
- Защита сварочной ванны
- Добавить комментарий Отменить ответ
- Дуговая сварка
- Виды дуговой сварки
- По степени автоматизации процесса:
- По видам и полярностям тока:
- По виду защиты от воздействия воздуха:
- По виду электродов:
- По условиям процесса горения:
- По способу защиты сварочной зоны:
- Режимы установки
- Технология процесса
- Наплавка алюминия
- Сварка инвертором
- Методы применения электрических углеродистых сталей
- Сварочные выпрямители
- Температура электросварки
- Техника безопасности
- Обозначение дуговой сварки
- Защита сварочной ванны от воздействия окружающей среды
- Шлаковая защита
Защита сварочной ванны
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽Источник
Дуговая сварка
Сварка – это вид работ, который проводится с помощью специального оборудования с обязательным использованием системы защиты глаз и лица от электродуговых вспышек свариваемого металла.
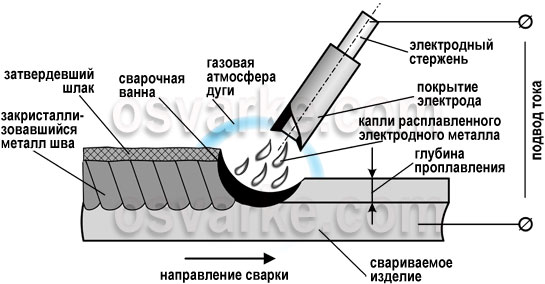
Дуговая сварка – это процесс сваривания, при котором воздействие тепловой энергии оплавляет соединяемые детали. Постоянный ток или ток высокой частоты действует на свариваемую поверхность, скрепляя ее с другими металлическими изделиями. Сварочный шов образуется на месте сварочной ванны, получаемой при воздействии дуги на кромки соединяемых деталей.
Виды дуговой сварки
Дуговую технологию сварки разделяют на определенные группы в зависимости от выбора. Известны несколько классификаций, имеющих наиболее признанное значение:
- степень механизации процесса: механизированная или автоматизированная;
- вид и полярность тока;
- тип электрической дуги;
- вид защиты сварной ванны;
- вид электродов.
По степени автоматизации процесса:
- Ручная (ДГС);
- Полуавтоматическая: проволока для сварки подается автоматически, а электрод движется вручную;
- Автоматическая: весь процесс передвижения проволоки и электрода полностью автоматизирован.
По видам и полярностям тока:
- Постоянный: соединяет свариваемые поверхности тонким швом;
- Высокочастотный: плавление электрода проходит струйно, устраняются прорези, привариваются прихваты;
По виду защиты от воздействия воздуха:
- Шлаковая;
- Флюсовая;
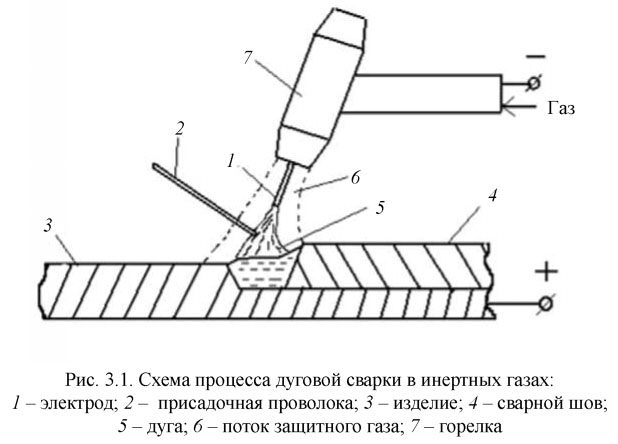
- Инертно-газовая.
Все виды защиты различны в зависимости от условий и цели работ. Защита предохраняет металл от проникновения в сварочную ванну воздуха, который образует трещины, каверны, усиливает разбрызгивание расплавов.
