильной скорости веления электрода и выбору верных параметров напряжения. Слишком слабый ток и медленный проход приведут к чрезмерной выпуклости катета. Это будет означать плохую степень проплавления основного материала. Высокая сила тока и быстрое ведение электрода создадут отрицательный катет с вогнутой формой. Хотя такая структура подразумевает глубокое проплавление сторон, на шве недостаточно металла для сопротивления нагрузкам.
- Неправильный угол. Сварочные соединения редко бывают произвольной формы относительно градуса угла. Здесь требуется выдержка правильных размеров. При проходе с одной стороны, приставная пластина часто «заваливается» в сторону сварки, что портит качество сборки конструкции.
Кроме этих особенностей, которые встречаются на угловых швах, соединение подвержено и другим дефектам. Среди них: лунки и пустоты, твердые включения, трещины на границе основного и присадочного металлов, смешение формы шва.
Подготовка сторон
Чтобы успешно варить угловые швы, необходимо не только помнить о дефектах, но и уметь правильно подготовить стороны соединения. При сварке пластин до 5 мм не требуется никаких предварительных мер.
Если железо покрыто ржавчиной, ее счищают щеткой по металлу. После чего можно выполнять разметку, установку и сварку. Подобным способом можно действовать и при соединении внахлест.
Обычно накладывается два шва, по одному с каждой стороны, чего достаточно для прочности под нагрузкой.
Если толщина сторон более 5 мм, то понадобится односторонняя разделка кромки. Скос под 45 градусов на приставной пластине позволит создать место под затекание присадочного материала и упрочит шов.
Если необходимо приварить элемент толще 10 мм, то осуществляется двухсторонняя разделка кромок. Конус пластины можно оставить тупым, с толщиной 2-3 мм.
Это поможет ровнее выставить боковой элемент, и защитит от прожогов и наплывов с обратной стороны.
После подготовки кромок и установки деталей на место, обязательно выставляются прихватки с обеих сторон. Это предупредит перекосы и деформации во время ведения шва. Сварку необходимо осуществлять поочередно с каждой стороны. Не допускается выполнение нескольких проходов с одной части, а затем переход на другую. Прихватки не удержат такой нагрузки и лопнут.
Способы сварки угловых соединений
Угловые швы при сварке чреваты множеством дефектов, поэтому необходимо помнить о причинах их возникновения и предупреждать это. Разработаны несколько методов, которыми удается соединять металлические детали под определенным углом. Каждый сварщик может пользоваться ими в зависимости от ситуации или для выявления наиболее качественного результата в своем случае.
«Лодочкой»
Сварочный шов этим методом применим в случае небольших конструкций, незакрепленных к полу, которые можно переворачивать. Это наиболее приемлемый вариант для начинающих сварщиков. Изделие ставится в форму V, что напоминает лодку, и от этого происходит название метода.
Электрод держится вертикально с легким наклоном на себя. Сварка ведется без колебательных движений, с целью заполнить корень. После отбития шлака выполняется следующий проход, в зависимости от толщины металла.
Последующие швы могут иметь поперечные манипуляции концом электрода для придания нужной ширины. Этот метод позволяет накладывать присадочный металл равномерно на обе стороны и избегать подрезов с непроварами.
В нижнем положении
Крупные конструкции, которые невозможно наклонить для положения «лодочки», свариваются в нижнем положении. Чтобы качественно заполнить корень шва, электрод ставится под 45 градусов относительно полок и наклоняется вправо или влево. Зажигается дуга и ведется шов.
Во время первого прохода нет необходимости в поперечных движениях электродом.
Но важно регулярно делать продольные рывки концом, чтобы отогнать жидкий шлак, иначе он затечет наперед и полностью закроет видимость сварочной ванны.
Если корневой шов был выполнен правильно, то последующие слои можно накладывать движением полумесяцем. Важно создавать небольшие задержка электрода на боковой части и двигаться без промедлений на нижней стороне.
Сваривание угловых швов будет получаться при соблюдении вышеприведенных советов. Оптимальная сила тока для толщины металла в 4-6 мм составляет 250 — 300 А. Работы лучше вести электродом с диаметром 5 мм. Регулярная практика поможет освоить этот непростой вид соединений и стать более хорошим сварщиком.
