
- Кузовной ремонт: Способы соединения деталей
- Виды соединений деталей. Резьбы, допуски и посадки
- Виды соединений деталей
- Р езьбы, допуски и посадки
- Соединения: назначение, виды соединений. Примеры, достоинства, недостатки видов соединений
- Классификация
- Резьбовой метод
- Шпоночное
- Зубчатые (шлицевые) соединения
- Сварочное
- Пайка
- Клеевые соединения
- Клепочная фиксация
- Соединения с натягом
- Достоинства, недостатки видов соединений
- Виды соединений. Примеры применения
Кузовной ремонт: Способы соединения деталей

Соединения – это способы крепления металлических деталей кузова автомобиля и других элементов, изготовленных большей частью из листового металла. Способы соединения подразделяются на:
– жесткие временные механические соединения (их называют разъемными);
– жесткие постоянные соединения (неразъемные);
– соединения с нагревом (жесткие неразъемные).
Способы жесткого разъемного соединения позволяют соединять и затем разбирать детали, составляющие узел. Способы жесткого неразъемного соединения не позволяют произвести разборку деталей после их соединения.
При ремонте кузова обойтись без сварки удается редко. Однако сварка сегодня выглядит не так, как это было еще совсем недавно. Обычная электрическая сварка с держателем и электродами не относится к числу существенных приобретений. Для выполнения ремонта с применением дуговой сварки требуется высокое мастерство, а кузовщик – не профессиональный сварщик, а кузовщик. Ему надо работать не только хорошо, но и быстро. Поэтому в автосервисе популярностью пользуются более современные и простые в обращении аппараты. Это, например, полуавтоматы «Кемпи» одноименной финской фирмы. Сварка происходит в среде защитного газа, проволока в рабочую зону подается автоматически. В этих полуавтоматах допустимы различные режимы: непрерывный, импульсный, с изменяемой полярностью и др. Есть аппараты, работающие не только с медной, но и со стальной проволокой. Отличаются они в основном параметрами: током, скоростью подачи и диаметром проволоки, временем непрерывной работы устройства. Техника дорогая (от 3000 у.е.), в частный гараж такую мало кто купит.
Пользуются популярностью и устройства для контактной сварки. Наиболее простые – сварочные клещи. Сжал ими два (или более) листа, нажал – и готово. В лучших образцах этих аппаратов усилия человеческих рук заменяет пневматика.
Широко используются уже упоминавшиеся в книге плазменные аппараты. Им не нужен дорогой и дефицитный ацетилен, для работы достаточно электричества и сжатого воздуха. Эти устройства (весьма производительные) служат в основном для резки металла, вытесняя популярные «болгарки» по всем параметрам.
Есть и другие способы соединения металлических деталей, которые используются как в машиностроении, так и в практике автолюбителей. Более того, некоторые из этих способов практически невозможно заменить сваркой, так что о некоторых из них в этой главе будет рассказано. Но начнем мы, конечно, со сварки.
При любом способе сварного соединения металлов используют тепловой источник, обеспечивающий местное увеличение температуры и вызывающий плавление металла или сцепление расплавленного металла с твердым металлом. Эти соединения называют сварными. Различают два типа сварки: сварку разнородных металлов и сварку однородных металлов.
Сварка разнородных металлов обеспечивает жесткое неразъемное соединение двух одинаковых или различных металлов. Два металла, соединяемые между собой, не доводятся до плавления, лишь до температуры, при которой они становятся одинаковыми с присадочным металлом. Этот материал, будучи расплавленным, соединяет детали только в определенном диапазоне температур. Такие процессы получили название от вида применяемого присадочного металла: пайка на оловянном припое и твердая пайка.
Сварка однородных металлов – автогенная – обеспечивает жесткое неразъемное соединение двух однородных металлов. Соединяемые кромки нагревают до плавления, что обеспечивает их соединение после охлаждения. Если при этом требуется присадочный металл, он должен быть таким же, как и свариваемые детали, что создает однородную внутреннюю структуру.