По виду электродов:
- Плавящиеся с обсыпкой: используются для создания сварочной ванны и склеивания кромок;
- Неплавящиеся вольфрамовые: применяются для напылений, восстановления разрушенных деталей, наваривания наплывов.
По условиям процесса горения:
- Открытая дуга. Она видима, но наблюдать ее следует только через специальные светофильтры, защищающие глаза. Открытая форма используется при ручном процессе и в защитных газовых сварках;
- Закрытая. Форма невидима. Дуга располагается в расплавленном металле – флюсе. шлаке;
- Полуоткрытая. Дуга видна. Но наблюдать можно только за одной частью. Первая часть находиться в металле, вторая над ним. Смотреть на процесс можно через светофильтры. Такой вид дуги применяется при сварке алюминия автоматическим способом.

По способу защиты сварочной зоны:
- Без защиты: голый электрод, стабилизирующее покрытие электрода;
- Шлаковая защита: под флюсом, при толстопокрытых электродах;
- Шлакогазовая защита: тостопокрытые электроды;
- Газовая защита: в среде газов;
- Комбинированная защита: газовая среда, покрытие, флюс.
Режимы установки
Дуговая сварка подразделяется на режимы:
с покрытыми электродами – режим MMA;
Для аргонодуговой сварки с помощью неплавящихся электродов – TIG.
Оба режима предполагают работу на постоянном токе – DC и на переменном – АС.
Оба режима обеспечивают плавное регулирование величины поступающего тока, индикацию тока дуги, возможность смены режима. TIG выполняет длинные и короткие швы, продувку тракта газового прохода, плавное снижение величины тока. Возможен бесконтактный поджиг на любом виде тока, регулирование способностей дуги. Она будет проплавлять, очищать поверхности. Режимы легко устанавливаются, не меняются без изменения настроек сварщиком.