Поделись с друзьями
Как правильно варить сварочные швы – вертикальные, потолочные, горизонтальные

В процессе сварочных работ образуются наиболее надежные соединения. Сварочные швы могут соединять различные материалы. Помимо металла можно варить стекло, пластмассу, керамику. Сварочные работы могут проводиться в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
Классификация сварочных соединений
По способу выполнения швы бывают:
- односторонние;
- двухсторонние;
- однослойные;
- многослойные.
Подробнее про классификацию сварных соединений читайте в этой статье.По расположению в пространстве и протяженности существуют следующие виды сварки:
- В нижнем положении. Когда сварочный шов располагается под углом 0°к поверхности земли;
- В горизонтальном. Сваривание ведется горизонтально, а деталь размещена под углом от0 до 60 °;
- В вертикальном положении. Сваривание ведется вертикально, а конструкция располагается в плоскости от 60до 120 °;
- В потолочном. Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
- В «лодочку». Сварка выполняется «в угол», а деталь расположена под наклоном.
Сварочные работы в нижнем положении даже для начинающих не представляют трудностей. Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Сварка вертикальных швов
Как варить вертикальный шов? Когда выполняется сварка вертикальных швов металл подготавливается так, что учитывается тип соединения и толщина элементов. После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.
Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. Получить высокое качество вертикального шва легче, когда работаешь снизу вверх, так как сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу вверх без отрыва дуги предполагает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
- В нижней точке возбуждается дуга;
- Подготовка горизонтальной поверхности, равной сечению шва — движение электрода: полумесяцем, «елочкой» или зигзагом;
- Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться довольно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Свои особенности имеет сварка углового вертикального шва. Сначала наплавляют полочку, затем неспешными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе «лесенкой». Т.е.
подняли электрод вправо вверх, капля расплавленного металла застывает между кромками, далее ведем кончик электрода по краю шва влево и вверх, тем самым формирую «чушуйки» надежного соединения.
Рекомендуем! Как научиться варить электросваркой самостоятельно
При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
На форму стыка большое влияние оказывает сила тока. Ток, чаще всего, на 5-10А меньше рекомендованных значений для определенного типа электродов и толщины материала. Хотя это верно не всегда.
Поэтому лучше всего её определять экспериментально и брать средние значения.
Сварка горизонтальных швов
Горизонтальные швы на вертикальной поверхности свариваются справа налево и наоборот. Ванна в этом случае будет также стремиться вниз, стекать в нижнюю кромку. Электрод наклоняется под большим углом, который зависит от параметров тока. Ванна обязательно должна оставаться на месте.
Советы и рекомендации при сварке в горизонтальном положении:
- предпочтительно варить слева направо, так лучше видна сварочная ванна;
- положение электрода немного назад, на шов;
- возбуждение дуги происходит на нижней кромке, далее переводят на верхнюю;
- траектория движения электродом осуществляется по спирали.
Движение электрода по спирали
При стекании металла вниз необходимо увеличить скорость движения и уменьшить нагрев металла. Можно выполнять отрывы дуги. В эти промежутки времени металл чуть остывает и прекращается его стекание. Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
Горизонтальные угловые швы в нахлесточных соединениях свариваются достаточно просто, техника выполнения повторяет сварку в нижнем положении.
Сварка потолочных швов
Как варить потолочный шов электросваркой? Такие ситуации могут привести в замешательство неопытных новичков.
Сварщик в этом случае находится в неудобном положении, а капли раскаленного металла с потолка будут срываться вниз. Электрод при таком виде работ расположен перпендикулярно к поверхности. Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Способы выполнения потолочных швов
Сварка потолочных швов осуществляется по такому же принципу — металл должен затвердеть максимально быстро. Для такого вида работ используются электроды с особым тугоплавким покрытием.
Рекомендуем! Как обозначается сварка на чертежах
Вместе с круговыми движениями электродами совершаются и вертикальные. При отдалении от ванны дуга гасится. Энергия перестает поступать. Происходит остывание металла и его кристализация, сварочная ванна уменьшается.
Таким образом плавление осуществляется коротким замыканием.
К потолочной сварке прибегают в случаях крайней необходимости, когда нет возможности расположить более удобно свариваемые детали.
Нагрев металла осуществляется снизу, при этом пузырьки поднимаясь из сварочной ванны оказываются в корне шва, и ослабляют его.
