
- Способы установки заготовок на токарных станках
- зМБЧБ 4 пВТБВПФЛБ ЪБЗПФПЧПЛ ОБ ФПЛБТОЩИ УФБОЛБИ
- 4.1 фЙРЩ УФБОЛПЧ
- 4.2 тЕЦХЭЙК ЙОУФТХНЕОФ Й РТЙУРПУПВМЕОЙС ДМС ЪБЛТЕРМЕОЙС ЪБЗПФПЧПЛ
- 4.3 пВТБВПФЛБ ЪБЗПФПЧПЛ ОБ ФПЛБТОЩИ УФБОЛБИ
- Способы закрепления заготовок на токарном станке
- Установка и закрепление заготовок на токарных станках
- СПОСОБЫ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК НА СТАНКЕ
- Крепление заготовок на токарном станке и установка резца
- Центр для токарного станка
- Люнет для токарного станка
- Оправка для токарного станка
- Установка токарного резца на станке токарной группы
- Способы закрепления заготовок на токарных станках
- Закрепление заготовки в токарном станке
- Способы установки и базирование деталей для токарной обработки
Способы установки заготовок на токарных станках




![]()
![]()
Установку и закрепление заготовки на токарных станках производят в зависимости от формы, размеров и точности детали [1]. Наиболее часто применяемые способы установки рассмотрены ниже.
Установку в центрах часто применяют для валов, барабанов, цилиндров, а также заготовок, закрепленных на оправках. Мелкие и средние по массе заготовки устанавливают на цельные упорные центры с поводковым хомутиком, причем для подрезания торца со стороны задней бабки используют полуцентр (рис. 1.2, а).
Поводковый хомутик служит для передачи вращательного движения от шпинделя станка к обрабатываемой детали. Хомутик с ручным зажимом надевают на обрабатываемую деталь, закрепляют винтом и затем обрабатываемую деталь с хомутиком устанавливают в центрах станка. При включении станка обрабатываемая деталь через поводковую планшайбу и хомутик получает вращение от шпинделя. Задние центры при обработке с высокими скоростями выполняют вращающимися, точность установки в этом случае ниже. Заготовки с отверстием устанавливают на центры увеличенного диа
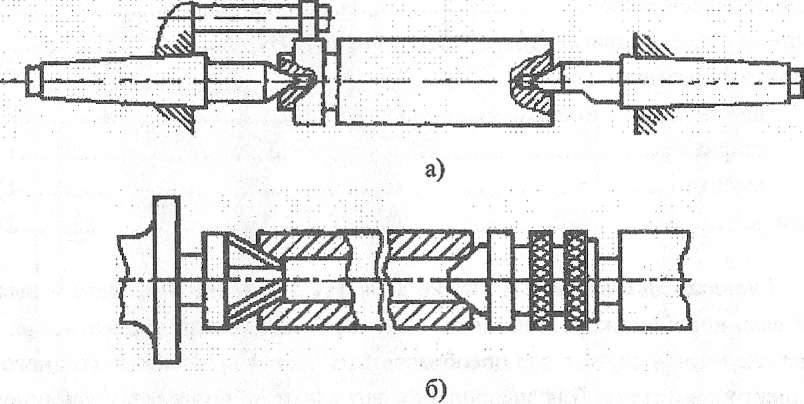
Рис. 1.2. Установка заготовок в центрах: а — на цельный упорный центр с поводковым хомутиком и задний полуцентр; б — на задний грибковый вращающийся центр и передний рифленый центр
или цилиндр по наружной поверхности и подрезать оба торца заготовки, так как обработку ведут без поводка.
Установку в центрах с использованием подвижного люнета применяют при обработке нежестких заготовок (рис. 1.3). Люнет — опора для уменьшения прогиба длинных деталей (при l > 12d). К установочной поверхности под люнет предъявляют высокие требования по суммарным отклонениям и допускам формы и расположения поверхностей.
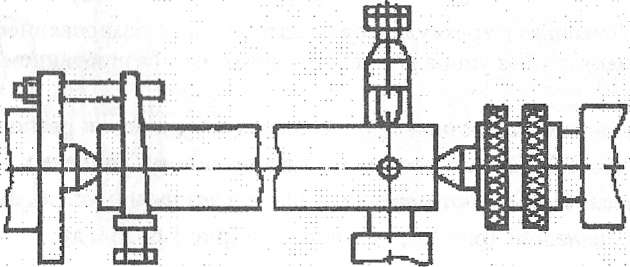
Рис. 1.3. Установка в центрах с использованием подвижного люнета
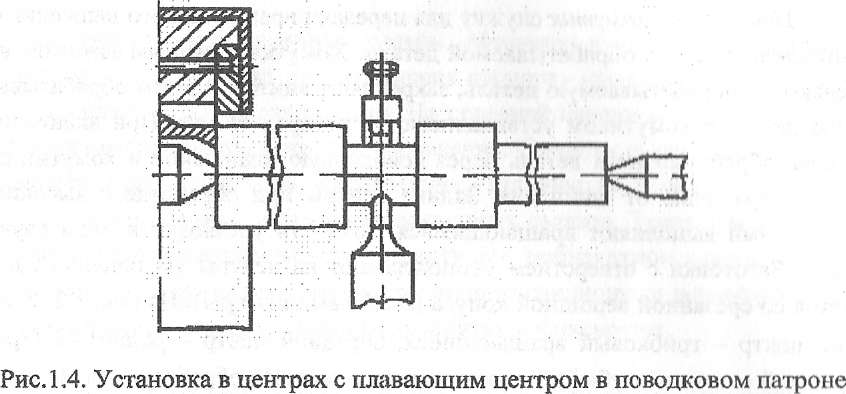
Установку в патроне и на неподвижном люнете используют для обработки отверстия и торца заготовки, а также участка заготовки, расположенного между люнетом и патроном (рис. 1.4).
При установке в патронах обрабатывают заготовки небольшой длины. Наибольшая жесткость обеспечивается при креплении заготовки за наружную или внутреннюю поверхность обода, наименьшая — при креплении за ступицу (рис. 1.5).
и на неподвижном люнете
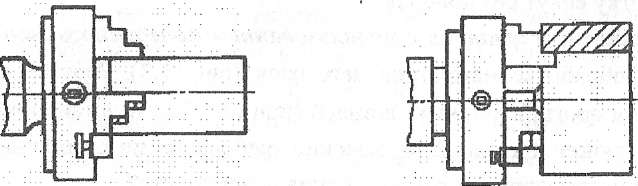
Рис. 1.5. Установка в трехкулачковом патроне: а — с базированием по наружному диаметру без упора в торец; б — вразжим с базированием по торцу