Технология процесса
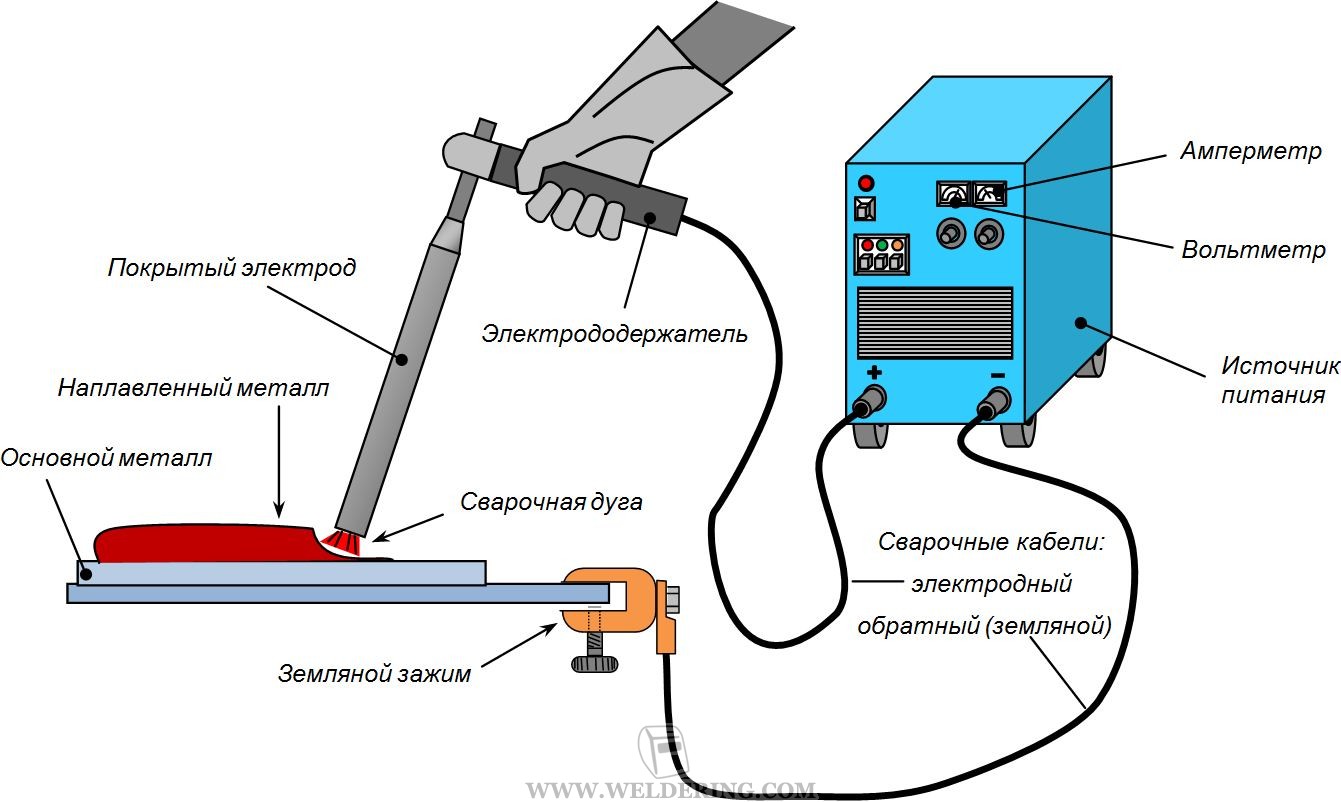
Принцип дуговой сварки основан на следующих действиях: От инвертора к электроду идет ток. Он образует дугу за счет создания замкнутого контура между свариваемой поверхностью и электродом. Дуга оплавляет электрод, получается сварочная ванна. Весь процесс точно и строго регламентирован. Он одинаков для всех видов ручной сварки:
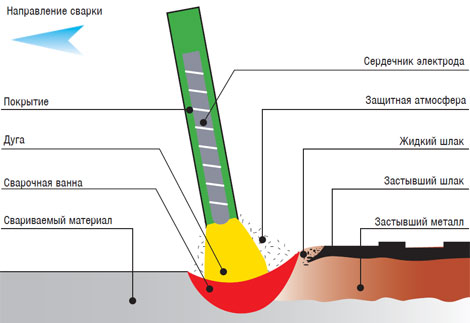
Электрод имеет металлический стержень, покрытый силикатом, флюсом, стеклом. Любой слой при сгорании на высокой температуре образует газовое облако, шлаковые выбросы. Они защищают от проникновения в рабочую среду воздуха, который разрушает металл. В процессе работы образуется связь: электрод – свариваемая деталь. Стержень плавится, двигаясь по месту склейки или дефекта, образуя шов.
Наплавка алюминия
Очень часто требуется не сварить детали, а отремонтировать. В ходе эксплуатации детали стираются, требуется нарастить на отдельные части дополнительные наплывы из металла. Наплавка требуется при различных ситуациях:
- Разбитость крепежных частей;
- Появление истертости;
- Выбитость кромок;
- Сколы;
- Разрушение кромок металлорежущих инструментов;
- Изношенность подшипниковых втулок и внутренних поверхностей.
Наплавкой в сварочной терминологии называется процесс восстановление утерянных форм, первоначальных размеров. Наплавка удобна тем, что ее можно расположить на любой поверхности, меняется ее толщина и объемы, происходит ремонт изношенного и дефектного оборудования.