Угловые швы
Сварка угловых швов имеет свои особенности. Сварочный процесс, состоящий из накладываемого соединения одного на другое, осуществляется без предварительной подготовки кромок. Стыки выполняются с обеих сторон угла.
Когда детали соединяются встык и образуют угол, торец обрезается у одного элемента.
Т-образный тип соединения
Чтобы получить идеальный шов, одна плоскость должна стоять горизонтально, вторая — вертикально. Сваривать угловое соединение обязательно под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, тогда в дополнительной обработке нет необходимости. Если же его толщина от12 — 25 мм, необходимо подготовку делать в V-образной форме.
От 25-40 мм производят одностороннюю обрезку скосов U-образной формы.
Свыше 40мм — двухсторонняя обрезка V-образной формы.
Нижний край вертикально расположенного изделия обрезается ровно, а ширина стыка не более 2 мм.
Чтобы угловой стык был хорошо выполнен, необходимо уметь правильно зажигать дугу. Она зажигается перед началом сварочного процесса. Повторно выполняется при обрыве.
При использовании электродов с толстым покрытием, образуется большие участки топленого металла. По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
Свариваемые поверхности нужно располагать таким образом, чтобы наклон был 45°и сварку выполнять лодочкой.
Нахлесточные соединения
Свариваемые листы, наложенные один на другой на расстояние 3-5 толщины этих листов, провариваются по периметру, также и по краю угла, образованного при накрытии. Обработка кромок при этом не требуется. Но увеличиваются затраты материала, и соединение утяжеляется. Несмотря на это, такой вариант используется довольно часто.
Особенности кольцевой сварки
Сварка кольцевых швов требуется при соединении труб, различных деталей запорной арматуры. Представляет собой комбинированные виды.
Дуговой электросваркой выполняется вертикальный шов, расположенный сбоку трубы. Горизонтальный шов накладывают по окружности. Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
Трубы, изготовленные из стали, чаще всего обвариваются встык. Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной — 8.
Рекомендуем! Дефекты сварочных швов и причины их образования
Перед выполнением кольцевой сварки нужно провести подготовку поверхности:
- Деталь тщательным образом очищается;
- Деформированные торцы обрезаются и выпрямляются;
- На расстоянии 10 мм от края кромки зачищаются до блеска.
Во время сварки ведется непрерывная обработка стыков, а соединения поворотов провариваются в несколько слоев. Каждое соединение зачищается от шлака перед наложением следующего. При нанесении первого — полностью расплавляются все кромки. На случай если обнаруживается наличие трещин, они высекаются и фрагмент вновь проваривается.
Остальные слои накладываются при медленном вращении трубы. Конец предыдущего и начало последующего слоя сдвигают на 15-30 мм.
Заключительный слой обязательно красивый, с ровной поверхностью.
Стыковые швы
Сварка стыковых швов выполняется разными способами:
- В пространстве;
- На съемной подкладке из меди;
- С накладыванием предварительного шва.
При сварке швов в пространстве очень сложно проварить его корень по всей длине. Поэтому лучше использовать съемную пластину из меди, которая в силу своей высокой теплопроводности и технических характеристик препятствует оплавлению подкладки в момент соприкосновения с расплавленным металлом. По окончании работ она легко удаляется.
Недостатком таких соединения является высокая вероятность получения непровара. Во избежание этого дефекта, перед тем как подваривать обратную сторону, в металле вырубают канавку глубиной 2-3 мм. После этого её перекрывают подварочным валиком, затем стык усиливают снаружи.
Сварные многослойные швы
Каждый слой перед наложением нового зачищается от шлаков и остывает. Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используют электроды с диаметром 3-4 мм, а для других — 5-6 мм. Заключительный слой является выпуклостью, а также проводит термообработку предыдущих пластов.
Подварочный шов — важная составляющая многослойного соединения. Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Заключение
Резюмируем, чтобы научиться правильно варить сваркой надо начать с самого простого:
- отработать нужный наклон электродов, производя при этом собирательные движения к соединению деталей.
- научиться сбивать шлак со стыков, которые с каждым разом будут все лучше получаться.
Как правильно варить вертикальный шов электросваркой? Очень важно учесть все рекомендации. Вертикальный шов выполняется немного сложнее горизонтального. Сначала прихватывается в нескольких местах, а затем заполняется постепенно снизу вверх. Таким образом весь зазор заполняется жидким металлом.
Отрабатывайте умения, покупайте аппарат для сварки, электроды, начинайте учиться выполнять красивые швы.
