
Литье в оболочковых формах: основные операции изготовления форм
Литье в оболочковых формах еще называют оболочковым литьем. А за рубежом такой метод работы называют Shell.
Общая информация
В современной промышленной индустрии используется множество различных способов литья. Помимо оболочкового, применяется также литье по выплавляемым моделям, а также в металлические формы и еще несколько других способов. Общим преимуществом таких методов литья, если сравнивать их с работой с песчаными формами, состоит в том, что они дают возможность получать в результате более точные конечные материалы по своим формам, а также размерам. К тому же уменьшается количество шероховатостей на поверхности таких изделий. В более редких случаях, но все же бывает, что исключается необходимость в последующей механической обработке после выплавки. В дополнение ко всему применение литья в оболочковых формах и других методов способствует тому, что можно максимально механизировать данный процесс, вследствие чего повышается и его автоматизация. А это, конечно же, сильно увеличивает производительность любого промышленного объекта.
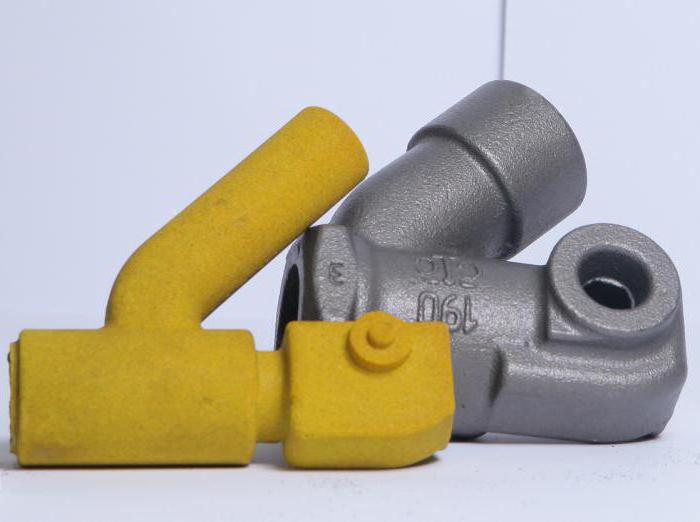
Оболочковое литье
Если говорить конкретно о данном способе, то он впервые был внедрен на заводах еще в далеком 1953 году. В настоящее же время способ используется довольно широко. Именно литьем в оболочковые формы, к примеру, изготавливается большинство деталей для трактора «Кировец». Все детали, которые производятся по такому методу, получаются высшего качество из стали или чугуна. Под оболочковым литьем подразумевают способ, при использовании которого конечный результат отливки имеет форму, состоящую из двух песчано-смоляных оболочек. Также данный метод изготовления деталей применяется только в тех случаях, когда необходимо создать деталь с небольшими или же средними размерами, но при этом с высокой точностью. Примерами применения этого способа литья могут быть детали для двигателей или же тонкостенное литье.

Сущность способа
При использовании этого метода работы можно получить различные детали для вентиляторов, двигателей, насосов или текстильных машин. Однако максимальная длина полученного изделия не может превышать 1 метр, а также оно не может быть тяжелее 200 кг.
Сущность литья в оболочковые формы основывается на определенных свойствах термореактивных смол, которые входят в состав песчано-смоляных смесей. Преимуществом, благодаря которому используются такие компоненты, стало то, что эти смолы имеют свойство быстро и безвозвратно твердеть, если обработать их температурой 200-250 градусов по Цельсию.