Сварка инвертором
Видео уроки помогут понять, как проводить сварку. Пошаговая инструкция на видео покажет всю процедуру в последовательности. Как соединять металлические листы, контролировать дуговой промежуток. Будет видно, как формируется сварочный шов, какие могут появиться дефекты. Инвертор предоставляет возможность выполнить работы, которые раньше могли быть проделаны только тяжелым производственным оборудованием. Инвертор достаточно небольшой сварочный аппарат. Он экономичен, удобен в использовании. Основная нагрузка ложится на электрические сети. На инверторной панели выставляется нужная толщина дуги, она зависит от силы тока. Дуга поджигается, начинается процесс. Образуется окалина, шов, лишний металл сбивается металлическими молотками. Сварочный шов при правильном подходе будет крепким и цельным. При нарушении процесса появляется дефектный шов. Для получения идеального шва советуют проделывать круговые движения. Они сформируют нужную толщину наплыва. Инвертор позволяет держать нужный угол наклона, от которого также зависит качество получаемого шва:
- с углублением;
- плоский;
- каплеобразный;
- точечный;
- выпуклый.
Учитывается полярность. Прямая — дает сниженный ввод тепловой дуги в металл, расплавление узкое, но глубокое. Обратная полярность изменяет шов: он широкий, но неглубокий.
Методы применения электрических углеродистых сталей
Углеродистые стали делятся на группы в зависимости от процентного содержания углерода в сплавах:
- Высокоуглеродистые – 0,6-2,07%;
- Среднеуглеродистые – 0,25-0,6%;
- Низкоуглеродистые – меньше 0,25%.
В зависимости от группы проводится процедура дуговой сварки. Но есть и общие подходы к процессу. Стыковые швы в данном случае чаще свариваются, когда детали находятся в подвешенном состоянии. Оборудование нацелено на то, чтобы шов был прочно проварен, но без прожига металла. Электродуговая сварка позволяет проделать работы с двух сторон, швы могут быть наложены в несколько слоев. Если детали имеют достаточно большую по размерам толщину, то подойдет именно этот вид работ. Но расположение изделий и листов на весу приводит к допущению брака в работе. Для устранения его используют повторно электродуговой способ:
- Удаляется металл в месте дефекта;
- Кромки и поверхности зачищаются;
- Проводится повторное заваривание дефектных мест.
Если выбран электрошлаковый способ, то используется скобы. Они закрепляют детали и провариваются затем сверху на месте входа в металлические детали. Иногда для закрытия шва при этом способе привариваются планки. Они закрепляют шов, устраняя возможность разрыва конструкции.
Сварочные выпрямители
Аппараты, которые преобразуют переменный ток в постоянный ток, необходимый для сварки, называют выпрямителями. Они состоят из следующих составляющих:
- Силовой трансформатор;
- Дроссель насыщения;
- Регулятор напряжения (тока);
- Выпрямитель (блок)
- Дроссель;
- Пускорегулирующие приборы;
- Измерительное оборудование;
- Защитная аппаратура.
Выпрямитель проводит преобразование силовой энергии, он выравнивает нужные показатели электричества для получения нужного качества сварочных работ. Схем составления выпрямительных блоков несколько, их выбирают в зависимости от вида сварки, конструкции силовой части прибора.
Температура электросварки
Температура дуги доходит до 7 тысяч градусов. Она выше температуры, которую выдерживает любой из металлов. Именно поэтому и происходит плавление металла и его соединение с другим материалом.
Техника безопасности
Дуговая сварка требует от человека особого внимания. Он может быть поражен электрическим током, есть опасность отравиться вредными веществами, выделяемыми при сварочных работах от металла. Сварочная пыль состоит из различных химических соединений:
Наиболее опасны хром и марганец. Загрязнение воздуха происходит за счет выделения углерода и фтористого водорода. У человека может появиться головокружение, головная боль. Отравление вызовет рвоту. Появится слабость. При сильном воздействии на организм, при слабом иммунитете последствием неправильных работ станут хронические заболевания, обострения.
Наибольшая степень загрязнения происходит при сварке с покрытыми электродами. Меньше при автоматизации работ. Сварочная дуга дает различные излучения (цветовые, инфракрасные, ультрафиолетовые). Они отрицательно действуют на глаза: зрение слабеет и теряется. Тепло выделяемое при сварке может привести к ожогам.
Есть ряд требований и правил техники безопасности.