Положение и угол электрода при сварке

Многие люди, независимо от того кто они: новички или уже некоторое время производят сваривание, задаются вопросом: “В каком положении нужно держать электрод для того, чтобы делать качественное сваривание и в то же время, чтобы все было аккуратно?”.
Для начала Вам нужно определить, в каком положении Вы собираетесь производить сваривание или в каком положении Вам приходится сваривать.
Разумеется, что предпочтение отдается горизонтальному положению, которое гарантирует высокое качество сварного шва и простоту самого процесса сваривания.
Однако у Вас может так сложиться ситуация, что Вы никак не сможете изменить положение сварного шва. В такой ситуации Вам нужно обязательно придерживаться правильного угла держания электрода при сваривании.
В основном существует три положения электрода:
углом вперед (30 – 60 градусов). Идеально подходит для произведения сварочных швов на потолке, неповоротных стыках, а также на вертикальных швах; под прямым углом (90 градусов). Придерживаться такого угла держания электрода лучше всего только в случае сваривания в труднодоступном месте; углом назад (30 – 60 градусов). Подходит для сваривания угловых и стыковых соединений;
Также угол держания электроды зависит от длины дуги. Длина дуги – это расстояние точки активности электрода до точки активности на самом электроде.
При плавлении электрода во время сваривания происходит и плавление покрытия. При горении и плавлении покрытия происходит выделение газов, которое позволяет создать защиту.
Такая газовая стена поможет Вам быстрее и качественней завершить свою работу.
При плавлении и горении покрытия выделяются газы, а части покрытия, которые не сгорели, становятся шлаками. Шлак покрывает сварочную ванну и создает слабое покрытие, которое только мешает дальнейшей работе с металлическим изделием. При дуговой сварке дуга зажигается кратким касанием электрода к металлу.
В результате того, что по металлу и электрода протекает электрический ток, и таким образом возникает короткое замыкание. Торец электрода и свариваемого изделия очень быстро нагревается и происходит процесс сваривания.
Для надежного и долгого сваривания с большой продолжительностью одной дуги сварщик должен отводить электрод на 4 – 5 миллиметра от свариваемого изделия.
При сварке электрод должен перемещаться медленно, но не с помощью обычного движения “вперед” или “назад”, а с помощью поступательных движений по оси электрода. Это первое движение электрода при сваривании.
Второе движение – это перемещение электрода вдоль, относительно оси валика. Таким образом у Вас будет получаться высококачественный шов.
Помимо высокого качества сварного шва у Вас также возрастет и скорость сваривания. Третье движение электрода во время сваривания – это его перемещение поперек шва.
Этот позволит Вам иметь полный контроль над шириной шва и глубиной проплавления металлического изделия.
Используя самые современные методики сваривания, Вы сможете варить изделия из самых разных видов электродов в самых разных пространственных положениях.
Как сделать правильный выбор режима сварки?

- Дата: 22-05-2015
- Просмотров: 561
- Рейтинг: 29
Нет необходимости лишний раз говорить о важности качественных сварных соединений для всех без исключения монтажно-строительных работ, связанных с металлическими конструкциями. А чтобы обеспечить оптимальный результат, работнику следует неукоснительно соблюдать все параметры этого процесса.
Качество сварочных работ напрямую зависит от выбранного режима сварки.
Поскольку эффективный процесс напрямую зависит от связанных с ним технологических условий, очень важно сделать правильный выбор режима сварки. Рассмотрим его составляющие поподробнее.
Параметры режима сварки и их выбор
Чтобы надежно сварить детали какого-либо изделия, следует учесть целый комплекс условий, участвующих в процессе.
Параметры режимов основных процессов сварки.
Знание совокупности этих условий даст возможность правильно подобрать диаметр электрода и величину тока сварки.
Поскольку всех значимых факторов достаточно много и они по-разному влияют на сам процесс, их разделили на основные и дополнительные параметры. Основные параметры включают следующие позиции:
- диаметр электрода;
- величина тока;
- род и полярность тока;
- длина дуги сварки;
- скорость электросварки;
- количество проходов.
Из этого перечня видно, что основные параметры режима сварочного процесса связаны с условиями и характером горения сварочной дуги. Дополнительные же параметры режима включают такие характеристики:
- длина электрода;
- наклон электрода;
- положение изделия при сварке;
- начальная температура свариваемого металла;
Рассмотрим некоторые наиболее важные из указанных позиций.