Существует множество процессов сварки. При ремонте кузовов автомобилей находят применение следующие:
Источник
Виды соединений деталей. Резьбы, допуски и посадки
Виды соединений деталей
За долгие века своего развития человечество придумало множество способов соединения деталей. Деталью договоримся называть некий материальный объект, входящий в соединение, который не может быть разделен на более мелкие объекты. Соединение нескольких деталей условимся называть узлом, а совокупность узлов, способных при соединении выполнять определенные действия – механизмом.
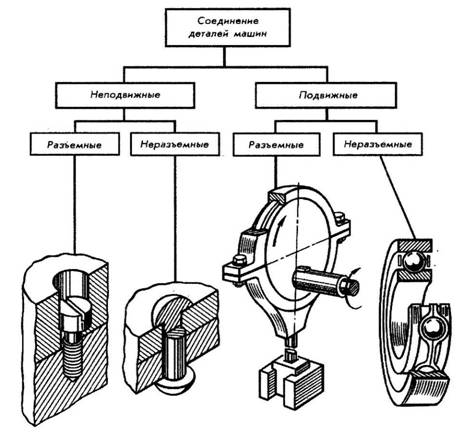
Принято различать соединения деталей подвижные и неподвижные, В подвижных соединениях детали движутся друг относительно друга, а в неподвижных жестко скреплены друг с другом. Каждый из этих двух типов соединений подразделяют на две основные группы: разъемные и неразъемные.
Разъемными называются такие соединения, которые позволяют производить многократную сборку и разборку сборочной единицы без повреждения деталей. К разъемным неподвижным соединениям относятся резьбовые, штифтовые, шпоночные, шлицевые, профильные, клеммовые.
Неразъемными называются такие соединения, которые могут быть разобраны лишь путем разрушения. Неразъемные неподвижные соединения осуществляются механическим путем (запрессовкой, склепыванием, загибкой, кернением и чеканкой), с помощью сил физико-химического сцепления (сваркой, пайкой и склеиванием) и путем погружения деталей в расплавленный материал (заформовка в литейные формы, в пресс-формы и т. п.)
Подвижные неразъемные соединения собирают с применением развальцовки, свободной обжимки. В основном это соединения, заменяющие целую деталь, если изготовление ее из одной заготовки технологически невозможно или затруднительно и неэкономично.
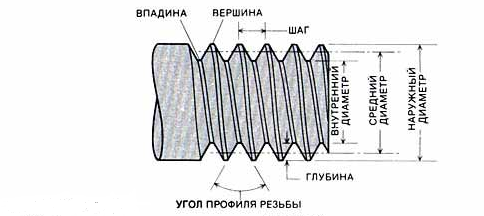
Резьбовые соединения деталей являются наиболее распространенным видом разъемных соединений. Резьба – выступы, образованные на основной поверхности винтов и гаек и расположенные по винтовой линии. Несмотря на кажущуюся простоту резьбовые соединения весьма разнообразны. Поэтому в рамках текущего курса мы рассмотрим те из них, которые широко встречаются в нашем ассортименте. Но сперва дадим общую классификацию.