Изготовление оболочковой формы для литья
Для того чтобы изготовить форму для последующего литья, необходимо иметь мелкозернистый кварцевый песок, который идет с добавкой термореактивной смолы, являющейся его связующим элементом для получения полноценной оболочковой формы. Данные материалы, в частности, смола выбирается из-за того, что при прохождении определенного температурного барьера она затвердевает. Процесс изготовления идет следующим образом. Сначала смолу подвергают нагреву до 140-160 градусов по Цельсию. Под воздействием такой окружающей среды она превращается в жидкую клейкую массу, которая полностью обволакивает форму из кварцевого песка.
Область применения литья в оболочковых формах довольно широка, а потому сам процесс изготовления форм доводится до автоматического или же автоматизированного.
После того как форма будет полностью покрыта смолой, температуру увеличивают до 200-250 градусов по Цельсию. Этого температурного порога вполне хватает для того, чтобы клейкая масса необратимо затвердела и образовала форму. Далее, когда начинается процесс отливки деталей, то есть когда расплавленный металл попадает в форму, температура в ней достигает около 600 градусов. Данного режима хватает для того, чтобы смола не расплавилась, а сгорела, оставив при этом на самой форме поры, облегчающие отход газов.
Преимущества и недостатки литья в оболочковые формы
Как и любой другой производственный процесс, этот имеет свои положительные и отрицательные качества. Если сравнивать данный способ литья, к примеру, с литьем в обычные песчаные формы, то можно выделить несколько следующих преимуществ:
- Первое и довольно существенное отличие — это класс точности, который равен 7-9. Кроме того, улучшается чистота поверхности полученной детали до 3-6. К тому же уменьшаются припуски, которые допускаются на последующую механическую обработку полученной детали после литья.
- Один из больших плюсов — это существенное уменьшение затрат труда на изготовление отливок.
- Такой метод литья позволяет сократить расход формовочных материалов, а также количество металла благодаря тому, что уменьшаются размеры литниковых каналов.
- Существенно уменьшается количество брака на выходе.

Однако существуют и некоторые недостатки литья в оболочковые формы. К ним можно отнести:
- Срок службы оболочковой формы — 1 литье.
- Стоимость формовочной смеси довольно высока.
- Высокий процент выделения вредных газов.
Процесс формирования корпуса
Процесс формировки корпуса осуществляется в шесть этапов:
- Первый шаг — это процесс насыпания смеси на горячую модель из металла, а также процесс ее выдерживания, который длится несколько десятков секунд до тех пор, пока не образуется тонкая прочная корка вокруг детали. Чаще всего модели изготавливаются из чугуна, и их нагрев осуществляется до 230-315 градусов.
- После этого необходимо провести операцию по удалению излишков формовочной смеси. Толщина корки в итоге должна быть от 10 до 20 мм. Она зависит от времени нахождения смеси на модели, а также от температуры.
- После этого необходимо перенести модельную плиту вместе с формой в печь, где они будут находиться до момента завершения процесса отвердевания. В конце этой процедуры прочность оболочки должна быть от 2,4 до 3,1 МПа.
- После извлечения из печи закаленная оболочка смещается с плиты. Для этой процедуры используют специальный толкатель.
- После этого две или же больше моделей скрепляются между собой при помощи какого-либо зажима либо при помощи склеивания. Данные формы можно использовать для литья в оболочковых формах либо же просто хранить. Срок хранения почти не ограничен.
- Прежде чем начать процесс литья в готовой форме, в них засыпают дробь, которая способствует предотвращению или разрушению формы при дальнейшей заливке.

Подробности о литье
Стоит начать с того, что типовые допуски, которые допускаются при изготовлении оснастки могут составлять 0,5 мм. Шероховатость поверхности допускается в пределах от 0,3 до 0,4 мкм. Такие пределы аргументированы тем, что используется мелкофракционный песок. Также стоит отметить: использование смолы существенно способствует тому, что поверхность будет очень гладкой.
Объемы производства
Для того чтобы заниматься производством таких форм и деталей, необходимо озаботиться установкой модели-кокиля. Время, требуемое на установку — менее недели. После завершения монтажа количество выпускаемой продукции может достигать от 5 до 50 штук в час. Такие объемы производства за час вполне реальны, однако для этого необходимо соответствующим образом подготовить проведение литейного процесса. Основные материалы, которые потребуются для литья — это чугун, алюминий, медь, а также сплавы данных видов металлов. Еще одним необходимым материалом станет сплав, в котором используют алюминий и магний.
Источник
Изготовление оболочковой формы