- Изоляция. Применяются различные защитные ограждения: блокировки, щиты, барьеры.
- Индивидуальные средства: специальная одежда, рукавицы, обувь, галоши, резиновый шлем.
- Создание необходимых безопасных условий. Нельзя работать при сильном ветре, дожде, снегопаде.
- Проверка исправности используемого оборудования.
- Работа только при наличии разрешения (допуска) или профессионального образования.
Обозначение дуговой сварки
В соответствии со стандартом ГОСТ 2.312 – 68 установлены специальные условные обозначения для чертежей. Чтобы найти или изобразить шов, получаемый пи дуговой сварке, потребуется знать условные знаки, применяемые в строительной документации.
Шов, который видим, на чертеже рисуется сплошной чертой, невидимый – линией из штрихов. Если сварной является не шов, а только конкретная точка на поверхности, то ее обозначают знаком +. Если точка скрыта от зрения, ее не изображают. Сама сплошная линия имеет разную толщину: для границ выбирается линия более четкая, а для элементов, находящихся внутри или по кромке потребуется тонкая линия. Для упрощения работы с чертежами от каждого изображения шва идет выносная стрелка, которая укажет технический документ.
Стоимость аппаратов различных видов сварки колеблется в 2 до 170 тысяч. В зависимости от цели и объемов работ можно подобрать оборудование по нужной цене. Ассортимент техники достаточно широк. При выборе потребуется консультация специалиста, только он подскажет, на какой модификации лучше остановиться, какой прибор приобретать.
Источник
Защита сварочной ванны от воздействия окружающей среды
СЛАЙД 2 Расширение применения сварочных технологий в промышленности стало возможным после разработки надежных методов защиты зоны сварки от воздействия с окружающей средой – воздухом и водой. Применение сварки при подводнотехнических работах имеет специфические особенности и поэтому не рассматривается.
Как уже отмечалось сварка плавлением это высокотемпературный процесс, который сопровождается изменением состава металла сварочной ванны при взаимодействии с кислородом, азотом, парами воды и другими компонентами воздуха. Высокая реакционная активность расплавляемых металлов приводит к образованию оксидов, нитридов и гидридов, значительно ухудшающих состав и свойства металла сварного шва.
При сварке трубопроводов и конструкций используется четыре основных способа защиты сварочной ванны от вредного воздействия окружающей воздушной среды:
Вакуумная защита применяется при сварке конструкций из титана, молибдена, ванадия и других химически активных и тугоплавких металлов и поэтому в дальнейшем рассматриваться не будет.
Шлаковая защита
СЛАЙД 3 При автоматической и механизированной (полуавтоматической) сварке под слоем флюса применяется шлаковая защита зоны сварки (рис 1).

Рис. 1 Схема механизированной сварки под слоем флюса:
1 – свариваемый основной металл; 2 – подающие ролики; 3 – электродная проволока; 4 – слой гранулированного флюса; 5 – шлак; 6 – сварной шов; 7 – сварочная ванна; 8 – дуговой разряд СЛАЙД 4
Электрический дуговой разряд, перемещаемый вдоль свариваемого шва механическим устройством, поддерживается в замкнутом пространстве в среде расплавленного флюса и флюса в полужидком состоянии, причем газы дуговой атмосферы – пары металла и компонентов флюса – поддерживают давление внутри полости выше, чем давление окружающей атмосферы. Дуговая сварка под слоем флюса – высокопроизводительный процесс, обеспечивающий хорошее формирование сварного шва.
СЛАЙД 5 Состав флюса подбирается таким образом, чтобы образующийся шлак при плавлении и последующем застывании легко отделялся от поверхности сварного соединения.
В основном применяются плавленые и керамические флюсы.
СЛАЙД 6 Плавленые получаются сплавлением входящих в них компонентов в электрических или пламенных печах и гранулируются выливанием в воду.