Заготовки с отверстием при высоких требованиях к расположению баз и обрабатываемым поверхностям устанавливают на концевых или центровых оправках. Применяют оправки гладкие с зазором (рис.1.6, а), конические (рис.1.6, б), цанговые (рис. 1.6, в), с натягом (рис. 1.6, г) и др.
Источник
зМБЧБ 4 пВТБВПФЛБ ЪБЗПФПЧПЛ ОБ ФПЛБТОЩИ УФБОЛБИ
4.1 фЙРЩ УФБОЛПЧ
фПЛБТОЩЕ УФБОЛЙ РТЕДОБЪОБЮЕОЩ ДМС ПВТБВПФЛЙ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ, ЙНЕАЭЙИ ЖПТНХ ФЕМ ЧТБЭЕОЙС. фЕИОПМПЗЙЮЕУЛЙК НЕФПД ЖПТНППВТБЪПЧБОЙС РПЧЕТИОПУФЕК ФПЮЕОЙЕН ИБТБЛФЕТЙЪХЕФУС ЧТБЭБФЕМШОЩН ДЧЙЦЕОЙЕН ЪБЗПФПЧЛЙ Й РПУФХРБФЕМШОЩН ДЧЙЦЕОЙЕН ЙОУФТХНЕОФБ — ТЕЪГБ. дЧЙЦЕОЙЕ РПДБЮЙ ПУХЭЕУФЧМСЕФУС РБТБММЕМШОП ПУЙ ЧТБЭЕОЙС ЪБЗПФПЧЛЙ (РТПДПМШОПЕ ДЧЙЦЕОЙЕ РПДБЮЙ), РЕТРЕОДЙЛХМСТОП ПУЙ ЧТБЭЕОЙС ЪБЗПФПЧЛЙ (РПРЕТЕЮОПЕ ДЧЙЦЕОЙЕ РПДБЮЙ), РПД ХЗМПН Л ПУЙ ЧТБЭЕОЙС ЪБЗПФПЧЛЙ (ОБЛМПООПЕ ДЧЙЦЕОЙЕ РПДБЮЙ).
рПД ФПЮЕОЙЕН РПОЙНБАФ ПВТБВПФЛХ ОБТХЦОЩИ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ. тБЪОПЧЙДОПУФЙ ФПЮЕОЙС УМЕДХАЭЙЕ:
- ТБУФБЮЙЧБОЙЕ — ПВТБВПФЛБ ЧОХФТЕООЙИ РПЧЕТИОПУФЕК;
- РПДТЕЪБОЙЕ — ПВТБВПФЛБ РМПУЛЙИ (ФПТГПЧЩИ) РПЧЕТИОПУФЕК;
- ТБЪТЕЪБОЙЕ — ТБЪДЕМЕОЙЕ ЪБЗПФПЧЛЙ ОБ ЮБУФЙ.
оБ ЧЕТФЙЛБМШОЩИ РПМХБЧФПНБФБИ, БЧФПНБФБИ Й ФПЛБТОП-ЛБТХУЕМШОЩИ УФБОЛБИ ЪБЗПФПЧЛЙ ЙНЕАФ ЧЕТФЙЛБМШОХА ПУШ ЧТБЭЕОЙС, ОБ ДТХЗЙИ ФЙРБИ ФПЛБТОЩИ УФБОЛПЧ — ЗПТЙЪПОФБМШОХА. оБ ФПЛБТОЩИ УФБОЛБИ ЧЩРПМОСАФ ЮЕТОПЧХА, РПМХЮЙУФПЧХА Й ЮЙУФПЧХА ПВТБВПФЛХ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ. рП ФЕИОПМПЗЙЮЕУЛПНХ ОБЪОБЮЕОЙА УФБОЛЙ ФПЛБТОПК ЗТХРРЩ ДЕМСФ ОБ ФПЛБТОП-ЧЙОФПТЕЪОЩЕ, ФПЛБТОП-ТЕЧПМШЧЕТОЩЕ, ЛБТХУЕМШОЩЕ, НОПЗПТЕЪГПЧЩЕ, ПДОП- Й НОПЗПЫРЙОДЕМШОЩЕ БЧФПНБФЩ Й ДТ. рП УРПУПВХ ХРТБЧМЕОЙС ТБЪМЙЮБАФ УФБОЛЙ У ТХЮОЩН ХРТБЧМЕОЙЕН, РПМХБЧФПНБФЩ Й БЧФПНБФЩ; У УЙУФЕНБНЙ ЮЙУМПЧПЗП РТПЗТБННОПЗП ХРТБЧМЕОЙС.
фПЛБТОП-ЧЙОФПТЕЪОЩЕ УФБОЛЙ (ТЙУХОПЛ 4.1, Б) РТЙНЕОСАФ ХУМПЧЙСИ ЕДЙОЙЮОПЗП РТПЙЪЧПДУФЧБ ДМС ПВТБВПФЛЙ ЪБЗПМПЧПЛ ОЕВПМШЫЙИ РБТФЙК. пВТБВПФЛБ УМПЦОЩИ ЪБЗПФПЧПЛ ФТЕВХЕФ РТЙНЕОЕОЙС ВПМШЫПЗП ЮЙУМБ ТЕЦХЭЕЗП ЙОУФТХНЕОФБ. дМС УПЛТБЭЕОЙС РПФЕТШ ЧТЕНЕОЙ ОБ УНЕОХ ЙОУФТХНЕОФБ ОЕПВИПДЙНП УРЕГЙБМШОПЕ ХУФТПКУФЧП. фБЛЙН ХУФТПКУФЧПН СЧМСЕФУС ТЕЧПМШЧЕТОБС ЗПМПЧЛБ (ТЕЧПМШЧЕТОЩК УХРРПТФ) ФПЛБТОП-ТЕЧПМШЧЕТОПЗП УФБОЛБ (ТЙУХОПЛ 4.1, В).
лТПНЕ ФПЗП, ОБ ТЕЧПМШЧЕТОЩИ УФБОЛБИ НПЦОП ЧЕУФЙ РБТБММЕМШОХА (ПДОПЧТЕНЕООХА) ПВТБВПФЛХ ОЕУЛПМШЛЙИ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ ТБЪОЩНЙ, ЙОУФТХНЕОФБНЙ.
фПЛБТОП-ЛБТХУЕМШОЩЕ УФБОЛЙ (ТЙУХОПЛ 4.1, Ч) РТЕДОБЪОБЮЕОЩ ДМС ПВТБВПФЛЙ ЛТХРОЩИ ФСЦЕМЩИ ЪБЗПФПЧПЛ. тБВПЮЙЕ ЛПМЕУБ ЧПДСОЩИ Й ЗБЪПЧЩИ ФХТВЙО, ЪХВЮБФЩИ ЛПМЕУ, НБИПЧЙЛПЧ Й Ф.Д.) пУПВЕООПУФША УФБОЛПЧ СЧМСЕФУС ОБМЙЮЙЕ ЛТХЗМПЗП ЗПТЙЪПОФБМШОПЗП УФПМБ-ЛБТХУЕМЙ У ЧЕТФЙЛБМШОПК ПУША ЧТБЭЕОЙС.
тЙУХОПЛ 4.1 — пВЭЙЕ ЧЙДЩ УФБОЛПЧ ФПЛБТОПК ЗТХРРЩ
нОПЗПТЕЪГПЧЩЕ ФПЛБТОЩЕ РПМХБЧФПНБФЩ (ТЙУХОПЛ 4.1,З) РТЕДОБЪОБЮЕОЩ ДМС ПВТБВПФЛЙ ОБТХЦОЩИ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ УФХРЕОЮБФЩИ ЧБМПЧ, ВМПЛПЧ ЪХВЮБФЩИ ЛПМЕУ, ЫРЙОДЕМЕК Й Ф. Д. оБ НОПЗПТЕЪГПЧПН РПМХБЧФПНБФЕ ПДОПЧТЕНЕООП ПВТБВБФЩЧБАФ ОЕУЛПМШЛП РПЧЕТИОПУФЕК ЪБЗПФПЧЛЙ.
оБ ПДОПЫРЙОДЕМШОЩИ ФПЛБТОП-ТЕЧПМШЧЕТОЩИ БЧФПНБФБИ ПВТБВБФЩЧБАФ ЪБЗПФПЧЛЙ ОЕВПМШЫЙИ ТБЪНЕТПЧ (ДЙБНЕФТПН 8-31 НН), ОП УМПЦОЩИ ЖПТН пОЙ ТБВПФБАФ РП ЪБНЛОХФПНХ ФЕИОПМПЗЙЮЕУЛПНХ ГЙЛМХ РБТБММЕМШОПК ПВТБВПФЛЙ РПЧЕТИОПУФЕК.
нОПЗПЫРЙОДЕМШОЩЕ БЧФПНБФЩ РБТБММЕМШОПК ПВТБВПФЛЙ ЪБЗПФПЧПЛ ЙУРПМШЪХАФ Ч НБУУПЧПН РТПЙЪЧПДУФЧЕ. юЙУМП ПДОПЧТЕНЕООП ПВТБВБФЩЧБЕНЩИ ЪБЗПФПЧПЛ ТБЧОП ЮЙУМХ ЫРЙОДЕМЕК БЧФПНБФБ. йЪЗПФПЧМСАФУС ДЕФБМЙ ПДОПЗП ФЙРПТБЪНЕТБ, ЖПТНБ ДЕФБМЕК — УТЕДОЕК УМПЦОПУФЙ.
ч ОБУФПСЭЕЕ ЧТЕНС УФБОЛПУФТПЙФЕМШОБС РТПНЩЫМЕООПУФШ РТПЙЪЧПДЙФ ЫЙТПЛХА ЗБННХ ФПЛБТОЩИ уФБОЛПЧ, ПУОБЭБЕНЩИ УЙУФЕНБНЙ юрх.
