
- Разновидности и особенности сварки неплавящимся электродом в среде защитного инертного газа
- Область применения метода
- Неплавящиеся электроды и их типы
- Технология, особенности и оборудование необходимое для сварки
- Недостатки и преимущества
- Особенности сварки неплавящимся электродом в среде защитного газа
- Разновидности сварки
- Описание процесса
- Неплавящиеся электроды
- Параметры технологичного процесса
- Сварочное оборудование
- Преимущества и недостатки
- Электродуговая сварка неплавящимся электродом
- Основные положения электродуговой сварки неплавящимся электродом
Разновидности и особенности сварки неплавящимся электродом в среде защитного инертного газа
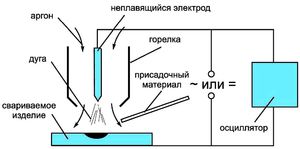
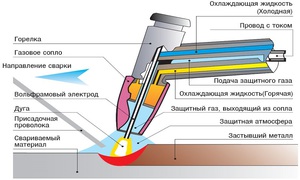
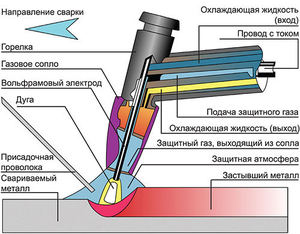
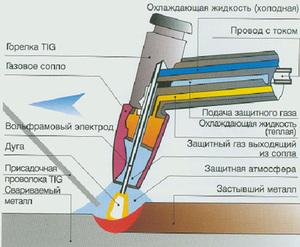
При сваривании неплавящимся электродом дуга возникает между электродом, находящимся в горелке, из которой подается защитный газ, и изделием. Для образования шва при этом в сварочную ванну подается присадочный материал. Если сварка ручная, то присадка подается непосредственно сварщиком, если автоматическая, процесс происходит без его участия.
Данный способ сваривания используется для сваривания неферромагнитных материалов, среди которых: магний, алюминий, цирконий, никель, титан, бронза, медь, нержавеющая сталь и другие. Этот метод сварки позволяет сварщику тонко чувствовать глубину проплавления металлов, что способствует хорошему качеству шва. При ручной сварке специалист сам управляет горелкой и присадочным материалом, что избавляет изделие от непроваров и других дефектов сварочного шва.
Область применения метода
Этот метод применяется в основном для сваривания тонкостенных цветных металлов. Он используется в производстве велосипедов, изготовлении различных заготовок. С его помощью изготавливаются различные предметы интерьера из нержавеющей стали и других материалов. Последующая обработка шва делает его практически незаметным.
Неплавящиеся электроды и их типы
На сегодняшний день при изготовлении металлоконструкций с помощью описываемого способа используются такие виды электродов:
- вольфрамовые. Наиболее распространенный вид, используемый при сварке неплавящимся электродом. Представляет собой стержень диаметром 1-4 мм. Вольфрам имеет очень высокую температуру плавления, что позволяет применять этот материал для изготовления электродов. Делятся на стандартные, иттрированные, лантанированные, торированные;
- угольные. Часто применяются для сварки изделий из цветных металлов и сталей, имеющих малую толщину стенок и для воздушно-дуговой резки металлов. Используются как с присадкой, так и без, могут складываться по линии сварки или подаваться непосредственно в сварочную ванну. Сварочный процесс при использовании этих материалов проводится на токе величиной не больше 580 А;
- графитовые. Особенно активно эти электроды применяются при работе с кабелями из меди. Отлично приспособлены к обработке, устойчивы к температурному воздействию и не подвержены быстрому износу. Благодаря всем этим качествам, весьма распространены на отечественном рынке.
 Схема сварки неплавящимся электродом
Схема сварки неплавящимся электродом
Технология, особенности и оборудование необходимое для сварки
Способ сваривания неплавящимся электродом чаще всего применяют для соединения металлов с толщиной не более 5-6 мм, но это не значит, что его нельзя использовать для сваривания более толстостенных металлов. При сварке без применения присадки шов формируют, оплавляя кромки металла, при использовании присадки она подается в место формирования шва по тому же принципу, что и сварочная проволока при газосварке.