Литьё в оболочковые формы
Этот способ литья применяется для изготовления сложных тонкостенных отливок массой до нескольких десятков килограммов из сталей, чугунов и различных цветных сплавов. Форма – оболочка имеет тонкие мм(8…15мм) стенки. Изготовляют её из песчано-смоляной формовочной смеси.
Кварцевый песок – огнеупорный компонент смеси. Пульвербакелит – связующее. Основу его составляет фенолформальдегидная смола. К ней добавляется небольшое количество уротропина. Получается пульвербакелит – термореактивное связующее. При комнатной температуре пульвербакелит – порошок. При температуре +70…+100∘C он плавится и становится вязко-текучей жидкостью. При нагреве до +120…+150∘C эта жидкость начинает твердеть, при нагреве до +160…180∘C затвердевает полностью, необратимо. Произошла т. н. реакция сверхполимеризации. Линейные полимерные молекулы фенолформальдегидной смолы ”сшились” поперечными химическими связями. Во всём объёме затвердевшей смолы образовалась одна гигантская сверхмолекула. Такое поведение веществ называется термореактивностью. На свойстве термореактивности связующего построена технология изготовления форм-оболочек.
Заметим попутно, что технология литья в оболочковые формы очень молодая технология. Химики синтезировали фенолформальдегидную смолу во второй половине девятнадцатого века. До её появления человечество термореактивных веществ не знало. Поэтому, описываемая ниже технология литья в оболочковые формы была не осуществима.
Фурфурол выполняет в формовочной смеси вспомогательную функцию. Он растворяет в себе пульвербакелит. Раствор пульвербакелита обволакивает тонкими плёнками песчинки. Получается плакированная смесь. Она очень эффективна. Поскольку поверхности песчинок полностью покрыты плёнками пульвербакелита, постольку при нагреве формовочной смеси смола склеивает песчинки во всех точках контакта.
Применяют и не плакированную смесь. Она не содержит в себе фурфурола. Поэтому песчинки не покрыты плёнками пульвербакелита. Пульвербакелит присутствует в смеси в виде самостоятельных мелких крупинок. Ясно, что при нагреве такой смеси склеивание песчинок произойдёт не во всех точках их контакта, а только в тех, где окажутся крупинки смолы. В плакированных смесях меньше пульвербакелита и формы-оболочки из них получаются прочнее.
Модельная оснастка
Модельная оснастка для изготовления форм-оболочек вся металлическая. Чаще всего её делают из чугуна. Рабочие поверхности оснастки (те поверхности, на которых будет формироваться оболочка) – полированные. Чтобы форма-оболочка не прилипала к рабочим поверхностям оснастки, их покрывают разделительным составом – силиконовой эмульсией.
Изготовление оболочковой формы
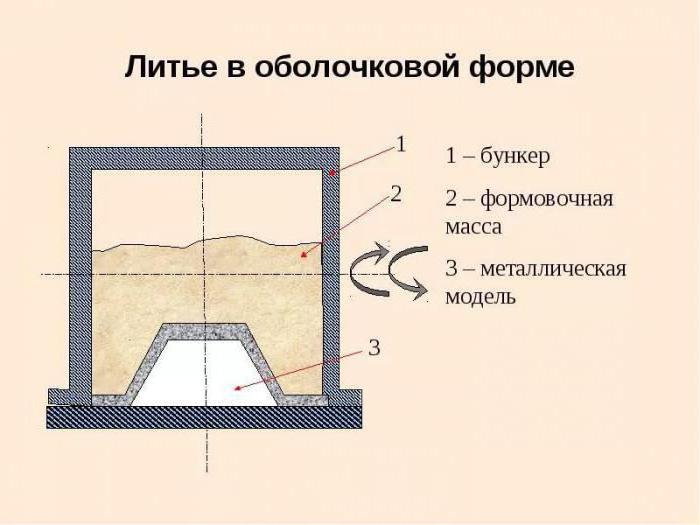
На модельной плите закреплена часть (половина) модели и элементы предельно упрощенной литниковой системы. И плита, и оснастка нагреты до температуры +200…+250∘C, их рабочие поверхности опрысканы силиконовой эмульсией. Рядом находится бункер с