4.2 тЕЦХЭЙК ЙОУФТХНЕОФ Й РТЙУРПУПВМЕОЙС ДМС ЪБЛТЕРМЕОЙС ЪБЗПФПЧПЛ
нОПЗППВТБЪЙЕ ЧЙДПЧ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ, ПВТБВБФЩЧБЕНЩИ ОБ УФБОЛБИ ФПЛБТОПК ЗТХРРЩ, РТЙЧЕМП Л УПЪДБОЙА ВПМШЫПЗП ЮЙУМБ ФЙРПЧ ФПЛБТОЩИ ТЕЪГПЧ. рП ФЕИОПМПЗЙЮЕУЛПНХ ОБЪОБЮЕОЙА ТБЪМЙЮБАФ ТЕЪГЩ:
- РТПИПДОЩЕ РТСНЩЕ Й ХРПТОЩЕ ДМС ПВФБЮЙЧБОЙС ОБТХЦОЩИ ГЙМЙОДТЙЮЕУЛЙИ Й ЛПОЙЮЕУЛЙИ РПЧЕТИОПУФЕК,
- ТБУФПЮОЩЕ РТПИПДОЩЕ Й ХРПТОЩЕ — ДМС ТБУФБЮЙЧБОЙС УЛЧПЪОЩИ Й ЗМХИЙИ ПФЧЕТУФЙК,
- ПФТЕЪОЩЕ — ДМС ПФТЕЪБОЙС ЪБЗПФПЧПЛ,
- ТЕЪШВПЧЩЕ — ДМС ОБТЕЪБОЙС ОБТХЦОЩИ Й ЧОХФТЕООЙИ ТЕЪШВ,
- ЖБУПООЩЕ — ДМС ПВФБЮЙЧБОЙС ЖБУПООЩИ РПЧЕТИОПУФЕК,
- РТПТЕЪОЩЕ — ДМС РТПФБЮЙЧБОЙС ЛПМШГЕЧЩИ ЛБОБЧПЛ,
- ЗБМФЕМШОЩЕ — ДМС ПВФБЮЙЧБОЙС РЕТЕИПДОЩИ РПЧЕТИОПУФЕК НЕЦДХ УФХРЕОСНЙ ЧБМПЧ РП ТБДЙХУХ,
- РПДТЕЪОЩЕ — ДМС ПВФБЮЙЧБОЙС РМПУЛЙИ ФПТГПЧЩИ РПЧЕТИОПУФЕК.
рП ИБТБЛФЕТХ ПВТБВПФЛЙ ТЕЪГЩ ДЕМСФ ОБ ЮЕТОПЧЩЕ, РПМХЮЙУФПЧЩЕ Й ЮЙУФПЧЩЕ, РП ОБРТБЧМЕОЙА ДЧЙЦЕОЙС РПДБЮЙ — ОБ РТБЧЩЕ Й МЕЧЩЕ. рП ЛПОУФТХЛГЙЙ ТЕЪГЩ ДЕМСФ ОБ ГЕМЩЕ, У РТЙЧБТЕООПК ЙМЙ РТЙРБСООПК РМБУФЙОПК ЙЪ ТЕЦХЭЕЗП НБФЕТЙБМБ, УП УНЕООЩНЙ РМБУФЙОБНЙ. ыЙТПЛП РТЙНЕОСАФ ТЕЪГЩ У НОПЗПЗТБООЩНЙ РПЧФПТОП ОЕ ЪБФБЮЙЧБЕНЩНЙ РМБУФЙОБНЙ.
уРПУПВЩ ХУФБОПЧЛЙ Й ЪБЛТЕРМЕОЙС ЪБЗПФПЧЛЙ, ПВТБВБФЩЧБЕНПК ОБ ФПЛБТОПН УФБОЛЕ, ЪБЧЙУСФ ПФ ФЙРБ УФБОЛБ, ЧЙДБ ПВТБВБФЩЧБЕНПК РПЧЕТИОПУФЙ, ИБТБЛФЕТЙУФЙЛЙ ЪБЗПФПЧЛЙ (ПФОПЫЕОЙЕ ДМЙОЩ ЪБЗПФПЧЛЙ Л ДЙБНЕФТХ), ФПЮОПУФЙ ПВТБВПФЛЙ Й ДТХЗЙИ ЖБЛФПТПЧ.
оБ ФПЛБТОП-ЧЙОФПТЕЪОЩИ УФБОЛБИ ДМС ЪБЛТЕРМЕОЙС ЪБЗПФПЧПЛ ЫЙТПЛП ЙУРПМШЪХАФ ФТЕИЛХМБЮЛПЧЩЕ УБНПГЕОФТЙТХАЭЙЕУС РБФТПОЩ. ч БЧФПНБФЙЪЙТПЧБООЩИ УФБОЛБИ Й УФБОЛБИ У юрх ЙУРПМШЪХАФ РБФТПОЩ У НЕИБОЙЮЕУЛЙН, РОЕЧНБФЙЮЕУЛЙН, ЗЙДТБЧМЙЮЕУЛЙН Й ЬМЕЛФТЙЮЕУЛЙН РТЙЧПДБНЙ ЛХМБЮЛПЧ. ч ГЕОФТПЧЩИ УФБОЛБИ У юрх РТЙ l/d= 4 . . 10 ЪБЗПФПЧЛХ ХУФБОБЧМЙЧБАФ ОБ ГЕОФТБИ, Б ДМС РЕТЕДБЮЙ ОБ ОЕЕ ЛТХФСЭЕЗП НПНЕОФБ ПФ ЫРЙОДЕМС УФБОЛБ РТЙНЕОСАФ ТБЪМЙЮОЩЕ РПЧПДЛПЧЩЕ ХУФТПКУФЧБ Й РТЙУРПУПВМЕОЙС дМС ХУФБОПЧЛЙ ЪБЗПФПЧЛЙ Ч ГЕОФТБИ ЕЕ ОЕПВИПДЙНП ЪБГЕОФТЙТПЧБФШ, Ф. Е. УДЕМБФШ ГЕОФТПЧЩЕ ПФЧЕТУФЙС У ФПТГПЧ ЧБМБ. гЕОФТПЧЩЕ ПФЧЕТУФЙС ДЕМБАФ УРЕГЙБМШОЩНЙ ГЕОФТПЧПЮОЩНЙ УЧЕТМБНЙ. гЕОФТЩ НПЦОП ТБЪДЕМЙФШ ОБ ХРПТОЩЕ (ТЙУХОПЛ 4.2, В), УТЕЪБООЩЕ (ТЙУХОПЛ 4.2, Ч), ЫБТЙЛПЧЩЕ, (ТЙУХОПЛ 4.2, З), ПВТБФОЩЕ (ТЙУХОПЛ 4.2, Д) Й ЧТБЭБАЭЙЕУС (ТЙУХОПЛ 4.2, Е). хРПТОЩЕ ГЕОФТЩ ДЕМБАФ У ФЧЕТДПУРМБЧОЩНЙ ОБЛПОЕЮОЙЛБНЙ, ЮФП РПЧЩЫБЕФ ЙИ ДПМЗПЧЕЮОПУФШ. уТЕЪБООЩЕ ГЕОФТЩ РТЙНЕОСАФ РТЙ РПДТЕЪБОЙЙ ФПТГПЧ ЪБЗПФПЧЛЙ, ЛПЗДБ РПДТЕЪОПК ТЕЪЕГ ДПМЦЕО ДПКФЙ РПЮФЙ ДП ПУЙ ЧТБЭЕОЙС ЪБЗПФПЧЛЙ. ыБТЙЛПЧЩЕ ГЕОФТЩ ЙУРПМШЪХАФ РТЙ ПВФБЮЙЧБОЙЙ ЛПОЙЮЕУЛЙИ РПЧЕТИОПУФЕК ЪБЗПФПЧЛЙ, ПВТБФОЩЕ ГЕОФТЩ — РТЙ ПВТБВПФЛЕ ЪБЗПФПЧПЛ ОЕВПМШЫЙИ ДЙБНЕФТПЧ. чТБЭБАЭЙЕУС ГЕОФТЩ РТЙНЕОСАФ РТЙ ТЕЪБОЙЙ У ВПМШЫЙНЙ УЕЮЕОЙСНЙ УТЕЪБЕНПЗП УМПС НЕФБММБ, ЛПЗДБ ЧПЪОЙЛБАФ ВПМШЫЙЕ УПУФБЧМСАЭЙЕ УЙМЩ ТЕЪБОЙС, ЙМЙ РТЙ ПВТБВПФЛЕ ОБ ВПМШЫЙИ УЛПТПУФСИ ТЕЪБОЙС.
дМС ХУФБОПЧЛЙ ЪБЗПФПЧПЛ ЧФХМПЛ, ЛПМЕГ Й УФБЛБОПЧ ЫЙТПЛП РТЙНЕОСАФ УМЕДХАЭЙЕ ПРТБЧЛЙ: ЛПОЙЮЕУЛЙЕ (ТЙУХОПЛ 4.2,Ц), ОБ ЛПФПТЩИ ЪБЗПФПЧЛБ ХДЕТЦЙЧБЕФУС ОБ ПРТБЧЛЕ УЙМПК ФТЕОЙС ОБ УПРТСЦЕООЩИ РПЧЕТИОПУФСИ, ГБОЗПЧЩЕ (ТЙУХОПЛ 4.2,Ъ) У ТБЪЦЙНОЩНЙ ХРТХЗЙНЙ ЬМЕНЕОФБНЙ — ГБОЗБНЙ; ХРТХЗЙЕ У ЗЙДТПРМБУФНБУУПК, ЗПЖТЙТПЧБООЩНЙ ЧФХМЛБНЙ (ТЙУХОПЛ 4.2, Й), ФБТЕМШЮБФЩНЙ РТХЦЙОБНЙ Й Ф. Д. рПЧПДЛПЧЩЕ ХУФТПКУФЧБ РТЕДОБЪОБЮЕОЩ ДМС УЧСЪЙ ЪБЗПФПЧЛЙ ЙМЙ ПРТБЧЛЙ, ХУФБОПЧМЕООПК Ч ГЕОФТБИ, УП ЫРЙОДЕМЕН ФПЛБТОПЗП УФБОЛБ. лТПНЕ РПЧПДЛПЧЩИ ХУФТПКУФЧ, РЕТЕДБАЭЙИ ЛТХФСЭЙК НПНЕОФ ПФ ЫРЙОДЕМС Л ЪБЗПФПЧЛЕ, РТЙНЕОСАФ ФБЛЦЕ РПЧПДЛПЧП-ГЕОФТЙТХАЭЙЕ ХУФТПКУФЧБ.