Взаимозависимость сварочного тока и диаметра электрода
Таблица электродов для сварки.
Диаметр зависит от толщины кромок свариваемых металлических деталей, а также от способа сварки и размеров сварочного шва.
Например, если при сварке металлических уголков и тавровых профилей толщина металла равняется 3-5 мм, то работу выполняют электродами диаметром 3-4 мм, а при толщине заготовки 6-8 мм уже потребуются электроды диаметром 4-5 мм.
Для получения качественного провара корня шва при сварке стыковых многопрофильных соединений первый проход делают электродом, диаметр которого не превышает 4 мм.
Режим сварки включает такое понятие, как характеристика силы тока. От нее зависит качество шва и производительность сварки. Указанный параметр определяется диаметром сварочного электрода. Как правило, соответствующее значение силы тока фиксируется на фабричной упаковке каждой конкретной марки сварочных электродов.
Примерное соотношение диаметра и тока сварки выглядит так:
- 1,5-2 мм — 30-45 А;
- 3 мм — 65-100 А;
- 3-4 мм — 100-160 А;
- 4 мм — 120-200 А;
- 4-5 мм — 150-200 А;
- 5 мм — 160-250 А;
- 6-8 мм — 200-350 А.
Сила тока зависит еще и от пространственного положения шва. Так, при вертикальном или потолочном расположении независимо от толщины металла рекомендуется применять проволоку диаметром не менее 4 мм. В то же время при горизонтальной сварке стандартные показатели силы тока советуют уменьшать на 15-20%.
Длина сварочной дуги
Саморегулирование длины сварочной дуги.
Выбор режима подразумевает правильный расчет длины сварочной дуги, которая также взаимосвязана с диаметром электрода. Под термином длины дуги понимают расстояние между кромкой свариваемого предмета и концом сварочного электрода. Данный параметр очень важен для качества сварочного соединения.
Наилучшего качества при сваривании металлических элементов можно добиться поддержанием равномерной дуговой длины на протяжении всей операции. Однако этого мало, надо еще определиться с оптимальным расстоянием.
Считается, что для надежной сварки необходимо стабильно поддерживать короткую дугу, когда ее длина составляет не больше диаметра электрода. Как правило, такой режим работы присущ опытным сварщикам.
Но и для них, и для новичков необходимо выдерживать следующую зависимость между электродным диаметром и длиной дуги:
- 1,5-2 мм — дуга 2,5 мм;
- 3 мм — дуга 3,5 мм;
- 3-4 мм — дуга 4 мм;
- 4 мм — дуга 4,5 мм;
- 4-5 мм — дуга 5 мм;
- 5 мм — дуга 5,5 мм;
- 6-8 мм — дуга 6,5 мм.
Скорость дуговой сварки
Влияние скорости сварки на качество шва.
Выбор оптимальной скорости сварочного процесса находится в прямой зависимости от толщины металлической заготовки и толщины шва. А оптимальной она будет тогда, когда расплавленный металл электрода заполнит сварочную ванну таким образом, чтобы в месте ее сочленения с кромками металла свариваемого изделия образовался равномерный переход с возвышением без подрезов и наплывов.
В идеале необходимо придерживаться такой скорости движения, чтобы по своей ширине шов оказался в 1,5-2 раза больше диаметра электрода. При излишне медленном перемещении перед его движущимся наконечником будет накапливаться слишком много раскаленного металла. Он будет растекаться из ванны и мешать качественному провару стыка и образованию дефективного шва.
Если же слишком быстро проводить электрод вдоль стыка, рабочая зона не успеет в достаточной степени прогреться, это обязательно приведет к непроваренному соединению. После охлаждения такой шов может деформироваться и даже потрескаться.
Чтобы подобрать оптимальную скорость перемещения, рекомендуется ориентироваться на получение экспериментальным способом следующих параметров ванны: ширина — 9-15 мм, глубина — до 6 мм, длина — 10-30 мм.
Полярность и род электрического тока
Виды полярностей электрического тока.
Анализируя основные параметры процесса сварки, важно знать, как воздействует на конечный результат тот или иной способ подключения сварочного аппарата. От этого, в частности, зависит характер работы и выбор определенного металла.