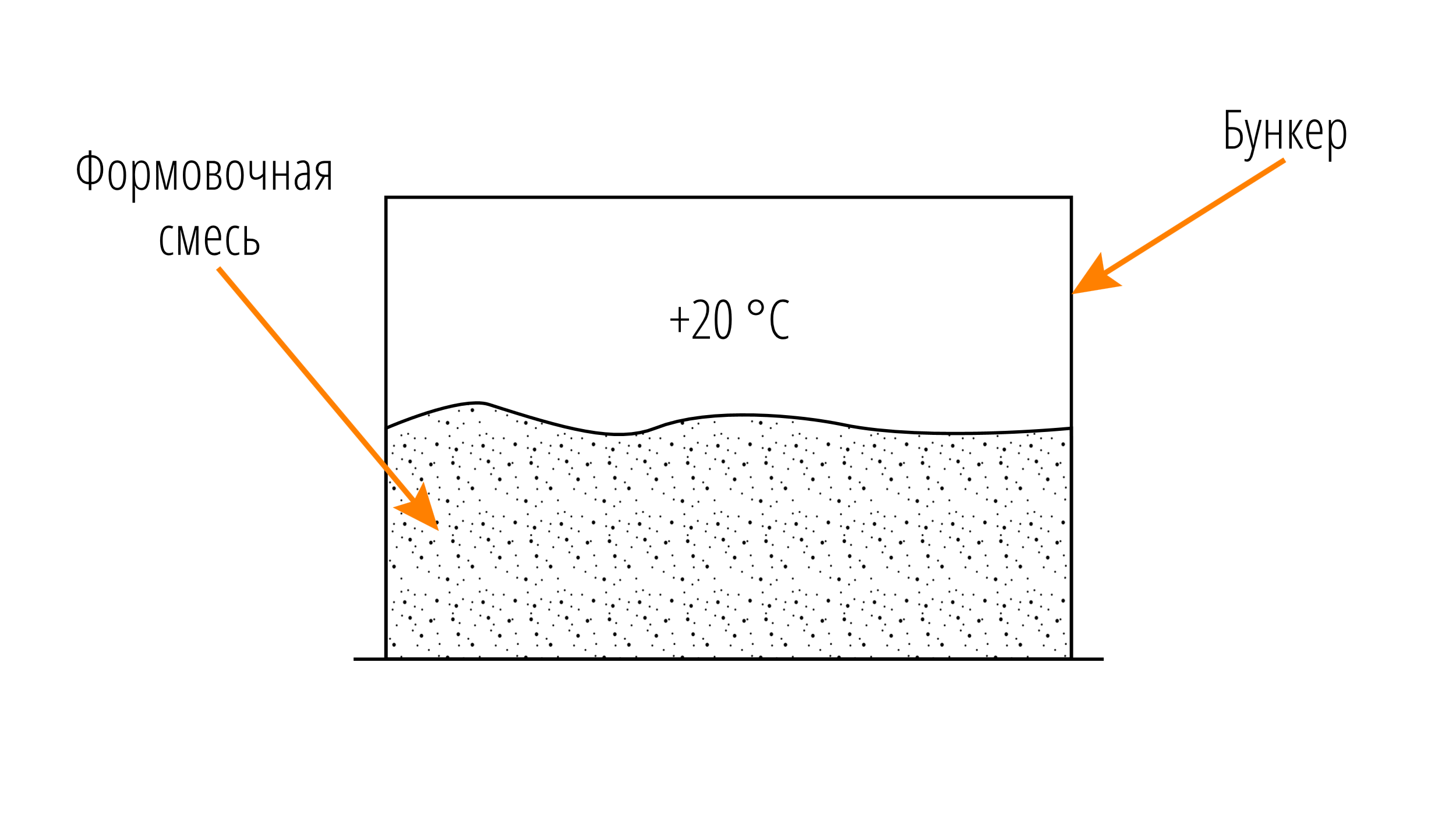

Модельная плита, с закреплённой на ней оснасткой, накрывает бункер с формовочной смесью.

Технологическая система поворачивается вокруг горизонтальной оси на пол оборота.

Манипуляции с модельной плитой и бункером были проделаны для того, чтобы на горячую поверхность оснастки упала термореактивная формовочная смесь. В таком положении технологическая система выдерживается 10…30секунд.

Слой смеси, контактирующий с оснасткой, прогревается. Пульвербакелит плавится и необратимо твердеет, склеивая песчинки. На оснастке формируется корка толщиной 8…15мм. Через 10…30 секунд бункер, с закрывающей его модельной плитой, снова повернётся на пол оборота. Формовочная смесь упадёт на дно бункера. На оснастке останется корка частично затвердевшей формовочной смеси.

Модельная плита отсоединяется от бункера и откидывается.

Корка формовочной смеси, находящаяся на горячей оснастке, не совсем затвердела. Её поверхность, контактирующая с оснасткой, твёрдая, а наружный слой твёрдожидкий. Для окончательного отверждения корки, модельную плиту со всем, что на ней находится, помещают в печь, нагретую до +300…+350∘C на 1…2 минуты. После этого корку можно снимать с оснастки. Корка тонкая, прочная и немного эластичная. Корку можно снять со сложной по очертаниям (по рельефу) оснастки, без к. л. искажений размеров отпечатка, полученного в ней. Поверхность отпечатка получается гладкая, блестящая, т. к. формировалась она по полированной поверхности оснастки (смола заполнила промежутки между песчинками).