тЙУХОПЛ 4.2 — рТЙУРПУПВМЕОЙС ДМС ЪБЛТЕРМЕОЙС ЪБЗПФПЧПЛ ОБ ФПЛБТОЩИ УФБОЛБИ
л РЕТЧПК ЗТХРРЕ ПФОПУСФУС ИБНХФЙЛЙ, ГЕОФТЩ-РПЧПДЛЙ, УЛПВЩ, РПЧПДЛПЧЩЕ РМБОЫБКВЩ, РПЧПДЛПЧЩЕ УБНПЪБЦЙНОЩЕ РБФТПОЩ. лП ЧФПТПК — УРЕГЙБМШОЩЕ ТЕЖМЕОЩЕ ГЕОФТЩ Й УБНПЪБЦЙНОЩЕ ГЕОФТЙТХАЭЙЕ РПЧПДЛПЧЩЕ РМБОЫБКВЩ. дМС ХУФБОПЧЛЙ ТЕЪГПЧ ОБ ФПЛБТОЩИ УФБОЛБИ У юрх У ТЕЧПМШЧЕТОЩНЙ ЗПМПЧЛБНЙ ЙУРПМШЪХАФ УРЕГЙБМШОЩЕ УНЕООЩЕ ЧЪБЙНПЪБНЕОСЕНЩЕ ЙОУФТХНЕОФБМШОЩЕ ВМПЛЙ. йОУФТХНЕОФБМШОЩЕ ВМПЛЙ ОБМБЦЙЧБАФ ОБ ТБЪНЕТЩ ПВТБВБФЩЧБЕНЩИ РПЧЕТИОПУФЕК ЪБЗПФПЧПЛ ЧОЕ УФБОЛБ ОБ УРЕГЙБМШОЩИ РТЙВПТБИ.
ьФП ЪОБЮЙФЕМШОП УОЙЦБЕФ РТПУФПЙ УФБОЛПЧ У юрх, РПЧЩЫБЕФ РТПЙЪЧПДЙФЕМШОПУФШ Й ФПЮОПУФШ ПВТБВПФЛЙ ВМБЗПДБТС ВЩУФТПК ХУФБОПЧЛЕ ОБ УФБОЛБИ ФПЮОП ОБМБЦЕООЩИ ЙОУФТХНЕОФБМШОЩИ ВМПЛПЧ. фПЛБТОЩЕ УФБОЛЙ ОЕЛПФПТЩИ НПДЕМЕК ЙНЕАФ ЙОУФТХНЕОФБМШОЩЕ НБЗБЪЙОЩ, Ч ЛПФПТЩИ ТБУРПМПЦЕО ЧЕУШ ЙОУФТХНЕОФ, ОЕПВИПДЙНЩК ДМС ПВТБВПФЛЙ ЪБЗПФПЧЛЙ. ч ФБЛЙИ УМХЮБСИ УФБОПЛ УОБВЦБЕФУС УРЕГЙБМШОЩН БЧФППРЕТБФПТПН, ПУХЭЕУФЧМСАЭЙН УНЕОХ ЙОУФТХНЕОФБ Ч ТЕЪГЕДЕТЦБФЕМЕ УФБОЛБ. бЧФППРЕТБФПТ ТБВПФБЕФ РП ГЙЛМХ Ч УППФЧЕФУФЧЙЙ У ЪБДБООПК РТПЗТБННПК: ЙЪЧМЕЮЕОЙЕ ЙОУФТХНЕОФБ ЙЪ ТЕЪГЕДЕТЦБФЕМС, ХУФБОПЧЛБ ЙОУФТХНЕОФБ Ч ЗОЕЪДП НБЗБЪЙОБ, РПЧПТПФ НБЗБЪЙОБ, ЙЪЧМЕЮЕОЙЕ ПЮЕТЕДОПЗП ЙОУФТХНЕОФБ ЙЪ НБЗБЪЙОБ, ХУФБОПЧЛБ ЙОУФТХНЕОФБ Ч ТЕЪГЕ-ДЕТЦБФЕМЕ.
уЯЕН УП УФБОЛБ ДЕФБМЕК Й ХУФБОПЧЛБ ОБ УФБОЛЕ ЪБЗПФПЧПЛ ПУХЭЕУФЧМСАФУС ТПВПФПН. ъБЗПФПЧЛЙ Й ДЕФБМЙ УЛМБДЙТХАФУС ОБ ФБЛФПЧПН УФПМЕ, РТЕДУФБЧМСАЭЕН УПВПК ЪБНЛОХФЩК ЫБЗПЧЩК ЛПОЧЕКЕТ. тПВПФ ЪБВЙТБЕФ УП УФПМБ ЪБЗПФПЧЛЙ ДМС ЙИ ХУФБОПЧЛЙ ОБ УФБОЛЕ, Б ЗПФПЧЩЕ ДЕФБМЙ, УОСФЩЕ УП УФБОЛБ, ХУФБОБЧМЙЧБЕФ ОБ ФБЛФПЧПН УФПМЕ.
4.3 пВТБВПФЛБ ЪБЗПФПЧПЛ ОБ ФПЛБТОЩИ УФБОЛБИ
оБТХЦОЩЕ ГЙМЙОДТЙЮЕУЛЙЕ РПЧЕТИОПУФЙ ПВФБЮЙЧБАФ РТСНЩНЙ (ТЙУХОПЛ 4.3, 6) ЙМЙ ХРПТОЩНЙ РТПИПДОЩНЙ ТЕЪГБНЙ. ъБЗПФПЧЛЙ ЗМБДЛЙИ ЧБМПЧ ПВФБЮЙЧБАФ, ХУФБОБЧМЙЧБС ЙИ Ч ГЕОФТБИ. оБТХЦОЩЕ (ТЙУХОПЛ 4.3, Ч) Й ЧОХФТЕООЙЕ ТЕЪШВЩ ОБТЕЪБАФ ТЕЪШВПЧЩНЙ ТЕЪГБНЙ, ЖПТНБ ТЕЦХЭЙИ ЛТПНПЛ ЛПФПТЩИ ПРТЕДЕМСЕФ РТПЖЙМШ ОБТЕЪБЕНЩИ ТЕЪШВ. фПЮЕОЙЕ ДМЙООЩИ РПМПЗЙИ ЛПОХУПЧ (2Б = 8 . 10њ) РТПЙЪЧПДСФ УНЕЭБС Ч РПРЕТЕЮОПН ОБРТБЧМЕОЙЙ ЛПТРХУ ЪБДОЕК ВБВЛЙ ПФОПУЙФЕМШОП ЕЕ ПУОПЧБОЙС (ТЙУХОПЛ 4.3,З) ЙМЙ ЙУРПМШЪХС УРЕГЙБМШОПЕ РТЙУРПУПВМЕОЙЕ — ЛПОХУОХА МЙОЕКЛХ. рТЙ ПВТБВПФЛЕ ЛПОЙЮЕУЛЙИ РПЧЕТИОПУФЕК ОБ УФБОЛБИ У юрх РТПДПМШОПЕ Й РПРЕТЕЮОПЕ ДЧЙЦЕОЙС, РПДБЮЙ УХННЙТХАФУС БЧФПНБФЙЮЕУЛЙ. уЛЧПЪОЩЕ ПФЧЕТУФЙС ОБ ФПЛБТОП-ЧЙОФПТЕЪОЩИ УФБОЛБИ ТБУФБЮЙЧБАФ РТПИПДОЩНЙ ТБУФПЮОЩНЙ ТЕЪГБНЙ (ТЙУХОПЛ 4.3,Д), ЗМХИЙЕ -ХРПТОЩНЙ (ТЙУХОПЛ 4.3, Е). у РПРЕТЕЮОЩН ДЧЙЦЕОЙЕН РПДБЮЙ ОБ ФПЛБТОП-ЧЙОФПТЕЪОЩИ УФБОЛБИ ПВФБЮЙЧБАФ ЛПМШГЕЧЩЕ ЛБОБЧЛЙ (ТЙУХОПЛ 4.3, Ъ) РТПТЕЪОЩНЙ ТЕЪГБНЙ, ЖБУПООЩЕ РПЧЕТИОПУФЙ (ТЙУХОПЛ 4.ъ, Й) ЖБУПООЩНЙ УФЕТЦОЕЧЩНЙ ТЕЪГБНЙ, ЛПТПФЛЙЕ ЛПОЙЮЕУЛЙЕ РПЧЕТИОПУФЙ — ЖБУЛЙ (ТЙУХОПЛ 4.ъ, Л) — ЫЙТПЛЙНЙ ТЕЪГБНЙ, Х ЛПФПТЩИ ЗМБЧОЩК ХЗПМ Ч РМБОЕ ТБЧЕО РПМПЧЙОЕ ХЗМБ РТЙ ЧЕТЫЙОЕ ЛПОЙЮЕУЛПК РПЧЕТИОПУФЙ. пФТЕЪБОЙЕ ДЕФБМЕК ПФ ЪБЗПФПЧЛЙ (ТЙУХОПЛ 4.3, М) ЧЩРПМОСАФ ПФТЕЪОЩНЙ ТЕЪГБНЙ У ОБЛМПООПК ТЕЦХЭЕК ЛТПНЛПК, ЮФП ПВЕУРЕЮЙЧБЕФ РПМХЮЕОЙЕ ФПТГБ Х ЗПФПЧПК ДЕФБМЙ ВЕЪ ПУФБФПЮОПЗП ЪБХУЕОГБ рПДТЕЪБОЙЕ ФПТГПЧ (ТЙУХОПЛ 4.3,О) ЧЩРПМОСАФ УРЕГЙБМШОЩНЙ РПДТЕЪОЩНЙ ТЕЪГБНЙ. оБ ФПЛБТОП-ЧЙОФПТЕЪОЩИ УФБОЛБИ ПВТБВПФЛХ ПФЧЕТУФЙК ЧЩРПМОСАФ УЧЕТМБНЙ (ТЙУХОПЛ 4.3, Н), ЪЕОЛЕТБНЙ Й ТБЪЧЕТФЛБНЙ. ч ЬФПН УМХЮБЕ ПВТБВПФЛХ ЧЕДХФ У РТПДПМШОЩН ДЧЙЦЕОЙЕН РПДБЮЙ ТЕЦХЭЕЗП ЙОУФТХНЕОФБ. пВФБЮЙЧБОЙЕ ОБТХЦОЩИ Й ТБУФБЮЙЧБОЙЕ ЧОХФТЕООЙИ ЛПОЙЮЕУЛЙИ РПЧЕТИОПУФЕК УТЕДОЕК ДМЙОЩ (ТЙУХОПЛ 4.3,Ц,П) У МАВЩН ХЗМПН ЛПОХУБ РТЙ ЧЕТЫЙОЕ ОБ ФПЛБТОП-ЧЙОФПТЕЪОЩИ УФБОЛБИ РТПЙЪЧПДСФ У ОБЛМПООЩН ДЧЙЦЕОЙЕН РПДБЮЙ ТЕЪГПЧ, РТЙ РПЧПТПФЕ ЧЕТИОЕЗП УХРРПТФБ.