Оборудование, необходимое для сварки неплавящимся электродом, включает в себя:
- источник сварочного тока, на котором расположен регулятор силы тока, и вольтметр с амперметром для контроля процесса регулирования;
- TIG-горелку и рукав, которые подсоединяются к сварочному источнику. По рукаву на горелку подается защитный газ, в случае с использованием водяного охлаждения подается также охлаждающая жидкость;
- газовый баллон с защитным газом, подсоединенный с помощью рукава к источнику сварочного тока и оборудованный регулятором расхода и расходомером газа;
- обратный кабель для соединения изделия с источником сварочного тока.
При автоматической сварке используются автоматизированные системы для подачи изделий и управления инструментами для сварки.
Аргонная сварка неплавящимся электродом выполнятся переменным (TIG-AC) и постоянным (TIG-DC) токами. При сварке постоянным током может применяться обратная и прямая полярности. Если электрод подключен к плюсовому полюсу источника сварочного тока, то полярность является обратной, и в таком случае для сваривания применяются электроды большего диаметра, чем при прямой. Сваркой на переменном токе пользуются в основном для соединения беррилия, магния и алюминия, имея при этом не такую хорошую стабильность дуги, как на прямом токе, что, впрочем, исправляется наличием режима импульсной сварки на некоторых сварочных аппаратах.
В процессе сваривания длина дуги должна составлять 1,5-3 мм, её напряжение — 22-34 В. Размер вылета неплавящегося электрода не должен быть больше 3-5 мм, а в случае со стыковыми и угловыми швами — не более 5-7 мм.
В роли защитного газа чаще всего используются аргон или смесь аргона с гелием, они немного ухудшают стабильность сварочной дуги, но при этом усиливают её энергию, тем самым увеличивая скорость сварки. Для сваривания изделия толщиной до 10 мм применяют левый тип положения горелки для того, чтобы защитный газ имел прямой доступ к месту формирования шва. Для сварки более толстостенных материалов способ меняют на правый.
Недостатки и преимущества
Среди достоинств данного метода соединения следует указать:
- высокую скорость сварки;
- по окончании сварочных работ шов не требует дополнительной обработки;
- простота освоения техники сваривания при этом методе;
- прочность соединения, благодаря использованию аргона в качестве защитного газа;
- металл не деформируется при сварке, так как прогревается на минимальной площади;
- большое количество свариваемых металлов.
Из недостатков можно отметить:
- неудобство сваривания деталей под острым углом из-за формы сварочной горелки;
- затрудняется выполнение работы при сквозняках или на улице при ветреной погоде, так как нарушается правильная подача защитного газа в зону формирования шва;
- металл перед процессом сварки требует тщательной подготовки.
Источник
Особенности сварки неплавящимся электродом в среде защитного газа
 Сварка (в частности, металлов) — это технологический процесс, в результате которого получают неразъёмное соединение за счет установления атомных связей между свариваемыми частями. Процесс производится при местном или общем нагреве, пластическом деформировании или при одновременном действии этих факторов. В результате взаимодействия детали и электрода между ними образуется электрическая дуга. За счет этого происходит плавление кромок заготовок.
Сварка (в частности, металлов) — это технологический процесс, в результате которого получают неразъёмное соединение за счет установления атомных связей между свариваемыми частями. Процесс производится при местном или общем нагреве, пластическом деформировании или при одновременном действии этих факторов. В результате взаимодействия детали и электрода между ними образуется электрическая дуга. За счет этого происходит плавление кромок заготовок.
Сварка неплавящимся электродом (также сварка в защитных газах неплавящимся электродом) — это разновидность сварки, в которой источником теплоты выступает дуговой разряд, возникающий между вольфрамовым или графитовым электродом и изделием. Этот тип является разновидностью методов дуговой сварки плавлением. Даная технология используется в основном для обработки алюминия, магния и их сплавов, а также прочих неферромагнитных металлов (например, нержавеющей стали, бронзы, меди, циркония, никеля).