На сегодняшний день большинство бытовых аппаратов дуговой сварки благодаря встроенным выпрямителям, будучи подключенным к источникам переменного тока, осуществляют постоянным сварочным током. При этом возможны прямой и обратный способы подключения электрода и металлической заготовки к полюсам.
Прямая полярность предполагает подключение детали к зажиму «+», электрода — к зажиму «-». Обратная полярность характеризуется подключением детали к зажиму «-», а проволоки — к зажиму «+».
При этом всегда следует помнить, что полюс со знаком «+» генерирует заметно больше тепла, чем полюс со знаком «-».
Качественные параметры режима меняются с изменением полярности и характеризуются следующими особенностями:
- При прямой полярности. Осуществляется при глубоком проплавлении металла основы. Возможно использование проволоки с кальциево-фтористым покрытием для сварки низко- и среднеуглеродистых сталей (толщина — более 5 мм), сваривается чугун.
- При обратной полярности. Выполняются сварочные работы с ускоренным плавлением электрода. Обработка низкоуглеродистых и низколегированных сталей, сварка конструкций из тонкого листа.
Наклон и длина электрода
Угол наклона электрода.
Положение рабочего элемента сварочного аппарат относительно стыка свариваемых металлических деталей влияет на глубину и ширину сварочного шва. Обычно сварочные операции проводят, держа электрод в целом вертикально, наклоняя его по отношению к направлению проводки несколько вперед или немного назад.
Сварка проводится только углом вперед, если электрод держится сварщиком под углом, меньшим 90 °. Выбор такого способа ведет к тому, что глубина проплавления металлической заготовки в значительной степени уменьшается, а ширина шва возрастает. Это происходит из-за происходящего в данном случае вытеснения металла, расплавленного электродом, в переднюю часть сварочной ванны.
Если наклон электрода выбран большим, чем 90 °, то заготовки свариваются исключительно под углом, направленным назад. В этом случае, как нетрудно предположить, расплавленный металл убирается в хвостовую (заднюю) часть ванны. Данный режим сварки обеспечивает существенное увеличение проплавливаемой глубины с одновременным уменьшением ширины шва.
Что касается длины (вылета) электрода, применяемого в работе, то от указанного фактора непосредственно зависит скорость и степень его нагревания. В частности, чем больше соответствующая длина рабочего элемента, тем в большей мере он нагревается и быстрее расплавляется.
Это ведет к уменьшению силы тока и уменьшению глубины провара. Например, если сварщик применяет в работе проволоку диаметром в 1-2,5 мм, то изменение вылета электрода на 6-8 мм может стать причиной плохо сформированного шва. Однако если будет использована проволока диаметром более 3 мм, то такие же показатели вылета практически никак не повлияют на характер шва.
Наклон изделия, подвергаемого сварке
Наклон изделия при сварке.
При производстве сварочных работ на спуск (по направлению сверху вниз) под основанием дугового столба происходит утолщение слоя расплавленного металла. Из-за этого уменьшается глубина провара, но увеличивается ширина шва, растет блуждание сварочной дуги. Если сварка происходит в обратном направлении (снизу вверх), то слой расплавленного металла под дугой становится меньше.
Для того чтобы добиться нормально сформированного сварочного шва, в процессе ручной дуговой сварки рекомендуется наклонять само изделие под углом в 8-10 °.
Если угол наклона окажется большим, а электрод проводится на спуск, из-под основания дуги будет подтекать жидкий расплавленный металл.
При таком же угле наклона изделия, но с поднимающейся сваркой, возникают непровары, а также подрезы на шовных кромках.
Стоит отметить, что сварку на спуск используют при производстве круговых швов (например, на трубах или различных круглых сосудах). В этом случае значительно снижается риск образования прожогов металла, сварочный шов формируется наилучшим образом и устраняется опасность вытекания расплавленного металла из сварочной ванны.
Таким образом, узнав особенности основных и дополнительных параметров сварочного режима, исполнитель сможет оптимально настроить свой аппарат для максимально эффективной, удобной и безопасной работы.
Советы начинающим по сварке покрытыми электродами – Осварке.Нет

Базовые принципы, которые помогут новичкам стать хорошими сварщиками, включают в себя выбор правильного электрода, правильная настройка источника питания, удержание правильного наклона электрода и поддержание постоянной скорости сварки.
Основные принципы сварки, такие как скорость движения и угол наклона электрода являются основой получения качественного шва.