Р езьбы, допуски и посадки
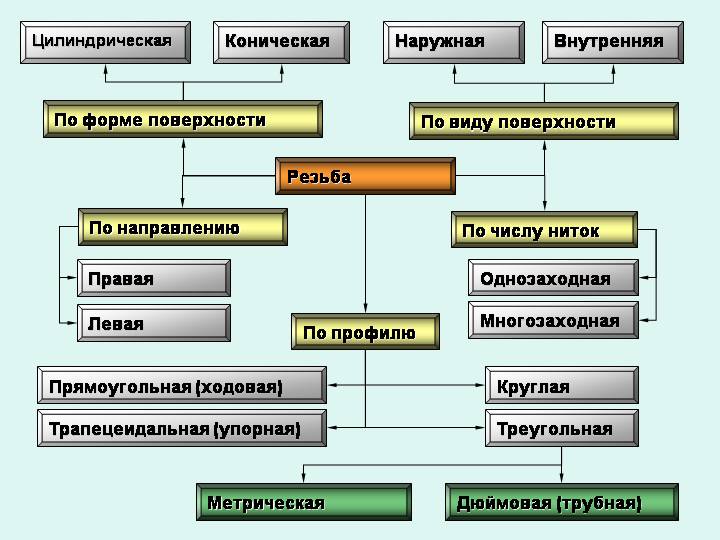
По форме основной поверхности различают цилиндрические и конические резьбы. Наиболее распространена цилиндрическая резьба. Коническую резьбу применяют для уплотняющихся и герметичных соединений труб, масленок, пробок и т.п.
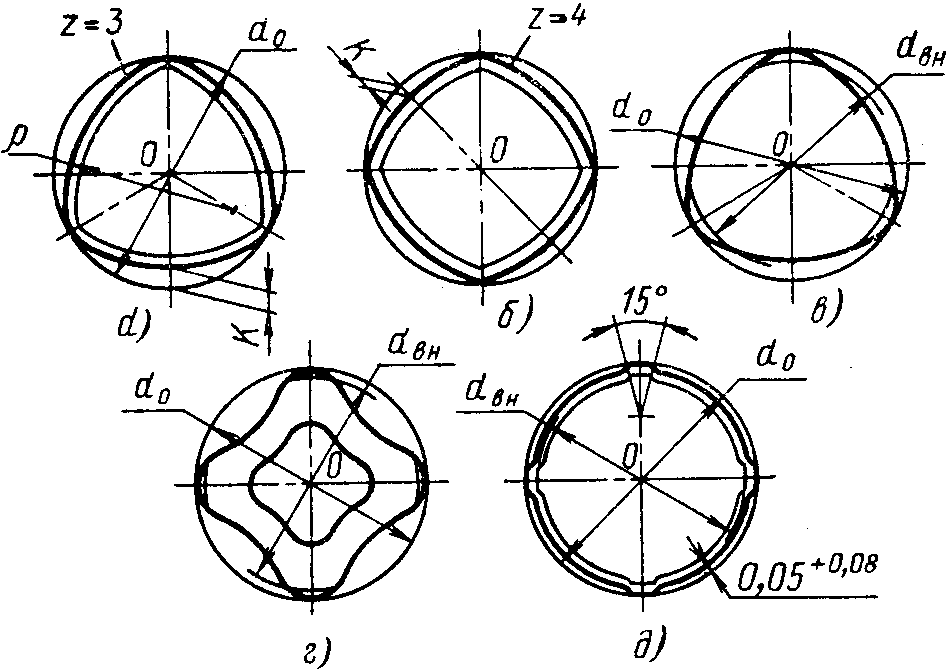
По профилю резьбы различают треугольные, прямоугольные, трапецеидальные, круглые и другие резьбы.
По направлению винтовой линии различают правую и левую резьбы. У правой резьбы винтовая линия идет слева направо и вверх, у левой – справа налево и вверх. Наиболее распространена правая резьба.
По числу заходов – однозаходная и многозаходная резьбы. Наиболее распространена однозаходная резьба.
Резьбу получают (формируют) несколькими способами:
- лезвийная обработка;
- накатывание;
- абразивная обработка;
- выдавливание прессованием;
- литьё;
- электрофизическая и электрохимическая обработка.