тЙУХОПЛ 4.3 — уИЕНБ ПВТБВПФЛЙ ЪБЗПФПЧПЛ ОБ ФПЛБТОП-ЧЙОФПТЕЪОПН УФБОЛЕ
Источник
Способы закрепления заготовок на токарном станке
Установка и закрепление заготовок на токарных станках
Способ установки и закрепления заготовок на токарных станках зависит от формы и размеров заготовки. По этим признакам разделим заготовки на три характерные группы: заготовки типа валов, заготовки типа гильз и пустотелых валов, заготовки типа втулок и дисков. Для каждой обозначенной группы рассмотрим используемые способы закрепления.
Заготовки типа валов на токарных станках могут быть установлены следующими способами:
1. В центрах с поводковым устройством (рис. 9.2). Это наиболее распространённый способ установки валов диаметром до 150 мм в условиях мелкосерийного и единичного производства. Поводковое устройство предназначено для передачи вращения от шпинделя к заготовке, установленной в центрах.

Рис. 9.2. Установка вала в центрах с поводковым устройством: а — схема установки; б — фрагмент точения вала: 1 — планшайба; 2 — передний центр;
3 — токарный поводковый хомутик; 4 — задний центр
В качестве поводкового устройства могут использоваться различные приспособления: от самых простейших (токарный хомутик) до более сложных: самозажимной поводковый патрон или поводковая оправка. Точность установки составляет 0,03 мм.
2. В патроне с поджатием задним центром (рис. 9.3). Данная схема установки обеспечивает большую жёсткость заготовки по сравнению с предыдущей. Вращающий момент передаётся от шпинделя к заготовке токарным патроном. В зависимости от требуемой точности обработки и формы детали используют кулачковые или цанговые патроны.

Рис. 9.3. Установка вала в патроне с поджатием задним центром
По числу кулачков различают двух-, трёх- и четырёхкулачковые патроны. Наибольшее распространение в производственной практике получили трёхкулачковые патроны (рис. 9.4, а) как наиболее удобные и надёжные для закрепления деталей цилиндрической формы; они обеспечивают погрешность центрирования до 0,2 мм. Двух- и четырёхкулачковые патроны используют для закрепления деталей сложной конфигурации: фасонных, несимметричных или эксцентричных (отливки, поковки, арматура и т.п.), при этом четырёхкулачковые патроны обеспечивают более высокую точность установки (до 0,05 мм). Кулачковые патроны могут быть самоцентрирующими и с независимым перемещением кулачков. Двух- и трёхкулачковые патроны обычно самоцентрирующие, а четырёхкулачковые — с независимым перемещением кулачков. По типу привода патроны могут быть ручные и механизированные, а по конструкции — клиновые, рычажные, рычажно-клиновые, винтовые, спирально-реечные.
Если необходимо обеспечить более точную обработку, то используют цанговые патроны (рис. 9.4, б) с погрешностью установки до 0,05 мм.

Рис. 9.5. Установка вала в патроне и неподвижном люнете

Рис. 9.4. Токарные патроны: а — цанговый; б — трёхкулачковый
3. В патроне и не под вижном люнете (рис. 9.5). с>гот способ применяется при подрезке торца, сверлении, центровании, растачивании или других видах работ, производимых со стороны правого торца заготовки. Погрешность установки составляет 0,03 мм.
Люнеты используют также для повышения жёсткости заготовки, при обработке длинных валов, например в центрах. Люнеты могут быть подвижные и неподвижные. Неподвижный люнет устанавливают на направляющих станка. В момент обработки детали он неподвижен. Подвижный люнет крепят к суппорту, и во время обработки он перемещается вместе с суппортом, повышая жёсткость детали вблизи зоны резания. На рисунке 9.6 изображены подвижный и неподвижный люнеты.

Рис. 9.6. Подвижный и неподвижный люнеты
- 4. В переднем чашечном центре с поджатием задним центром (рис. 9.7, а). Такой способ установки используется для валов диаметром до 60 мм в условиях серийного производства. В зависимости от точности обработки применяются разные чашечные центры. Черновое обтачивание ведётся при закреплении в рифлёном чашечном центре. Точность установки составляет 0,3 мм. Чистовое обтачивание — в гладком чашечном центре. Для этого на торце детали предварительно снимается фаска под углом 45°. Точность установки в этом случае составляет 0,05 мм.
- 5. Без хомутика с помощью переднего поводкового рифле ного центра (рис. 9.7, б). Используется в серийном производстве при получистовой и чистовой обработке валов диаметром до 60-70 мм. Точность установки составляет 0,1 мм. Обработка ведётся на проход без переустановки.
- 6. В обратных центрах (рис. 9.8). Используются для валов малых диаметров — до 15 мм. Для осуществления установки на

Рис. 9.7. Установка вала с использованием поводкового центра: а — чашечного; б — рифлёного

Рис. 9.8. Установка вала в обратных центрах
заготовке необходимо предварительно выполнить торцовые конусы под углом 60°. Задний центр может быть жёстким (при скоростях вращения шпинделя до 150 об/мин) или вращающимся (при скоростях вращения шпинделя свыше 150 об/мин).
Заготовки типа гильз и пустотелых валов на токарных станках могут быть установлены следующими способами:
1. На зубчатом (рифлёном) и грибковом центрах (рис. 9.9). Применяется для черновой обработки заготовок с отверстиями диаметрами до 200 мм. Точность установки — 0,5 мм.

Рис. 9.9. Установка пустотелого вала на зубчатом и грибковом центрах
2. На конусной оправке и грибковом центре (рис. 9.10). Используется при получистовой и чистовой обработке заготовок с отверстиями до 200 мм. Точность установки 0,05-0,1 мм.

Рис. 9.10. Установка пустотелого вала на конусной оправке и грибковом центре
3. В кулачковых патронах с поджатием грибковым цент ром (рис. 9.11). Применяется при получистовой и чистовой обработке пустотелых заготовок с отверстиями диаметром более 200 мм. В кулачках патрона также заготовки закрепляются на «разжим». Точность установки до 0,2 мм.

