
- Как варить потолочный шов. Общие рекомендации по технике безопасности. Технология сварки. Корень шва, заполнение разделки и лицевой слой
- Общие рекомендации по технике безопасности
- Технология сварки потолочного шва
- Общие рекомендации
- Способы варки потолочных швов
- Сварка в потолочном положении
- Корень шва
- Заполнение разделки
- Лицевой слой
- Обратноступенчатая сварка — шаг за шагом в обратном направлении. Классификация швов и способы их выполнения в зависимости от длины
- Обратноступенчатый способ сварки: суть и назначение
- Классификация швов в зависимости от длины
- Способы выполнения сварочных швов различной длины
- Сварка потолочных швов
- Содержание:
- Особенности выполнения
- Оборудование
- Рекомендации
- Технология
- Полумесяц
- Обратно-поступательный
- Лесенка
- Сварка полуавтоматом
- Безопасность
- Интересное видео
Как варить потолочный шов. Общие рекомендации по технике безопасности. Технология сварки. Корень шва, заполнение разделки и лицевой слой
Потолочный шов является наиболее трудным типом сварки, так как сварочная ванна находится вверх дном. Если не выполнять особые действия, во время его выполнения возможны подтёки раскаленного металла.
Также важно соблюдать технику безопасности при выполнении этого шва, ведь любая капля может попасть вам в лицо, уши, шею или обувь. В видео вы найдете ответы на некоторые вопросы.
В промышленном производстве такой способ сварки почти исключен, за счёт изменения положения деталей. Однако любой сварщик должен уметь варить потолок. Сварка в потолочном расположении часто используется при строительно-монтажных работах и создании трубопроводов, а также в судостроении.
Общие рекомендации по технике безопасности
- Исключите любую возможность поражения током при сварке. Провода должны быть изолированы. Во время простоя выключайте сварочный аппарат.
- Не работайте под дождем или снегом. Сварка во влажных помещениях требует большого опыта.
- Пользуйтесь спецодеждой для защиты глаз и поверхностей тела. Обязательно наличие сварочной маски и очков (для удаления шлака). Поверхность тела должна быть полностью закрыта плотной заправленной одеждой.
- Соблюдайте взрыво- и пожаробезопасность.
Технология сварки потолочного шва
Для начинающих сварщиков будет полезно ознакомиться с общим видео уроком по ручной дуговой сварке :
Общие рекомендации

Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Важно знать! Перед сваркой соединяемые торцы должны быть обработаны и иметь фаску по ГОСТу 10948-64. После каждого валика следует тщательно удалять слой шлака. Сварочные допуски соединений описаны в ГОСТ 5264-80.
Способы варки потолочных швов
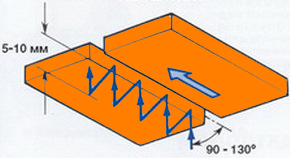
- Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.

Способ сварки полумесяцем
- Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.

Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
- Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).

Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
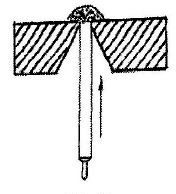
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.

Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.

Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Источник
Обратноступенчатая сварка — шаг за шагом в обратном направлении. Классификация швов и способы их выполнения в зависимости от длины
ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий» классифицирует: сварка обратноступенчатым методом – это сварка, при которой шов выполняется следующими друг за другом участками в направлении, противоположном общему приращению шва.
Обратноступенчатый способ сварки: суть и назначение
Производится несколькими сварщиками одновременно. Применяется для уменьшения деформаций при сварке большой протяжённости и для того, чтобы избежать коробления заготовок от перегрева.
Напряжения и деформации возникают от неравномерного охлаждения или в результате усадки сварочной ванны в процессе охлаждения. Усадка вызывает деформации в прилегающем к ванне металле.
При автоматическом техпроцессе – однослойных швов любой длины, а также при ручной сварке – коротких, до 300 мм, швы заваривают с начала до конца, способ называют – напроход. Обратноступенчатый метод, как правило, подразумевает разбивку на участки от 100 до 300 мм.
Классификация швов в зависимости от длины
Короткими считают участки до 300 мм.
Средними – от 300 до 1000 мм. Дистанцию делят на несколько зон, каждую сваривают в направлении, противоположном предыдущей. Протяжённость соединений выбирают так, чтобы на них уходило от 2 до 3 целых электродов.
Длинные – больше 1000 мм. Делают обратноступенчатым способом от середины к краям. Соединения такой протяжённости применяют в судостроении и при изготовлении резервуаров большого объёма.
 Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обратно-ступенчатым способом от середины к краям шва вразбивку
Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обратно-ступенчатым способом от середины к краям шва вразбивку
Способы выполнения сварочных швов различной длины
Размер каждого захвата определяют так, чтобы ушло целое число электродов. Делают это для того, чтобы сварочная ванна прогревалась равномерно. Если металл тонкий – швы короче, толстый – длиннее. Разновидности обратноступенчатой сварки:
- Секциями – сварку ведут параллельно и одновременно два сварщика.
- Каскадом – ступеньками слой за слоем: после первого зачищают и подготавливают поверхность, второй делают длиннее первого. Отступают в сторону 30-40 мм и накладывают третий слой.
- Горкой – каскады швов ведут навстречу друг другу, образуя горку.
Чтобы избежать деформации, используют электроды большего диаметра и большую величину тока. Вертикальный нахлёсточный и кольцевой тавровый шов делают с двух сторон обратноступенчатым способом.
Заготовки толщиной больше средней соединяют многослойными швами. При этом первый – непрерывный, последующие – обратноступенчатые, секциями. Концы участков в смежных слоях совпадать не должны, их сдвигают на 15-20 мм из-за того, что в конечных точках вероятны шлаковые включения и непровары.
Источник
Сварка потолочных швов
Содержание:
Среди существующих видов расположения швов потолочный сварочный шов занимает особое положение. Такое внимание к нему объясняется в первую очередь неудобным положением сварщика при этом процессе. Полезные советы, как решить эту и другие проблемы, интересуют не только осваивающих эту нелегкую работу, но и профессионалов.
Потолочная сварка является своеобразным экзаменом. Сварщик, овладевший таким методом, автоматически повышает свою квалификацию и становится более востребованным. Сферой, где приходится прибегать к потолочной сварке, может быть и прокладка трубопроводов, и строительные площадки, и укрепление беседки на дачном участке.