Точно так же изготовляется и вторая половина оболочки, вторая корка. Если в отливке предусмотрены полости, углубления, отверстия, то понадобятся стержни. Их изготовляют либо из стержневой смеси (см. литьё в песчаные формы), либо стержни делают из песчано-смоляной смеси по технологии оболочковых форм. Дальше рассмотрим технологию изготовления оболочковой формы, в которой нет стержней.
Собирают оболочку из двух половин (двух корок), прикладывая их плоскими поверхностями, сформированными по модельным плитам. Чтобы половины не сдвигались друг по другу при сборке, в плоскости их стыка должны быть предусмотрены установочные элементы шипы и отверстия. Шипы выполняются в одной половине оболочки, отверстия для шипов в другой.

Чтобы половины оболочки точно соединились, достаточно двух таких соединений в шип. Теперь половины оболочки надо скрепить. Лучший способ скрепления – склеивание в горячую под прессом. Клей готовят на основе той же фенолформальдегидной смолы, которая является связующим оболочки. Оболочка получается прочная, но не жёсткая. Если сейчас залить в неё жидкий металл, то он ”разопрёт” оболочку – тонкие упругие стенки оболочки выгнутся наружу под давлением металла, залитого в неё. Если отливка закристаллизуется в такой ”раздутой” полости, то её размеры будут больше тех, которые назначались при проектировании. Это брак. Стенки оболочки следует подкрепить снаружи. Оболочку вставляют в опоку (в контейнер) и свободное пространство между ними заполняют чугунной дробью. Оболочка превращается в оболочковую форму.

Теперь жидкий металл не сможет прогнуть стенки оболочки наружу, некуда стенкам прогибаться, снаружи их подпирает чугунная дробь. Опока, показанная на рисунке, имеет дно. В дальнейшем такие опоки будем называть контейнерами.
Изготовление отливки
В оболочковую форму заливают жидкий литейный сплав.