Дуговая сварка покрытым электродом, также известна как ручная дуговая сварка, уже давно широко используется в сварочном производстве и не только. Это универсальный и относительно безотказный процесс, который терпит погрешности в подготовке поверхностей под сварку. Недорогое оборудование для сварки покрытыми электродами делает его доступным каждому.
Несмотря на рост использования сварки с применением проволоки и новых технологий, которые предлагают повышения производительности процесса, сварка покрытым электродом остается очень важной для понимания сварщиком.
Основные принципы сварки, такие как скорость движения, угол наклона электрода, размер сварочной дуги являются решающими для достижения успеха и вы увидите значительные различия регулируя эти параметры. В основе ручной сварки лежат принципы, которые помогут вам стать лучшим сварщиком.
Если вы только начинаете учиться сварке покрытым электродом, следуя нескольким простым советам и лучшим практикам, вы сможете добиться успеха гораздо быстрей.
Выбор правильного оборудования
Наличие правильно подобранного оборудования является отправной точкой для успеха. Основным фактором, который следует учитывать при выборе сварочного аппарата можно считать вид выдаваемого тока.
Это может быть источник переменного или постоянного тока. Мы рекомендуем выбирать последний в силу большей стабильности процесса сварки и возможности применения для большего вида свариваемых материалов.
Также важно учитывать требования к потребляемой энергии, размеру и мобильности оборудования. На рынке сварочного оборудования представлено оборудование для сети питания 220 и 380 вольт.
Есть и комбинированные варианты. С габаритными размерами и мобильностью оборудования я думаю все понятно.
Надо просто ответить на вопрос, будут ли сварочные работы вестись стационарно или требуется постоянно возить оборудование с собой?
Номинальная сила тока очень важный показатель и зависит от диаметра электрода которыми вы будете варить. Как правило это электроды 2,5-4 мм, для которых достаточно силы тока 250 ампер.
Если денег у вас достаточно для покупки более дорогого оборудования, следует присмотреться к мультипроцессорным аппаратам с возможностью выполнения сварки в защитных газах и вольфрамовым электродом в дополнение к ручной. К тому же покупка такого оборудования обойдется дешевле, чем покупка отдельного оборудования под каждый процесс. Это отличный способ для новичка попробовать работать с несколькими процессами.
Выбор сварочного электрода
Правильно выбрать сварочный электрод достаточно сложно даже опытным сварщикам, а что уж говорить о новичках.
Это объясняется большим количеством выпускаемых марок электродов предназначенных для сварки разных материалов, в разных положениях, разных источников питания и т. д.
С вопросом выбора сварочного электрода следует основательно разобраться в будущем, если вы действительно хотите стать высоко квалифицированным специалистом. Здесь же мы предложим короткий путь выбора электрода который подойдет в 90% случаев.
Для начала нужно осмотреть свариваемые детали на предмет ржавчины, масла или других загрязнений, поскольку некоторые марки электродов могут лучше справляться с этим лучше, чем другие. Определите пространственное положение сварочного шва. Например, для сварки вертикальных швов, вероятно, потребуется другой электрод, чем при сварке в нижнем положении.
Давайте рассмотрим несколько марок сварочных электродов, которые пользуются особым спросом:
- АНО-6 — этими электродами можно варить во всех пространственных положениях, вертикальные шва вести только снизу вверх. Для сварки низкоуглеродистых сталей, можно по не зачищенным кромкам. Электроды дают достаточно качественное соединение и устойчивы к образованию пор и горячих трещин. Такие электроды хорошо подойдут для тренировки. Дугу следует держать короткую или среднюю (привыкать лучше к короткой дуге). Варить можно любым видом тока на любой полярности.
- УОНИ-13/45 — подойдут для сварки более ответственных конструкций на которые уже возможно будут действовать нагрузки. Варить такими электродами тяжелее, но уметь необходимо. Сварка во всех пространственных положениях. Кромки перед сваркой должны быть тщательно зачищены. Сварка только короткой дугой, постоянным током обратной полярности.
- МР-3 — для сварки ответственных конструкций любым видом тока и полярности по очищенным кромкам.
Лучше проконсультироваться с производителем электрода, если у вас есть сомнения по выбору электрода для конкретного применения. Условия сварки и предназначение также должны указываться на пачке.