Керамические флюсы получаются путем грануляции замеса из тонкоизмельченных компонентов, соединенных между собой жидким стеклом. В отличие от плавленых в керамических флюсах могут содержаться металлические порошки – раскислители и легирующие компоненты, так как в процессе приготовления керамические флюсы не подвергаются нагреву до высоких температур.
СЛАЙД 7 Наибольшее распространение в производстве получили плавленые флюсы различных марок, изготовляемые в крупных промышленных масштабах. Плавленые флюсы по своему составу и назначению делятся на алюмосиликатные, предназначенные для сварки сталей различных марок, и фторидные, предназначенные для сварки титановых сплавов. Алюмосиликатные флюсы выбираются по составу в зависимости от марки стали, так как при взаимодействии со шлаком состав металла сварочной ванны может изменяться.
СЛАЙД 8 Классификация флюсов производится также по физическим свойствам: по структуре зерна они делятся на стекловидные и пемзовидные, по характеру изменения вязкости – на длинные и короткие, по характеру взаимодействия с металлом – на активные и пассивные. Пассивные применяются в основном при сварке среднелегированных сталей.
СЛАЙД 9 При дуговой сварке под слоем плавленого флюса различают: высокотемпературную зону, охватывающую плавящийся торец электрода, капли металла, проходящие дуговой промежуток и активное пятно дугового разряда в сварочной ванне; и низкотемпературную зону – хвостовая часть ванны, где температура приближается к температуре кристаллизации металла.
В высокотемпературной зоне интенсивно развиваются эндотермические реакции, приводящие к легированию и одновременно к окислению металла сварочной ванны компонентами флюса. В этой же зоне происходит интенсивное окисление углерода стали и восстановление кремния марганцем.
Интенсивное перемешивание шлака с металлом приводит к извлечению значительной части FeO в шлаковую фазу.
При сварке под флюсом почти не происходят потери металла и оценить изменения химического состава металла шва можно по исходному составу. По шлифу сварного шва можно определить его площадь и, зная разделку под сварку можно найти соотношение количеств расплавленного основного металла и наплавленного электродного металла, а затем, зная состав проволоки и состав основного металла, находят исходный состав, предполагая, что никаких химических реакций не было.
СЛАЙД 10 Керамические флюсы для сварки металлов позволяют сохранять все преимущества автоматической сварки под слоем флюса: малые потери металла, высокая производительность, высокое качество сварных соединений, но в то же время позволяют легировать и раскислять металл сварочной ванны в очень широких пределах. Керамические флюсы представляют собой порошки различных компонентов, образующих шлаковую фазу, изолирующую металл от окисления, и ферросплавы или свободные металлы для раскисления и легирования. Все эти порошковые материалы замешивают на растворе силиката натрия Na2SiO3 (жидкое стекло) и подвергают грануляции на специальных устройствах. После этого их просушивают, прокаливают для удаления влаги и хранят в герметической таре. Так как в процессе изготовления они не подвергаются нагреву, то все даже активные металлы в них сохранены и при плавлении флюса они переходят в металл шва, раскисляя его и легируя до нужного состава.
СЛАЙД 11 По назначению различают керамические флюсы для сварки и наплавки углеродистых и легированных сталей, цветных металлов и сплавов. По химическому составу шлакообразующей массы флюсы могут быть отнесены к кислым, нейтральным и основным. Кроме того, их делят на несколько типов: марганцово-силикатные, кальций-силикатные и флюоритно-основные и др.
По степени легирования металла шва керамические флюсы делятся на слабо легирующие для сварки низкоуглеродистых и низколегированных и сильно легирующие для сварки специальных сталей.
Основной недостаток керамических флюсов состоит в том, что они обладают повышенной гигроскопичностью, что требует хранения их в герметичной таре и прокалки перед сваркой. Наличие гидратной влаги в флюсе приводит к повышению содержания водорода в наплавленном металле, что ухудшает его свойства.
Источник