Возникает интересный вопрос: как оболочка выдерживает воздействие расплавленного металла? Металл горячий, если в оболочковую форму заливают сталь, то её температура +1600∘C. А в оболочке песчинки скреплены отвердевшей фенолформальдегидной смолой, которая сгорит, превратится в дым, при температуре немного выше +500∘C. Вот это обстоятельство и определяет специфику, уровень технологических возможностей литья в оболочковые формы. Отливки, получаемые в таких формах, должны быть достаточно тонкостенными и иметь массу до нескольких десятков килограммов. Пока поверхность песчано-смоляной оболочки, контактирующая с жидким металлом, прогреется до +500∘C, жидкий металл успеет остыть и закристаллизоваться. К тому времени, когда оболочка рассыплется на отдельные песчинки, жидкий металл в сердцевине отливки окажется заключённым в металлическую оболочку полностью закристаллизовавшейся поверхности отливки. Такой ход событий следует и учитывать, и планировать при разработке технологии литья в оболочковые формы.
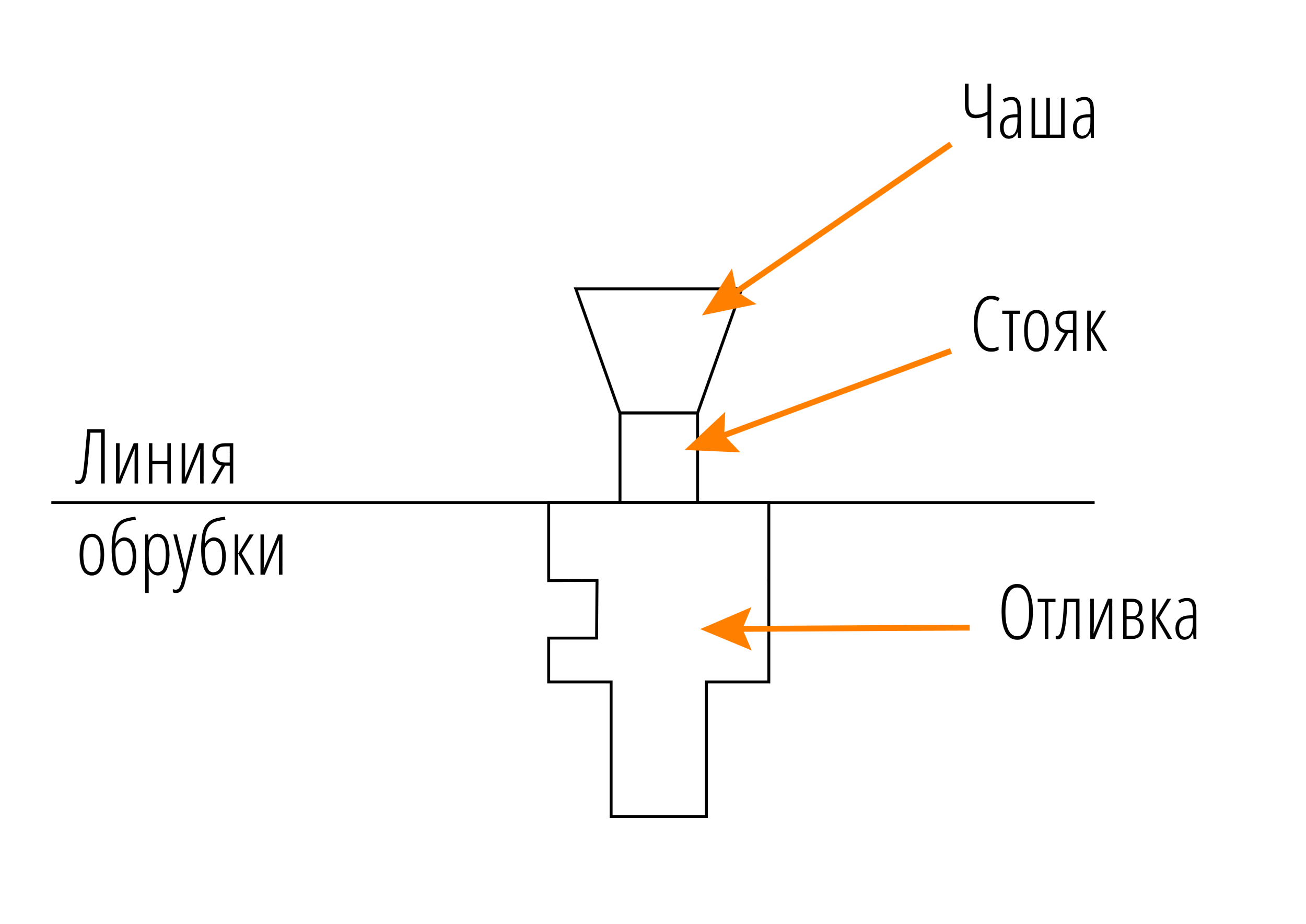
После кристаллизации и охлаждения отливки, её извлекают из формы. Выбивка не требуется – оболочка сгорела, рассыпалась на песчинки. Далее следует обрубка – отделение (отрезание) от отливки отлитой вместе с нею литниковой системы.
Поверхность отливки получается чистая (без пригара), гладкая и даже не окисленная. Операция очистки её поверхности не нужна. Дело в том, что пригар, чаще всего, получается, когда на поверхности кристаллизующейся отливки возникает оксидная плёнка, которая сплавляется с формовочными материалами. Кристаллизуясь вместе с отливкой, этот тонкий слой расплава формовочных материалов становится пригаром. При литье в оболочковые формы кислород воздуха, который мог бы окислить поверхность отливки, расходуется на выгорание фенолформальдегидной смолы. Отливка формируется в восстановительной атмосфере продуктов её сгорания. Окислять поверхность отливки нечем, нет кислорода.
Смесь горелого песка и чугунной дроби просеивают. Горелый песок уходит сквозь сито в отвал (его повторно не используют). Дробь остаётся на сите и возвращается в производство. Способ литья в оболочковые формы сокращает потребность в формовочных материалах, в сравнении с литьём в песчаные формы, примерно в 10 раз. Но связующее оболочковых форм много дороже связующих, применяемых в песчаных формах. И ещё: при сгорании фенолформальдегидной смолы образуются вредные газы. В литейном цехе должна быть серьёзная вентиляция, удаляющая и улавливающая их.
Источник