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка. К ней относятся:
нарезание наружных резьб плашками

нарезание внутренних резьб метчиками

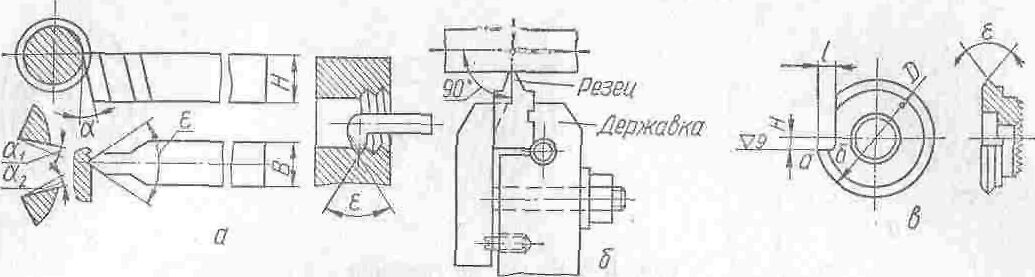
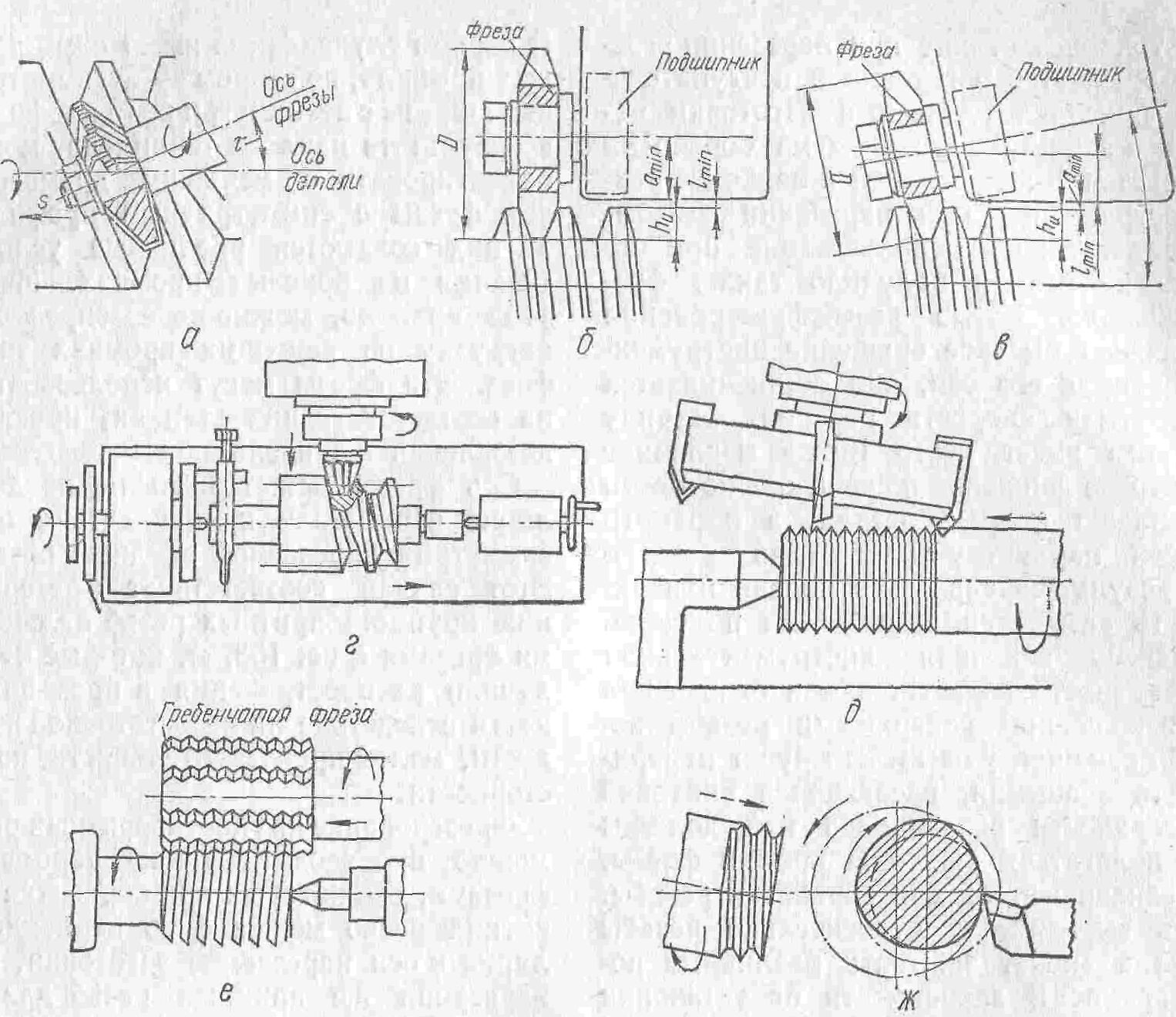
точение наружных и внутренних резьб специальными резцами и гребенками
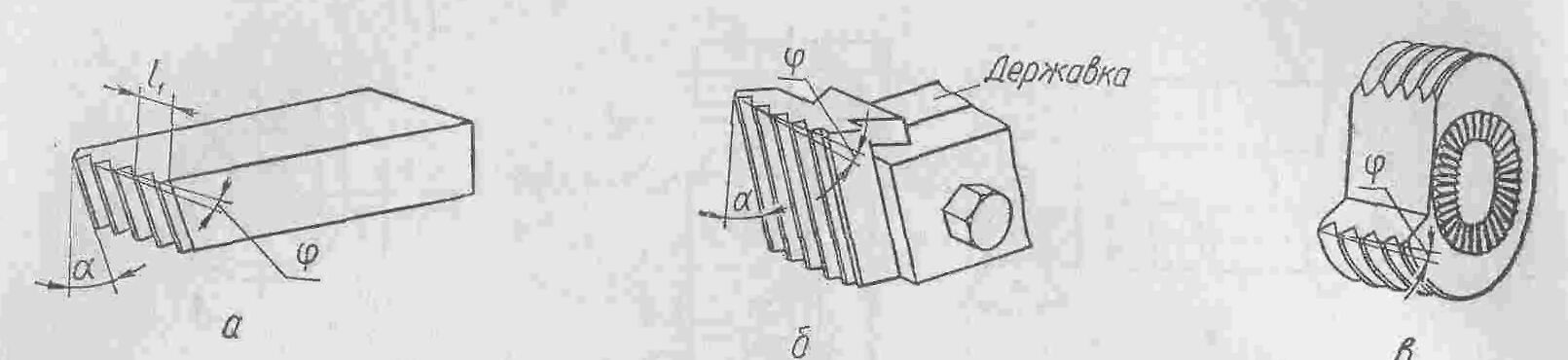
резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами
нарезание наружных и внутренних резьб резьбонарезными головками
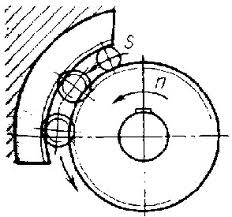
Накатывание является наиболее производительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
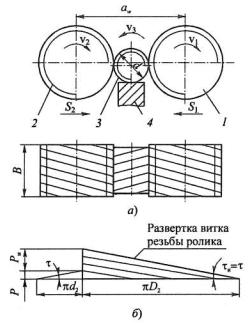
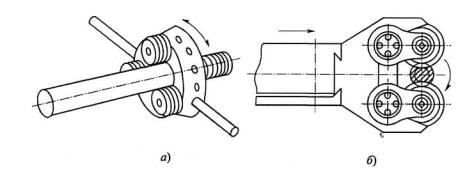
накатывание наружных резьб двумя или тремя роликами с радиальной, осевой или тангенциальной подачей
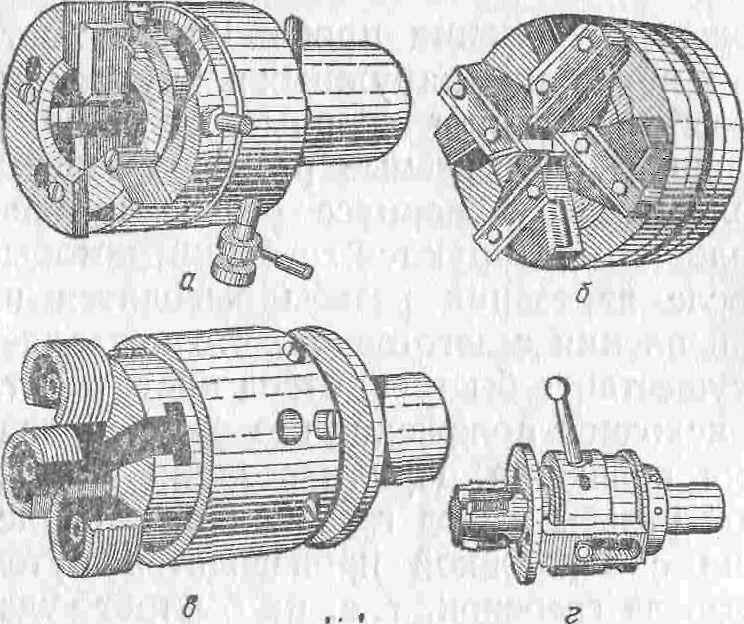
накатывание наружных и внутренних резьб резьбонакатными головками
накатывание наружных резьб плоскими плашками;

накатывание наружных резьб инструментом ролик-сегмент
