
Pereosnastka.ru
Обработка дерева и металла
Заправка и восстановление инструмента — дело серьезное и ответственное, требующее большого внимания слесаря. От того, как подготовлен инструмент, зависят производительность и качество обработки. Слесарю приходится заправлять и восстанавливать зубила, крейцмейсели, кернеры, бородки, развертки и другой слесарный инструмент.
Зубило и крейцмейсель, как указывалось, изготовляют из углеродистой и инструментальной стали У7А.
Сработанное зубило надо заправлять так:
1) захватить клещами конец зубила со стороны ударной части и медленно нагреть другой конец до вишнево-красного цвета;
2) нагретый конец отковать (оттянуть) до необходимого размера;
3) перехватить клещами откованную часть зубила, нагреть и отковать другой конец — ударную часть зубила;
4) после ковки отжечь зубило;
5) опилить режущую и ударную части зубила; при опиливании режущей части следить за тем, чтобы режущие грани были одинаковой ширины;
6) закалить режущую часть на длине 30 мм, а ударную часть — на длине 15 мм, зачистить закаленные места; отпустить режущую часть до появления цвета побежалости от темно-желтого до фиолетового, а ударную часть — до синего;
7) заточить зубило под угол, соответствующий обрабатываемому материалу;
8) изготовленное зубило испытать обрубкой железной полосы толщиной 4 мм и шириной 50 мм.
Новое зубило нужно изготовлять так:
1) отрезать от прутка стали заготовку по длине зубила, захватить заготовку клещами за один конец и нагреть другой конец или же выбрать пруток длиной 600—700 мм, взять его за один конец рукой в рукавицах, а другой конец нагреть, затем этот конец отковать под режущую часть зубила;
2) отмерить на прутке длину зубила от откованного конца, нагреть пруток в этом месте и отрубить требуемый кусок кузнечным зубилом;
3) захватить клещами отрубленный кусок за откованную часть, нагреть противоположный конец и отковать ударную часть зубила.
Далее повторяются операции, указанные в предыдущем примере, начиная с п. 4.
Крейцмейсель восстанавливают и изготовляют так же, как и зубило, только отковка режущей части у него несколько сложнее. После закалки и заточки крейцмейсель испытывают прорубкой шпоночной канавки глубиной не менее 3 мм и шириной, равной ширине режущей кромки, на длину 40—50 мм.
Бородки, сильно изношенные или поломанные, не исправляют, а заменяют новыми. Изготовляют этот инструмент из стали марки У8 и У8А. Чтобы изготовить квадратный или круглый бородок, нужно выполнить следующее:
1) отрезать от прутковой стали заготовку по длине бородка;
2) захватить клещами заготовку за один конец, нагреть другой конец до вишнево-красного цвета и отковать (оттянуть) коническую часть бородка;
3) перехватить клещами откованную часть, нагреть другой конец и отковать ударную часть;
4) опилить стороны квадратного бородка или коническую поверхность круглого бородка и торец бородка;
5) закалить с отпуском рабочую часть на всю ее длину, а ударную часть — на длину до 15 мм;
6) испытать бородок, пробив десять отверстий в листовой стали марки Ст.О толщиной 0,8—1 мм (лист положить на твердое дерево).
Кернер изготовляют из углеродистой инструментальной стали марок от У7А до У10А. Его можно сделать из круглого, квадратного или восьмигранного материала либо токарным способом, либо слесарным.
Слесарным способом кернер изготовляют так:
1) от круглой или восьмигранной прутковой стали отрезают заготовку по длине кернера;
2) захватив заготовку клещами за один конец, нагревают другой конец до вишнево-красного цвета и отковывают (оттягивают) коническую часть;
3) перехватив кернер клещами за откованную часть, нагревают другой конец и отковывают ударную часть;
4) опиливают коническую часть, острие и ударную часть кернера;
5) закаливают с отпуском рабочую часть на длину до 20 мм, а ударную часть кернера—на длину до 15 мм;
6) изготовленный кернер испытывают, накернив на полосе стали марки Ст. 6 десять точек.
Отвертки изготовляют из инструментальной углеродистой стали марки У7. Заправку сломанного или выкрошившегося конца отвертки надо производить так:
1) выбить из отвертки заклепки и снять деревянные;
2) захватить клещами ручку отвертки и нагреть;
3) отковать (оттянуть) клинообразно конец отвертки, производя ковку сначала по плоскости, затем по ребру; после этого окончательно выправить отвертку ковкой с попеременным поворотом то на плоскость, то на ребро;
4) после ковки отжечь рабочий конец отвертки;
5) опилить и зачистить рабочий конец;
6) закалить с отпуском до темно-синего цвета рабочий конец отвертки на длине 20 мм;
7) приклепать деревянные накладки.