Настройка сварочного аппарата
Выбор неправильной полярности является распространенной ошибкой.
После выбора сварочного электрода, обязательно необходимо выбрать правильную полярность. Неправильная полярность распространенная ошибка при настройке сварочного аппарата. Правильная полярность, как правило, указывается на упаковке электрода.
При сварке покрытым электродом ключевую роль играет установленная сила сварочного тока. Сварка на слишком большом токе приводит к большему количеству брызг, возможным подрезам и легкому прожиганию металла. Сварка на слишком маленьком токе затрудняет возбуждение и поддерживание сварочной дуги.
Формула расчета или конкретные значения сварочного тока указываются на упаковке электродов. В противном случае можно воспользоваться универсальными формулами расчета режимов сварки или сервисами в Интернете.
Правильно зажигаем электрод
Чтобы легко зажечь дугу при сварке покрытыми электродами зачистите щеткой часть металла или чиркайте концом электрода об поверхность металла.
Некоторые типы электродов после сварки образуют твердую шлаковую оболочку на конце. Чтобы улучшить электрический контакт можно убрать эту оболочку прежде чем зажигать дугу повторно.
Для этого можно вынуть электрод из держателя и легко постучать по металлу или просто постучать об бетонные поверхности. При этом нужно быть осторожным, чтобы не оторвать слишком много материала с покрытием.
Это приведет к залипанию электрода при повторном зажигании.
Как только зажгли дугу, пытайтесь удерживать ее короткой (примерно половина диаметра электрода). Размер дуги также может зависеть от пространственного положения.
Совершенно понятно что удержать сварочную ванну будет более тяжело в вертикальном и потолочном положении.
В этом поможет как можно более короткая дуга и метод прерывания сварки на короткий период, чтобы дать кристаллизоваться сварочной ванне (сварка точками).
Стоит отметить что слишком близкое положение электрода к сварочной ванне может вытеснить дугу, погрузив ее в жидкий металл. Длинная дуга, когда электрод расположен далеко от заготовки, приводит к разбрызгиванию, подрезам и низкой глубине проникновения жидкого металла.
В большинстве случаев необходимо перемещать дугу к себе при сварке покрытым электродом, с углом наклона 10-30°.
Частые ошибки, которых следует избегать
Избегание некоторых распространенных ошибок может помочь улучшить качество и производительность, и помочь сэкономить время и расходные материалы при использовании сварки покрытыми электродами. Давайте рассмотрим эти распространенные ошибки:
- Слишком длинная дуга, как было сказано выше, порождает неустойчивость, повышение брызг, которые требуют времени на очистку и шлифовку после сварки.
- Слишком быстрое перемещение электрода во время сварки. Может свидетельствовать что вы не следите за формированием шва и не видите готовые стороны сварного шва. Правильная скорость зависит от требуемого размера сварочного шва.
- Изменение угла наклона электрода во время выполнения прохода приводит к плохому слиянию металла в месте изменения и плохому проникновению металла в глубь шва. Обязательно поддерживайте одинаковый угол наклона электрода по всей длине прохода.
Огарки от электрода и утилизация
Поскольку небольшая часть электрода должна находиться в держателе, потеря небольшой части электрода, который мы называем огарком является фактом жизни при сварке электродами. Существует тонкая грань между желанием использовать как можно больше электрода с точки зрения стоимости и заботиться о том, чтобы утилизировать электрод, когда защитные функции покрытия уже скомпрометированы.
Обратите внимание что некоторые марки электродов могут использоваться только при одном поджигании дуги. Любая часть электрода, которая не использовалась при первом зажигании дуги не может быть снова использована.
Большинство покрытых электродов все же можно использовать повторно и наносить швы несколько раз.
Мало кто знает что повторное использование электрода все же может снижать потенциал выделения защитного газа при плавлении покрытия.
Защитный газ для процесса сварки покрытым электродом выделяется за счет плавления покрытия и крайне важно чтобы покрытия было достаточно при повторном использовании электрода.
Электроды подобно другим товарам также могут иметь срок годности после открытия пачки и могут использоваться только в течении определенного периода.
Этот срок годности предназначен для предотвращения влагопоглощения, которое приводит к появлению трещин в шве.
Сохранить качество электродов на протяжении всего срока годности можно при соответствующем хранении в сухом месте с соответствующей температурой.
Сварка покрытым электродом в вертикальном положении.
Источник