накатывание (выдавливание) внутренних резьб бесстружечными метчиками
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твердостью и хрупких материалов, например твёрдых сплавов, керамики и т. п.
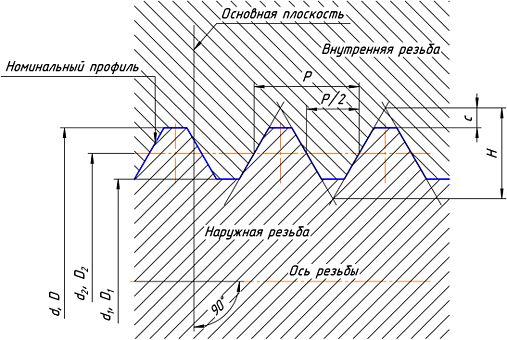
Рассмотрим теперь основные геометрические параметры цилиндрических резьб. Они включают: наружный d, средний d2 и внутренний d1 диаметры резьбы, шаг резьбы р, угол профиля α.
Метрическая резьба ISO – основной вид резьбы крепежных деталей с углом профиля α = 600. Широко употребима в Европе и Азии. Профиль – равносторонний треугольник со срезанными вершинами. Размеры указываются в миллиметрах.
Метрическая резьба бывает с крупным и мелкими шагами. Чаще всего, наиболее износостойкую и технологичную резьбу выполняют с крупным шагом. Резьбы с мелким шагом используются реже. Ниже приводится таблица, составленная на основании ГОСТ 8724-81 «Резьба метрическая. Диаметры и шаги».
Шаг резьбы для крупной и мелкой резьбы (однозаходной)
(Размеры в скобках действительны для новых стандартов ISO)
Источник
Соединения: назначение, виды соединений. Примеры, достоинства, недостатки видов соединений
Машины и станки, оборудование и бытовая техника — все эти механизмы в своей конструкции имеют множество деталей. Их качественное соединение – гарантия надежности и безопасности при работе. Какие виды соединений бывают? Их характеристики, достоинства и недостатки рассмотрим подробнее.
Классификация
Различные виды соединений можно поделить на две основные группы. Первая из которых по принципу действия:
- Подвижные. Детали могут производить движение относительно друг друга.
- Неподвижные. Обе части детали жестко закреплены между собой.
В свою очередь, каждый вид предыдущей классификации может осуществляться двумя способами соединения:
- Разъемное. Применяется, когда требуется периодическая замена деталей, сборка и разборка механизма в целом. Это следующие виды соединений: резьбовое (при помощи ходовых болтов), зубчатое, шпоночное и пр.