Особенности выполнения
При сварке потолочного шва капли расплавленного металла под действием силы своей тяжести стремятся упасть вниз. Частично удерживает их от падения поверхностное натяжение. При сваривании горизонтального шва внизу подобной проблемы не существует. Сварочная ванна в этом случае растекается вдоль соединения. Задача сварщика достаточно проста — следить за тем, чтобы шлак не попадал впереди ванны. Иная картина наблюдается, когда потолочная сварка происходит наверху.

Сварочная ванна получается только на одной кромке. Правильно сваривать шов мешают не только брызги и капли раскаленного металла, но и стекание шлака, находящегося в жидком состоянии.
Сварщик с запрокинутой вверх головой и поднятой рукой с электродом быстро устает, что не способствует качеству выполняемой работы. Поэтому частые перерывы становятся производственной необходимостью.
Оборудование
Потолочные швы методом сварки выполняются с помощью обычного трансформатора или инвертора. Отличием инвертора, дающим ему преимущество, является наличие стабилизатора, выпрямителя низкой и высокой частоты, блока управления, рабочего шунта, датчика тока. С помощью электронного регулятора имеется возможность регулировать силу тока в большом диапазоне. Наличие двойной изоляции является защитой от поражения током. Достоинством является компактность устройства и его небольшой вес.
Существует три типа сварочных инверторов:
- Бытовой. Применяют для металлов, имеющих толщину не более 3 мм.
- Полупрофессиональный. Свариваются изделия толщиной, не превышающей 6 мм. Имеет повышенную мощность. Требует небольшие перерывы для охлаждения.
- Профессиональный. Может работать без перерыва 6-8 часов.
Электроды выбирают в зависимости от свариваемого материала. Сварка потолочного шва электродами предполагает их диаметр — 3-4 мм. Чтобы уменьшить количество брызг, перед началом сварки они должны быть хорошо высушены.
Рекомендации
Потолочный шов при сварке получится более качественным, если соблюдать приемы, проверенные временем и практикой:
- при работе использовать короткую дугу, что повысит точность;
- электроды держать, отводя их незначительно вбок, для снижения растекания металла;
- ширина сварного шва не должна превышать диаметр электрода;
- вести шов на «себя», что даст возможность его контроля;
- выбрать комфортный темп работы.
Применение этих рекомендаций упростят процесс и повысят качество шва.
Технология
Сварка потолочных швов предполагает применение различных методик. При всех способах необходимо выполнение общих требований:
- Если толщина свариваемой детали превышает 5 мм, то формируют скос в форме буквы «V».
- Перед началом процесса сваривания детали следует прижать друг к другу как можно плотно, с минимальным зазором. При выполнении этого требования первый проход можно формировать, не совершая электродом колебательных движений.
- Поднося электрод к месту сварки, выдерживают угол 45 градусов.
- Для повышения точности новички могут использовать половинки электродов.
- Работа прерывистыми короткими дугами даст возможность расплавленным каплям быстро остывать. В результате они не будут падать вниз, а прочно сцепятся с местом соединения.
Выполнение требований того, как варить дуговой сваркой потолочный шов обеспечит его прочность и хороший внешний вид сварного шва.
Полумесяц
Такой метод наименее сложен и может быть использован, как потолочная сварка для начинающих.

Положение электрода относительно верхней поверхности — 90-130 градусов. Название способ получил благодаря тому, что сварщик совершает движения, напоминающие полумесяц. Поскольку при этом способе приходится формировать шов за несколько проходов, времени требуется достаточно много. Чтобы избежать подтеков, не следует делать валики слишком широкими. Необходимо все время следить за скоростью процесса. Преимуществами является простота и высокая точность.
Обратно-поступательный
Способ предполагает сварку шва за несколько проходов.

Вначале выполняют корневой шов с помощью электрода, обладающего диаметром 3 мм. Ток при этом не должен быть слишком большой.
Лесенка
Как и при способе полумесяцем положение электрода по отношению к верхней поверхности составляет угол 90-130°С.

Способ лесенкой удобен при выполнении длинного сварного шва. Главная особенность — периодическое отведение в сторону электрода для застывания металла, что препятствует его растеканию.
Сварка полуавтоматом
При выполнении потолочного шва применяется сварка полуавтоматом. Метод распространен для сваривания металлов различной толщины. Для этого способа используется полуавтоматический сварочный аппарат. Сваривание происходит при подаче медной или алюминиевой проволоки. Применение метода ускоряет процесс сварки, снижается потребление электроэнергии. Шов получается качественным.
Безопасность
Поскольку при сваривании шва, находящегося наверху, существует опасность попадания раскаленных капель на исполнителя, его защита приобретает особое значение. Костюм сварщика выполняют из плотного огнестойкого материала. Рукавицы должны перекрывать края рукавов. Голову и лицо защищает маска. Рядом с производством работ не должны находиться легковоспламеняющиеся материалы и предметы.
Интересное видео
Источник