Рис. 9.11. Установка пустотелого вала в патроне с поджатием грибковым центром
4. На центровых пробках ила распорках с закреплением в пат роне (рис. 9.12, 9.13).
Применяется при черновой, получистовой и чистовой обработке заготовок с различными диаметрами. При диаметрах, превышающих 300 мм, используют регулируемые распорки — крестовины (рис. 9.12); погрешность установки — 0,5 мм. При небольших диаметрах применяются цельные или разжимаемые пробки (рис. 9.13), погрешность установки — 0,03 мм.

Рис. 9.12. Установка пустотелого вала на распорках

Рис. 9.13. Установка вала на центровых пробках
5. В патроне и неподвижном люнете (рис. 9.14). Используется при изготовлении деталей разных параметров при необходимости вести обработку с торца.
Заготовки типа втулок и дисков на токарных станках могут быть установлены следующими способами:
1. В универсальном самоцентрирующем трёхкулачковом патроне (рис. 9.15). Возможно несколько способов закрепления: за наружную цилиндрическую поверхность (рис. 9.15, а, б) в распор за внутреннюю цилиндрическую поверхность (рис. 9.15, в). В общем случае точность не превышает 0,1 мм.

Рис. 9.14. Установка пустотелого вала в патроне и неподвижном люнете

Рис. 9.15. Установка втулок и дисков в патроне
Для деталей, имеющих фасонную наружную поверхность, используют самоцентрирующиеся патроны со специальными кулачками. Возможно применение также специализированных патронов, имеющих более высокую точность и меньшее время установки заготовки.
2. На зубчатых (рифлёных) центрах (рис. 9.16). Установка на двух рифлёных центрах (рис. 9.16, а) или на переднем рифлёном и гладком заднем центрах (рис. 9.16, б) осуществляется при черновом обтачивании заготовок с грубо обработанными или необработанными отверстиями. Обтачивание наружной поверхности можно вести на проход.

Рис. 9.16. Установка втулок и дисков в рифлёных центрах
3. На гладких центрах и в специальных приспособлениях, где закрепление заготовки осуществляется силами трения (рис. 9.17). Данный способ установки применяется при чистовой обработке наружных поверхностей заготовок небольших размеров при малых сечениях стружки. При этом на цилиндрических поверхностях заготовки у торцов должны быть предварительно обработаны фаски, по которым базируются конусные поверхности обратных (рис. 9.17, а) или прямых (рис. 9.17, б) центров. Закрепление осуществляется за счёт осевого усилия, передаваемого задним центром. Данный способ обеспечивает высокую точность установки.

Рис. 9.17. Установка втулок и дисков в гладких центрах
4. На центровых оправках (рис. 9.18). На простейших центровых оправках закрепление заготовок осуществляется заклиниванием их на конической (рабочей) части оправки. Точность установки 0,03 мм. В серийном и массовом производстве применяют усовершенствованные оправки: с роликовым креплением, гидравлического действия и др.

Рис. 9.18. Установка втулок и дисков на центровых оправках
5. На консольных оправках (рис. 9.19). Консольные шпиндельные оправки используют в мелкосерийном производстве. На простейших оправках заготовка закрепляется при помощи гайки и быстросъёмной шайбы (рис. 9.19, а) или же заклиниванием заготовки на конической (посадочной) части оправки (рис. 9.19, б). В серийном и массовом производстве применяют усовершенствованные типы оправок: цанговые, роликовые, гидравлического и пневматического действия. Они обеспечивают лучшее центрирование заготовки, большую точность и высокую производительность обработки.

Рис. 9.19. Установка втулок и дисков на консольных оправках
СПОСОБЫ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК НА СТАНКЕ
Способ установки и закрепления заготовок на станке выбирают в зависимости от размеров, жесткости и требуемой точности обработки. Заготовки при 1/D 10 в центрах станка или в патроне и центре задней бабки с поддержкой люнетом
Заготовку на токарном станке обрабатывают в центрах, если необходимо обеспечить концентричность обрабатываемых поверхностей при переустановке заготовки для последующей обработки в центрах на шлифовальном станке.
Заготовки закрепляют в центрах с применением токарных оправок 2 (рис.3.14), которые устанавливают в предварительно обработанное отверстие заготовки. На среднюю часть оправки 2 (рис.3.14,а), выполненную с малой конусностью (обычно 1:2000) и предварительно смазанную, устанавливают с натягом заготовку 1. Для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой с тем, чтобы не повредить торцы оправки и центровые отверстия. Лыска 3 оправки служит опорой для болта, которым закрепляют хомутик. При базировании по этому способу положение всех обрабатываемых заготовок 4 вдоль оси оправки 1 не одинаково и зависит от отклонений размеров отверстия.
Заготовку 1 можно закрепить на цилиндрической оправке 2 с помощью гайки 4 и быстросменной шайбы (рис.3.14,6). Наружный диаметр гайки 4 обычно меньше посадочного диаметра оправки, что позволяет значительно сократить время на смену заготовки. При этом способе базирования точность обработки снижается, так как деталь устанавливается на оправку с зазором.

Рис 3.14. Токарные оправки (а, 6, в, г, д)
Когда отверстия заготовок имеют различные и большие отклонения по диаметру, применяют разжимные (цанговые) оправки (рис.3.14,в). Цанга 5
представляет собой втулку, внутренняя поверхность которой коническая, а наружная, предназначенная для базирования закрепляемой заготовки 1- цилиндрическая.
Цангу 5 с заготовкой 1 перемещают и закрепляют на оправке 2 гайкой 4, а освобождают противолежащей гайкой 6,предварительно ослабив гайку 4. Пружинящие свойства цанги 5 обеспечиваются наличием продольных прорезей с обоих торцов.
Шпиндельную оправку 2 (рис.3.14,г) с конусной поверхностью устанавливают в шпиндель станка. Заготовку 1 устанавливают на посадочную с прорезями цилиндрическую поверхность 7.
Натяг между цилиндрической частью 7 оправки 2 и обрабатываемой заготовкой 1 создают болтом 8 с конической головкой.
Для закрепления деталей могут быть применены оправки с упругой оболочкой (рис.3.14,5). Корпус оправки 2 крепится к фланцу шпинделя станка. На корпусе закрепляется втулка 9, канавки которой вместе с канавками корпуса образуют полости А, В, С, заполняемые гидропластом. При вращении винта 10 плунжер 11 перемещается, выдавливая гидропласт из полости С в полость А. Тонкая стенка втулки 9 под давлением гидропласта деформируется, увеличивая посадочный диаметр втулки и создавая натяг при закреплении заготовки 1. Упор 12 ограничивает перемещение плунжера 11, а пробка 13 закрывает отверстие, через которое выходит воздух при заполнении полостей оправки гидропластом.
Для заготовок при длине выступающей части из кулачков патрона более 2- 3 диаметров в качестве второй опоры используют задний центр (рис.3.15). Предварительно закрепленную в патроне заготовку поджимают задним центром и окончательно зажимают кулачками патрона. Такой способ установки обеспечивает повышенную жесткость крепления заготовки и применяется преимущественно при черновой обработке.
При установке заготовок, у которых длина выступающей части из патрона составляет 12-15 диаметров и более, в качестве дополнительной опоры применяют неподвижные и подвижные люнеты.
Неподвижный люнет (рис.3.16) устанавливают на направляющих станины станка и крепят планкой 5 с помощью болта и гайки 6. Верхняя часть 1 неподвижного люнета откидная, что позволяет снимать и устанавливать заготовки на кулачки или ролики 4 люнета, которые служат опорой для обрабатываемой заготовки и поджимаются к детали винтами 2, после установки заготовки винты 2 фиксируют болтами 3. На заготовке, в местах установки роликов люнета, протачивают канавку. Проточку обычно выполняют посередине заготовки.
Подвижный люнет (рис.3.17) крепится на каретке суппорта и перемещается при обработке вдоль детали. Подвижный люнет имеет два кулачка, которые служат опорами для заготовки. Третьей опорой является резец.

Рис.3.18. Примеры применения планшайб

Рис.3.15. Закрепление заготовок в Рис. 3.16. Неподвижный люнет Рис. 3.17. Подвижный люнет, патроне с подвижным задним центром:
1 — заготовка, 2 и 3 резцы
Планшайбы применяют для закрепления заготовок. Планшайба 2 представляет собой плоский диск, который крепится к фланцу 1, устанавливаемому на шпинделе станка (рис.3.18,п). Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбах с помощью сменных наладок и прихватов.
Заготовку 4 типа кольца устанавливают на опорную втулку 3 и закрепляют шайбами 5 и 6 и винтом 8 с гайкой 7 при обработке наружных поверхностей, а при обработке внутренних поверхностей — прихватами 9.
На рис.3.18,б показано закрепление заготовки 4 типа кронштейна. Её устанавливают на угольнике 10 по центрирующим пальцам 11 и закрепляют откидным зажимом 12. Возникающий при этом дисбаланс устраняют противовесом 13. На рис.3.18,е,г показано закрепление заготовок 4 (типа колец, крышек, фланцев и т. п.), которые крепятся к планшайбе 2 прихватами 9.
Крепление заготовок на токарном станке и установка резца

Крепление заготовок на токарном станке происходит в зависимости от формы заготовки и ее длины, поэтому она может быть закреплена на токарном станке в патроне, в центрах, на планшайбе или на оправке. Наиболее распространен способ крепления заготовок на токарно винторезных станках, либо только в патроне (рис. 1, α), если длина заготовки невелика, либо с поддержкой ее задним центром (рис. 1, б), когда длина ее значительна по сравнению с диаметром. Различают патроны самоцентрирующие, чаще всего — трехкулачковые, кулачки которых, зажимающие заготовку, одновременно сходятся к центру; не самоцентрирующие (обычно — четырехкулачковые) с независимым перемещением кулачков, используемые в особенности при обработке несимметричных заготовок.