Графитовые (угольные) электроды в настоящие время находят ограниченное применение. Используются обычно при изготовлении изделий, имеющих неответственное назначение. Наиболее часто в качестве неплавящего электрода используют стержни из вольфрама. Поскольку вольфрам при высоких температурах имеет весьма высокую химическую активность к кислороду, то процесс проводят в среде защитных газов: аргон, гелий и азот. Эти газы являются по отношению к вольфраму и вольфрамовым сплавам инертными.
Разновидности сварки
Выделяют 4 виды сварки неплавящимся электродом. Разделение происходит в зависимости от сложности работы и уровня механизации сварочного процесса.
- Ручная;
- Механизированная;
- Автоматизированная;
- Роботизированная.
 Во время ручного вида рабочий ход горелки и смещение заготовки происходит ручным способом. При механизированном виде перемещение горелки происходит вручную, а подача присадочного материала — механически.
Во время ручного вида рабочий ход горелки и смещение заготовки происходит ручным способом. При механизированном виде перемещение горелки происходит вручную, а подача присадочного материала — механически.
При автоматизированном варианте и перемещении сварочной горелки, и подача присадочного материала (проволока) полностью механизированы. Технологический процесс контролирует оператор.
В процессе роботизированного вида все технологические процессы автономны. Рабочие процессы происходят без вмешательства оператора, самостоятельно.
Описание процесса
Неплавящиеся электроды
 Как уже упоминалось, используют неплавящиеся электроды двух видов: угольные (или графитовые) и вольфрамовые. Первые используются теперь редко и для неответственных конструкций. Вольфрамовые используются намного шире и чаще. Их толщина от 0,5 мм до 10 мм. Сам стержень может быть как из чистого вольфрама, так и иметь в составе различные примеси: лантан, торий, иттрий. Сплавы по сравнению с чистым материалом имеют лучшие показатели эрозивной стойкости, а также лучше держат токовую нагрузку. Диаметр стержня подбирают в зависимости от силы используемого тока и толщины заготовок, которые сваривают.
Как уже упоминалось, используют неплавящиеся электроды двух видов: угольные (или графитовые) и вольфрамовые. Первые используются теперь редко и для неответственных конструкций. Вольфрамовые используются намного шире и чаще. Их толщина от 0,5 мм до 10 мм. Сам стержень может быть как из чистого вольфрама, так и иметь в составе различные примеси: лантан, торий, иттрий. Сплавы по сравнению с чистым материалом имеют лучшие показатели эрозивной стойкости, а также лучше держат токовую нагрузку. Диаметр стержня подбирают в зависимости от силы используемого тока и толщины заготовок, которые сваривают.
Параметры технологичного процесса
Наиболее часто при сварке неплавящимся электродом используют постоянный ток прямой полярности, так как в этом режиме происходит максимальная проплавка металла деталей, которые подлежат соединению. Это достигается за счет эффективного использование энергии: до 85% тепловой энергии идет на проплавку деталей, до 7% — на нагрев электрода, остальное — лучевые потери.
При работе с алюминиевыми заготовками пользуются постоянным током обратной полярности. В этом случае потери тепла могут составить до 50% и при сварке стали такой режим нецелесообразен.
При использовании переменного тока оборудование дополнительно укомплектовывается стабилизатором (необходим для стабилизации электрической дуги) и компенсатором тока.
Сварочное оборудование
Для ручного вида сварочное оборудование включает в себя такие компоненты:
- Генератор постоянного/переменного тока;
- Набор горелок для разных токов;
- Прибор первичного возбуждения дуги (и ее стабилизации);
- Газовое оборудование;
- Средства управления сваркой и газовой блокадой.