Источник
Заточка и заправка разметочного инструмента
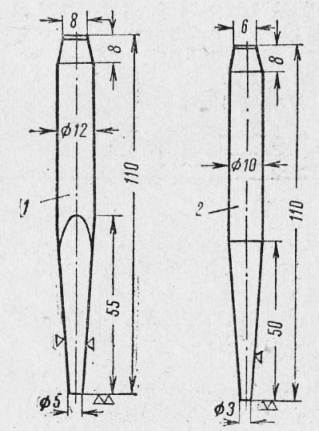
Заточка чертилки
Заточка чертилки на электроточиле (а) и заточенная чертилка (б)

Устанавливают подручник электроточила так, чтобы зазор между ним и абразивным (заточным) кругом не превышал 2 — 3 мм. Включив электроточило, берут обеими руками чертилку и, опираясь левой рукой на подручник, вращают чертилку вокруг своей оси. Затачивают на боковой поверхности абразивного круга под небольшим углом к ней. Рабочую часть чертилки затачивают на длину 15 — 20 мм.
Заточка кернера
| Заточка кернера |
Отрегулировав зазор между подручником и заточным кругом, берут кернер обеими руками и располагают под углом 30 — 40° к периферии, а не к боковой поверхности круга, как при заточке чертилки. Включив электроточило, поворачивают кернер вокруг своей оси, опираясь левой рукой на подручник.
Проверяют углы заточки шаблонами.
| | Проверка заточки кернера по шаблону |
Углы заточки для стали, чугуна, бронзы 60°, для мягких металлов 45°.
Заточка разметочного циркуля
| | Заточка ножек разметочного циркуля |
Готовят станок так же, как и при заточке чертилки и кернера. Ножки циркуля затачивают на боковой поверхности абразивного круга. Вместе сведенные ножки циркуля затачивают с четырех сторон на длину 15 — 20 мм так, чтобы острия обеих ножек сходились в одной точке.
Заправляют ножки циркуля на бруске.
При работе на электроточиле надо пользоваться защитным экраном или очками.
Вопросы
- Из каких частей состоит электроточило?
- Перечислите правила безопасной работы на электроточиле.
- На какой поверхности абразивного круга затачивают чертилки?
- Расскажите о последовательности заточки кернера.
- Как затачивают разметочный циркуль?
Упражнения
- Проверьте состояние чертилок, кернеров и заправьте их.
- Проверьте, исправлен ли циркуль, и подготовьте его к работе.
Нанесение параллельных рисок при помощи линейки и циркуля
На подготовленной поверхности заготовки чертилкой при помощи линейки проводят произвольную линию (риску) АБ.
Нанесение параллельных рисок при помощи линейки и циркуля
а — проведение дуг; б — проведение касательной ВГ к дугам.
Отступив от концов линии АБ на 10 — 15 мм, делают на ней кернером два углубления О и О1. Заданным раствором циркуля (в нашем примере 30 мм) устанавливают ножку в углубление О и чертят одну дугу, а из углубления О1 другую дугу.
Касательно к обеим дугам по линейке проводят чертилкой риску ВГ, которая будет параллельна ранее проведенной риске — АБ. Параллельность рисок проверяют линейкой. Расстояние между рисками в любых точках должно быть одинаково (30 мм).
Вопросы
- Какие линии параллельны между собой?
- Как провести риску параллельно ровной кромке заготовки, пользуясь линейкой и циркулем, если расстояние между кромкой и риской 40 мм?
- Как проверяют параллельность рисок?
Упражнения
- Проведите параллельные риски при помощи линейки и циркуля на расстоянии 20 мм, 40 мм, 65 мм.
- В прямоугольнике со сторонами 60 и 130 мм проведите горизонтальную и вертикальную осевые линии, пользуясь линейкой и циркулем. Определите, какие линии параллельны.
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Источник
Заточка слесарного инструмента.
Сложный инструмент (фрезы, метчики, развертки, зенкеры и т.п.) при заточке нуждается в специальной оснастке, которая устанавливается на специальном заточном станке, на котором работает соответствующей квалификации рабочий. Менее сложный инструмент (чертилки, зубила, шаберы, токарные резцы, сверла и т.п.) каждый специалист может заточить самостоятельно на универсальном заточном станке.
Перед заточкой инструмента проверяют исправность точильно-шлифовального станка состояние ограждений, местного освещения, точность установки подручника у абразивного круга(зазор между кругом и подручником должен составлять 2. 3 мм), надежность крепления подручника, наличие и надежное крепление экрана и т. п. и емкости с водой или СОЖ для охлаждения затачиваемого инструмента.