Рис. 1. Способы закрепления обрабатываемых заготовок на токарно винторезных станках
Для крепления заготовок на токарном станке, при использовании самоцентрирующихся трехкулачковых патронов чаще всего применяют спирально-реечные патроны (рис. 2, α) с нарезанной на диске 4 плоской спиралью 2, в зацеплении с которой находятся рейки кулачков 1. Перемещение кулачков и зажим заготовки осуществляются поворотом диска 4 через коническую передачу 3, в шестерне которой имеется четырехгранное отверстие под ключ. Не самоцентрирующий патрон (рис. 2, б) состоит из корпуса 1, в пазах которого можно с помощью винтов 4 независимо перемещать кулачки 2; после зажатия заготовки кулачки крепят к корпусу патрона болтами 3. В станках малых размеров, если заготовкой является пруток, для крепления заготовок на токарном станке применяют цанговые патроны.

Рис. 2. Кулачковые патроны токарных станков.
Центр для токарного станка
Центр для токарного станка (см. рис. 1, в), важный элемент при обработке длинных деталей типа валы, имеющие в торцах центровые отверстия, установленные в конических отверстиях шпинделя и пиноли задней бабки. Форма применяемых упорных центров токарного станка (рис. 3) зависит от вида технологических операций.

Рис. 3. Формы невращающихся упорных центров
При гладком обтачивании для крепления заготовок используют центр для токарного станка типа α; если необходима подрезка торца заготовки, то используют центр типа б — упорный полу центр; при обтачивании длинных конусов — центр со сферическим концом типа в. Для повышения износостойкости концы упорных центров могут быть наплавлены твердым сплавом. При высоких числах оборотов заготовки применяют вращающиеся центра (рис. 4).

Рис. 4. Вращающиеся центры.

Вращение заготовки осуществляется пальцем 1 поводкового патрона (рис. 5), навернутого на передний конец шпинделя, и хомутиком (рис. 1, в), закрепляемым с помощью винта на обрабатываемой заготовке.
Рис. 5. Поводковый патрон станка 1К62
Люнет для токарного станка

Люнет для токарного станка (рис. 6) применяют при обработке длинных заготовок малого диаметра, во избежание их прогиба (под действием сил резания). Люнеты это дополнительные промежуточные опоры. Неподвижный люнет (рис. 6, α) крепится на направляющих станины прихватом 1 и болтом 2 и с помощью трех подвижных упоров з центрирует заготовку. Упоры стопорятся винтами. Подвижной люнет токарного станка закрепляется на нижней каретке суппорта и перемещается вместе с ним. Eгo устанавливают обычно вблизи резца.
Рис. 6. Люнет токарного станка: α — неподвижный; б — подвижный.
Оправка для токарного станка
Оправка для токарного станка (рис. 1, е, ж), необходима если заготовка имеет в качестве базы отверстие. Оправки устанавливаются в центрах токарного станка или в патроне. Если диаметр отверстия выполнен с жесткими допусками, то применяют гладкие оправки (рис. 1, е), на которых заготовка крепится путем напрессовки; если же диаметр отверстия варьирует в небольших пределах, то применяют разжимные оправки (рис. 1, ж), наружный диаметр которых можно изменять за счет перемещения, с помощью двух гаек 1 и 2, по конусу скалки 3 упругой разрезной втулки 4, имеющей внутреннюю коническую и наружную цилиндрическую поверхности.
Крепление крупных заготовок на токарном станке, которые не могут быть зажаты в патроне, выполняется на планшайбе с помощью прихватов, подкладок и болтов (рис. 1, г), на угольнике (рис. 1, д) или в специальном приспособлении, закрепленном на планшайбе.
Установка токарного резца на станке токарной группы
Установка токарного резца (см. Токарный станок по металлу: назначение, компоновка, параметры, рис. 1) на токарно-винторезных станках происходит в четырехпозиционных резцовых головках (рис. 7), которые позволяют последовательно вводить резец в работу с минимальной затратой времени.
Поворот резцовой головки на 90° и ее крепление на резцовой каретке осуществляются одной рукояткой 2. При повороте рукоятки в направлении α фасонная гайка 1 освобождает резцовую головку, а затем зубом 4, воздействуя на подпружиненный штифт 5, поворачивает головку. Правильное положение ее относительно резцовой каретки обеспечивается фиксатором 3. Поворотом рукоятки 2 в направлении б головка — закрепляется на резцовой каретке, а зуб гайки заскакивает за следующий штифт, подготавливая следующий поворот головки. Если помимо установки токарного резца необходимо закрепить сверла, развертки и другие инструменты, то они крепятся в пиноли задней бабки аналогично инструментам в шпинделе сверлильного станка.

Рис. 7. Четырехпозиционная резцовая головка
Способы закрепления заготовок на токарных станках
Токарные резцы
Части и элементы токарного резца
Резец (рис.9) состоит из режущей части и державки, служащей для закрепления резца в резцедержателе. Режущая часть имеет следующие элементы: переднюю поверхность, по которой сходит стружка; главную заднюю поверхность, которая обращена к поверхности резания заготовки; вспомогательную заднюю поверхность, обращенную к обработанной поверхности заготовки; главную режущую кромку, образованную пересечением передней и главной задней поверхностей; вспомогательную режущую кромку, образованную пересечением передней и вспомогательной задней поверхностей; вершину резца, полученную пересечением главной и вспомогательной режущих кромок. Вершина резца может быть острой или закругленной.

Рис. 9 — Части и элементы резца
Чтобы обеспечить необходимую режущую способность инструмента, получить требуемую точность и качество поверхности детали, необходимо правильно выбрать геометрию резца, т.е. величины углов режущей части резца. Различают главные углы резца (углы рабочего клина) и углы в плане. Главные углы резца (рис.12): передний угол g, главный задний угол a, угол заострения b, угол резания d.

Рис. 10 — Главные углы резца
Углами в плане называются углы между кромками резца и направлением подачи (рис.1). С уменьшением величины главного угла в плане j и вспомогательного угла в плане j1 шероховатость обработанной поверхности снижается.
Классификация резцов
По технологическому назначению различают резцы (рис.11): проходные (рис.11 а, б, в) для обтачивания наружных цилиндрических и конических поверхностей; подрезные (рис.11, г) для обтачивания плоских торцовых поверхностей; отрезные (рис.11, д) для разрезания заготовок; фасонные (рис.11, е, ж) для обтачивания фасонных поверхностей; резьбовые для нарезания наружных (рис.11, з) и внутренних резьб; расточные (рис.11, и, к) для растачивания сквозных и глухих отверстий.
По характеру обработки резцы подразделяются также на черновые, служащие для предварительной обработки, и чистовые, служащие для окончательной (чистовой) обработки.
По конструкции резцы могут быть цельные, выполненные из одного материала, и составные: державка из конструкционной стали, и режущая часть – из специального инструментального материала.
Режущая часть составного резца прикрепляется в державке сваркой припаиванием или механическим прижимом.

Рис. 11 — Классификация резцов по назначению:
а – проходной прямой; б – проходной отогнутый,
в – проходной упорный; г – подрезной, д-отрезной,
е – прорезной, ж – фасонный, з –резьбовой,
и – расточной проходной, к – расточной упорный
Способы закрепления заготовок на токарных станках
Заготовки небольшой длины закрепляют в токарных патронах. Патроны бывают трехкулачковые самоцентрирующие и четырехкулачковые несамоцентрирующие.
Трехкулачковые самоцентрирующие патроны предназначены для закрепления заготовок цилиндрической формы и с числом граней, кратным трем. Поскольку у этих патронов все кулачки перемещаются одновременно, то обеспечивается совпадение оси вращения шпинделя и заготовки. На рис.12, а показана заготовка в трехкулачковом патроне и условное обозначение этого способа крепления.
В четырехкулачковых патронах кулачок перемещается независимо от остальных. Это позволяет закреплять и центровать заготовки несимметричной формы (плиты, корпусные детали, эксцентриковые валы и т.п.).
При обработке длинной заготовки, когда отношение длины к диаметру больше четырех, недостаточно закрепить её в патроне. Для предотвращения прогиба в процессе обработки второй конец заготовки поддерживают за заранее подготовленное центровое отверстие задним центром, установленным в задней бабке (рис.12,б – условное обозначение).