Автоматическое оборудование также включает в свой состав генератор тока и сварочный агрегат, который характеризуется такими параметрами: значения сварного тока, напряжение, скорость сварки, диаметр неплавящегося электродного прута, диаметр присадочной проволоки, скорость подачи присадки, расход тяжелого газа.
Преимущества и недостатки
Данный технологический процесс получил наибольшее распространение при работе с цветными металлами и легированными сталями. Он обладает рядом как преимуществ, так и недостатков. К основным преимуществам следует отнести:
 Возможности минимального деформирования в свариваемых металлах из-за маленькой зоны прогрева;
Возможности минимального деформирования в свариваемых металлах из-за маленькой зоны прогрева;- Высокое качество соединения за счет использования защитных газов, которые вытесняют кислород;
- Относительно большая скорость выполнения работ;
- Минимальные трудозатраты на последующую обработку шва;
- Относительно широкий спектр свариваемых материалов.
 Возможности минимального деформирования в свариваемых металлах из-за маленькой зоны прогрева;
Возможности минимального деформирования в свариваемых металлах из-за маленькой зоны прогрева;Основные недостатки таковы:
- При работе на улице создается возможность выдува защитного газа из зоны сварки. Для борьбы с этим явлением используют заграждения или увеличивают подачу газа, что приводит к увеличению его расхода;
- Относительно качественная подготовка металлов перед сваркой;
- Неудобство при работе под острым углом из-за особенностей конструкции горелки;
- Необходимость зачистки места розжига вне зоны сварки.
 При работе на улице создается возможность выдува защитного газа из зоны сварки. Для борьбы с этим явлением используют заграждения или увеличивают подачу газа, что приводит к увеличению его расхода;
При работе на улице создается возможность выдува защитного газа из зоны сварки. Для борьбы с этим явлением используют заграждения или увеличивают подачу газа, что приводит к увеличению его расхода;Источник
Электродуговая сварка неплавящимся электродом
Электродуговая сварка – это классическая сварка металла, когда для нагрева поверхности металла и плавления используют электрическую дугу. Температура дуги достаточно высокая, до 7000 0 С, чтобы расплавлять самые разные по твердости металлы. Еще в 1802 году ученые обнаружили явление электрической дуги высокой температуры. А в 1882 году ученый Бенардос Н.Н. изобрел и запатентовал электрическую сварку, применяя для этого угольный электрод. Электродуговая сварка бывает с плавящимся электродом и неплавящимся. При неплавящемся способе используют прочный к температуре материал. Подходящим материалом для этого служит вольфрамовый электрод, угольный или графитовый.
Основные положения электродуговой сварки неплавящимся электродом
Электродуговая сварка неплавящимся электродом позволяет сохранять высокую устойчивость сварочной дуги, независимо от рода тока. Также, регулируя скорость подачи и угол наклона электрода, подбирая марку присадочной проволоки, можно изменять химический состав сварного шва и его геометрические параметры. Электродуговая сварка неплавящимся электродом имеет широкий диапазон применения для сваривания разных металлов. Успешно свариваются:
- углеродистые стали, низколегированные и высоколегированные;
- жаропрочные стали и сплавы;
- цветные металлы и их сплавы.
Технологии сварки разных родов металла отличаются своей спецификой, но основные параметры похожи. Например, технология сварки углеродистой и низколегированной стали:
- Заготовка тщательно зачищается от окалины, ржавчины и грязи. Это способствует хорошему контакту электрода со свариваемой поверхностью металла;
- Выбираются параметры тока. Обычно применяется постоянный ток прямой полярности. При этом электрод – это минус, а заготовка – это плюс. Расчет берется на 1 мм диаметра вольфрамового электрода напряжение 30 – 35 А. Сварочная дуга должна быть короткой. Это способствует глубокому проплаву;
- Сварку ведут углом вперед. Марки стали 10, 20 свариваются только с присадочной проволокой, иначе шов может быть с порами. Для предотвращения разбрызгивания присадочного металла и окисления конца проволоки, нужно избегать резких движений проволокой.
Источник