Перед включением станка опускают и закрепляют экран в нужном положении или надевают защитные очки.
При заточке чертилки берут ее левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Затачиваемый конец чертилки располагают под углом 15-20° к периферии абразивного круга и с легким нажимом равномерно вращают ее пальцами правой руки. Для предохранения от перегрева острия чертилки его периодически охлаждают окунанием в воду. Длина заточенного острия чертилки должна составлять примерно 20 мм.
Заточку кернера выполняют аналогично заточке чертилки, но затачиваемый конец кернера располагают под углом 30° к периферии абразивного круга. Угол заточки кернера проверяют шаблоном. При этом обращают внимание на то, чтобы не было смещения заточенной части относительно оси корпуса кернера.
Для заточки ножки циркуля сводят так, чтобы они находились в плотном соприкосновении. Затем циркуль берут левой рукой за середину, ниже дуги со стопорным винтом, а правой — за шарнирное соединение ножек; располагают ножки циркуля под необходимым углом (примерно 25-30°) по отношению к абразивному кругу; затачивают конец одной ножки, а затем, изменив положение ножек, — затачивают конец второй ножки; углы ножек должны быть симметричными при одинаковой длине ножек и плотном соприкосновении их плоскостей; острые концы ножек доводят на абразивном бруске и снимают заусенцы на боковых гранях и внутренних плоскостях.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 6 |
| Слесарные работы |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 7 |
| Слесарные работы |
Рубка металла
Рубка – слесарная операция, при которой с помощью режущего инструмента и ударного инструмента, с поверхности заготовки или детали удаляют лишние слои металла, или разрубают заготовку на части.
Применяется для:
· Снятия твердой корки, акалины, заусенцев.
· Разделки трещин в деталях на сварку.
· Вырубания шконочных пазов, каналов.
· Срубание головок, заклёпок.
· Устранение кромок в налитых деталях.
В зависимости от назначения детали, рубка может быть:
А) Чистовой – за один проход снимает слой металла толщиной 0,5-0,1 мм;
Б) Черновой – за один проход снимает слой металла толщиной 1,5-2 мм;
Точность обработки 0,4-1 мм
Инструменты для рубки:
Рубка может выполняться на плите и в тисках.
Рубка может выполняться одним из видов удара:
Кистевой. При нем изгибается только кисть правой руки. Выполняется при выполнении точной, лёгкой работы, таких как снятие тонких слоев металла, удаление небольших неровностей.
Локтевой. При нем рука изгибается только в локте и удар получается более сильным. Применяется при обычной рубке, снятии средней толщины, прорубании пазов и канавок.
Плечевой. При нем рука движется в плечевом суставе, благодаря этому получается больший размах, и сила удара. Применяется при удалении толстого слоя металла, удаление большого припуска за один проход, обработка больших плоскостей.
Брак при рубке
Причины:
— неправильные приемы рубки;
— невнимательность;
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 8 |
| Слесарные работы |
— рубка тупым инструментом.
Безопасные условия труда:
· Работать только исправным инструментом
· Молотки, зубила, крейцмейсели не должны иметь сбитых мест, расклепок (шляпок) и трещин.
· Рукоятка молотка должна быть целой (без трещин и сучков), из твердого и вязкого дерева и расклинена металлическим наершенным клином.
· Зубило и крейцмейсель должны быть заточены под требуемый угол в зависимости от обрабатываемого металла.
· При рубке зубилом и крейцмейсельем необходимы защитные очки.
· Следует использовать ограждения (сетку, щиток).
· На зубила следует одевать резиновую шайбу.
· Заготовку надёжно закреплять в тесках.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 9 |
| Слесарные работы |
1.4. Правка и гибка металла.
Гибка металла — слесарная операция по обработке металла путём гибки его под давлением, в результате которой, заготовке или детали придаётся необходимая изогнутая форма.
Бывает ручная и машинная. Выполняется при холодном или горячем состоянии заготовки. Гибке подлежат только пластичные материалы.
Ручная слесарная гибка производится молотками. В тисках на плитке или с помощью специальных гибочных приспособлений. Тонкий листовой металл гнут киянками.
Механизированная гибка выполняется на гибочных прессах и вальцах. Детали заготовок больших сечений гнут с предварительным прогревом, в результате чего металл нагревается для облегчения процесса гибки.
Суть гибки заключается что, что одна часть заготовки перегибается на по отношению к другой на заданный угол.
В процессе гибки наружные слои металла растягиваются, а внутренние испытывают напряжение сжатием. Не изменяется длина слоя, которая совпадает с осевой линией. Этот слой металла называют средними или нейтральным.
Дата добавления: 2020-01-07 ; просмотров: 814 ; Мы поможем в написании вашей работы!
Источник