- Неразъемное. Такие соединения можно демонтировать только с помощью механического воздействия, при котором происходит разрушение сопряженных частей. Какие это виды соединений? Среди них — сварка, склейка, клепание, развальцовка, опрессовка, посадка с натягом, сшивание, кернение и т. д.
Итак, давайте рассмотрим подробнее основные виды соединений деталей.
Резьбовой метод
Старый и давно испытанный вариант крепления. Для него используются следующие элементы: болты, винты, шпильки, винтовые стяжки и прочие. Крепление осуществляется за счет резьбы на крепеже и в отверстии детали.

- Болт представляет собой резьбовой стержень, на одном конце которого находится крепежная головка. Ее форма бывает шестигранной, квадратной, круглой и т. д.
- Винт отличается от предыдущего изделия тем, что на головке располагается прорезь (шлиц) под отвертку. Он бывает шестигранным, прямым, крестовым и т. д. По типу головки изделия бывают потайными, цилиндрическими, полукруглыми, полупотайными.
- Шпилька – стержень с резьбой на обоих концах. В отличие от предыдущих вариантов не имеет головки.
- Установочная шпилька на одном конце имеет шлиц.
- Гайка – призма со сквозным отверстием или заглушенным с одной стороны.
К этим метизам выпускаются шайбы: плоская, пружинная, деформируемая. Такая фиксация применяется повсеместно.
Шпоночное
Шпонки фиксируют вал с деталями, которые передают вращение и колебание. Конструкция таких элементов может быть призматическая, клиновая, сегментная, тангенциальная. Такой крепеж образует следующие виды соединений:
- Ненапряженные осуществляются с помощью призматических сегментных шпонок. При сборке нет предварительного напряжения.
- Напряженные производятся тангенциальными и сегментными шпонками. При сборке появляется монтажное напряжение. Используются для сложных механизмов.
Зубчатые (шлицевые) соединения
Крепление происходит за счет выступающих зубьев на валу и углубления под них в ступице.

Здесь выделяют три варианта фиксации по жесткости: легкая, средняя, высокая. Отличие состоит в количестве и высоте зубьев. Оно лежит в диапазоне 6-20 штук. Форма зубьев:
- Треугольные маловостребованы. Используются для небольших неподвижных валов и с малым вращательным моментом.
- Прямобочные. Центрируются по боковым граням, по внутреннему и наружному диаметру.
- Эвольвентные. Применяются для больших валов.
Где используются эти виды? Назначение соединений такого плана – передача вращающего момента. Наиболее известное применение – электроинструменты.
Мы рассмотрели разъемные крепления. Далее изучим основные виды соединений неразъемных.
Сварочное
Чем они особенны? Такие виды соединений образуются за счет нагрева и наплавления материала в месте крепления с образованием сварного шва. Это сцепление считается одним из самых распространенных.
- Сварка электродугой. Можно выделить три основных подвида: автоматическая под флюсом (отличается высокой производительностью и качеством, используется в массовом производстве), полуавтоматическая под флюсом (используется для коротких прерывистых швов), ручная (пониженная скорость производительности, качество зависит напрямую от опыта сварщика).
- Контактная сварка. Применяется на массовом производстве для тонколистного металла. Шов выполняется нахлесточный.
Один из популярных вариантов крепления представлен на фото.

Пайка
В отличие от сварки в момент пайки поверхность металла не нагревается до температуры оплавления. Роль связующего выполняет расплавленный припой, который имеет более низкую температуру плавления.

Клеевые соединения
Для такого крепления не требуется разогрев поверхностей.

Клепочная фиксация
Этот способ сцепления применяется в основном для соединения листового металла и фасонных профилей. Технологическое отверстие в поверхностях осуществляют сверлением, далее вставляется клепка.

Соединения с натягом
Производится подгонкой посадочных мест деталей. Сцепка происходит за счет силы трения. В основном этот вид считается неразъемным. Но это условно. В практике все же производят демонтаж и замену деталей.
Достоинства, недостатки видов соединений
Каждый крепеж отличается своими характеристиками. Рассмотрим все варианты с точки зрения преимуществ и недостатков:
- Резьбовое. Выдерживает большие нагрузки, надежное сцепление, широкий ассортимент изделий, легкость монтажа и демонтажа, возможность применять механизацию, невысокая стоимость. Недостатки: повышенное количество концетратов напряжения, снижает сопротивляемость.
- Шпоночное. Несложная конструкция, легкий монтаж и демонтаж. Недостатки: паз для шпона за счет уменьшения сечения вала и ступицы ослабляет их. Также это происходит за счет концентраций напряжений кручений и изгиба. Трудоемкий процесс изготовления крепежа.
- Зубчатое. Образует хорошее сцепление и точное направление осевого перемещения, передает больший вращающий момент, меньшее количество деталей, надежность при реверсивных и динамических нагрузках, меньшее ослабление вала, уменьшение длины ступицы. Недостатки: повышенная цена, сложная технология производства.
- Сварочное. Невысокая стоимость работ, соединение получается герметичным и плотным, применение автоматизированных процессов, возможность работы с толстым профилем. Недостатки: при ручной сварке качество зависит напрямую от квалификации работника, деформация поверхности деталей при нагреве, низкая надежность при вибрациях и ударных воздействиях.
- Пайка. Нет деформации поверхностей деталей, высокая точность, возможность распайки. Недостатки: сложный процесс подготовки оснований, должен обеспечиваться минимальный зазор.
- Клеевое. Невысокая стоимость, не происходит ослабление рабочего сечения, возможность комбинированного использования с другими видами креплений, герметичность стыка, повышает антикоррозийные свойства шва, устойчивость к воздействию воды, химии, температурным перепадам, простата технологии нанесения. Недостатки: тщательная подготовка основания, при неправильном подборе состава могут снижаться прочностные характеристики.
- Клепочное. Возможность применения к материалам, которые не поддаются сварке, надежность, препятствует появлению усталостных трещин. Недостатки: трудоемкость, материалоемкость, при процессе появляется деформация поверхностей деталей из-за механического воздействия.
- Соединения с натягом. Конструкция достаточно проста, хорошее расположение деталей относительно друг друга, выдерживает большие нагрузки. Недостатки: непростая сборка, прочность рассеивается под воздействием вибраций и колебаний.
Как видно, каждый вид имеет свои преимущества и недостатки. Учитывая эти факторы, подбирают оптимальные виды крепежа в каждом конкретном случае. Рассмотрим, где применяются различные соединения.
Виды соединений. Примеры применения
Резьбовое, клеевое, сварное соединения встречаются повсеместно в любой отрасли. Например, строительной, мебельной, в тяжелой промышленности и так далее. Шпоночные и шлицевые фиксации широко используется в электроинструментах, оборудовании, машиностроении. Соединения с натягом устанавливаются на валы зубчатых колец, червячные колеса. Пайка часто применяется в работе с электронными системами, где требуется максимальная точность. Клепочное применяется для сшивания листов тонкого металла. Однако, как показано на последнем фото, при помощи заклепок можно скрепить достаточно крупные швеллера. Это лишь незначительный список применения отдельных вариантов крепления.
Можно сказать, что с техническим прогрессом технология сцепления бурно развивается, а это значит, что будут появляться новые виды соединений деталей. Современный мир наполнен агрегатами, машинами и механизмами. От того, насколько прочно закреплены детали, зависят качество и срок службы узлов. Также важно, чтобы соединение не искажало форму изделия и не вносило дополнительных изменений в конструкцию. Поэтому оно должно соответствовать технологическим нормам. Если их соблюдать, то количество аварийных ситуаций на предприятиях сократится в разы, а сами агрегаты прослужат очень долго.
Итак, мы выяснили, какие существуют виды соединения деталей.
Источник