Рис. 12 — Закрепление заготовки в трехкулачковом патроне (а), в патроне с фиксацией второго конца детали вращающимся задним центром (б), в центрах с поводковым патроном
Центровые отверстия (рис.13) сверлят специальным центровочным сверлом в торцевых поверхностях обрабатываемой заготовки.
Закрепление заготовки в токарном станке
Перед началом точения заготовку нужно закрепить. Дня этого существует несколько способов и приспособлений: закрепление в центрах обоих бабок и закрепление заготовки за наружную или внутреннюю поверхность, закрепление в патронах и т.д. (рис. 29).

Рис. 29. Способы закрепления деревянных заготовок:
1 — пиноль задней бабки; 2 — передняя бабка
Для этого применяют различные приспособления, представленные на рис. 30 и 31.

Рис. 30. Приспособления для закрепления и обработки заготовок на станке:
а — трезубец; б — спиральный самоцентрирующий патрон; в — планшайба; г — чашечный патрон; д — корпус с центром-вилкой; е — цилиндрический патрон; ж — специальный патрон с зубцами;
1 — зубцы; 2 — центральный зуб; 3 — ограждение зубцов; 4 — конус патрона
Для закрепления заготовки в центрах применяют трезубец, который имеет форму трезубой вилки. При закреплении заготовки один ее конец с намеченным пазом и центром вставляют в трезубец, а второй — поджимается центром пиноли задней бабки.
За наружную поверхность заготовку можно закрепить при помощи чашечных, тисочных и кулачковых патронов или планшайбы.

Рис. 31. Зажимные патроны для точения древесины:
а — тисочный патрон (1 — заготовки; 2 — губки тисков; 3 — крепежный винт); б — трубчатый патрон (1 — металлический стакан; 2 — отверстие для фиксатора); в — четырехкулачковый патрон; г — чашечный патрон (1 — металлический стакан; 2 — крепежные винты); д — патрон-трезубец (1 — металлический стакан с резьбой; 2 — держатели гребневидного и цилиндрического тисков); е — планшайба (1 — держатель с резьбой; 2 — крепежные отверстия); ж — патрон с коническим винтом
Чашечный патрон имеет с одной стороны цилиндрическую или коническую полость, а с другой — конический хвостовик для установки в шпиндель передней бабки. Для закрепления в чашечном патроне хвостовую часть заготовки округляют или опиливают на конус. Затем, поставив патрон на деревянный брусок, киянкой заколачивают в него заготовку.
Тисочный патрон применяют в тех случаях, когда часть изделия имеет форму четырехугольника. В этом случае заготовку для обработки вставляют в тиски патрона и зажимают винтом.
Для закрепления заготовок за наружную поверхность применяют трехкулачковые самоцентрирующиеся патроны, которые являются наиболее универсальными. Они обеспечивают быстрое и надежное зажатие и центрирование заготовки, благодаря одновременному радиальному перемещению кулачков. Заготовки большого диаметра устанавливают в обратные кулачки. Каждый трехкулачковый патрон может служить для закрепления заготовки как за наружную, так и за внутреннюю поверхность.
Заготовки сложной формы с несколькими осями точения закрепляют и обрабатывают на планшайбах. Дисковые планшайбы изготавливают из металлической пластины толщиной 10-15 мм. К пластине приваривают (или жестко соединяют) фланец, который зажимается в прямые кулачки патрона. Для закрепления заготовки диск может иметь несколько вариантов сквозных отверстий — радиальные пазы и отверстия, расположенные радиально или по квадрату. Крепежные болты пропускаются в эти отверстия и затягиваются гайками. Для упрощения процесса крепления заготовки на планшайбе в отверстиях нарезают резьбу. После чего обрабатываемые заготовки закрепляют прихватами Г — образной формы или планками, которые удерживаются двумя болтами или шпильками. На планшайбе обрабатывают большие и плоские заготовки (вытачивание декоративных тарелок).
Способ закрепления заготовки в патроне зависит от твердости древесины. Если древесина заготовки твердая, она получает небольшую деформацию, поэтому надежно удерживается в трехкулачковом патроне. Мягкая древесина заготовки усложняет приемы ее крепления.
При поджатии заготовки небольшого диаметра вращающимся центром задней бабки его конус может глубоко в нее внедриться и расколоть древесину. Чтобы предотвратить раскол, используют центровочную металлическую вставку.
Способы установки и базирование деталей для токарной обработки
При установке заготовки детали на станке различают следующие группы поверхностей:
Установочные базы — поверхности, а также линии и точки, которые служат для установки заготовки на станке и ориентирующие ее относительно режущего инструмента, например торцовая 3 и радиальная 4 поверхности кулачков (рисунок 1, а) или торцовая поверхность патрона и радиальная поверхность кулачков 8 (рисунок 1, в), или конические поверхности 5 и 6 центров станка (рисунок 1, б) и др.

Рис. 1. Установочные базы
Установочными базами могут быть различные поверхности заготовок (наружные и внутренние цилиндрические поверхности), а также центровые гнезда, плоскости.
Например, установочными базами для втулки могут быть наружная цилиндрическая 1 поверхность и торец 2 (рисунок 1, а), наружная 9 и внутренняя цилиндрическая поверхность 10 и торец 11 втулки (рисунок 1, г).
Для базирования заготовок при первоначальной обработке используют необработанные поверхности (черновые базы), при последующей обработке — обработанные поверхности (чистовые базы).
Установочные базы делят на основные и вспомогательные. Основные установочные базы — это поверхности, которые ориентируют заготовки (обрабатываемые детали) на станке и определяют положение готовых деталей в машине относительно других сопрягаемых деталей при ее работе. Например, основными установочными базами для втулки могут являться торец 11 и внутренняя цилиндрическая поверхность 10, если втулка монтируется на вал (рисунок 1, г). Вспомогательные установочные базы — это поверхности, которые используют только для установки заготовок деталей на станке; они не имеют особого значения для работы машины. Примерами вспомогательной базы могут служить центровые гнезда вала, обтачиваемого и шлифуемого с установкой в центрах (рисунок 1, в) станка, необработанная шестигранная поверхность головки болта и др.
При выборе черновых установочных баз руководствуются следующими основными правилами: базовые поверхности должны быть по возможности ровными и чистыми (не следует, например, принимать за базы поверхности, на которых располагаются литники, выпоры, заусенцы и линии разъема моделей), базовые поверхности не должны изменяться относительно других поверхностей (не следует, например, брать за базу поверхность литого отверстия, так как его положение может изменяться). За базы рекомендуется принимать поверхности с минимальными припусками или вообще не подвергаемые обработке. При переустановке заготовки черновые базы заменяются чистовыми.
Измерительные базы — поверхность, линия или точка, от которых производится отсчет выполняемых размеров при обработке или измерении заготовок.
Способ установки и закрепления заготовок на станке выбирают в зависимости от размеров, жесткости и требуемой точности обработки. Поверхности, линии, точки заготовки служащие для установки на станке и ориентирования заготовки относительно режущего инструмента называются установочными базами. Заготовки при L/D 10 – в центрах станка или в патроне и центре задней бабки с поддержкой люнетом.
Заготовку на токарном станке обрабатывают в центрах, если необходимо обеспечить концентричность обрабатываемых поверхностей при переустановке заготовки для последующей обработки в центрах на шлифовальном станке. В зависимости от формы и размеров обрабатываемых деталей применяют центры различных типов.
Заготовки с отверстием могут закрепляются в центрах с применением токарных оправок, которые устанавливают в предварительно обработанное отверстие заготовки.

Рис. 2. Установка заготовки с отверстием на оправке в центрах
1 – заготовка; 2 – оправка; 3 – быстросменная шайба.
На среднюю часть оправки, выполненную с малой конусностью (обычно 1:2000) и предварительно смазанную, устанавливают с натягом заготовку. Для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой с тем, чтобы не повредить торцы оправки и центровые отверстия.
На токарных станках применяют двух-, трех- и четырехкулачковые патроны. В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки, причем кулачки таких патронов часто предназначены для закрепления только одной детали. В трех- кулачковых самоцентрирующих патронах закрепляют детали круглой и шестигранной формы или круглые прутки большего диаметра. В четырехкулачковых самоцентрирующих патронах закрепляются прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков – детали прямоугольной или несимметричной формы. Кулачковые патроны выполняются с ручным и механизированным приводом зажимов.
При установке заготовок, у которых длина выступающей части из патрона составляет 10-12 диаметров и более, в качестве дополнительной опоры применяют неподвижные и подвижные люнеты.

Рис. 3. Люнеты
Неподвижный люнет – рисунок устанавливают на направляющих станины станка и крепят планкой 5 с помощью болта и гайки 6. Верхняя часть 1 неподвижного люнета откидная, что позволяет снимать и устанавливать заготовки на кулачки или ролики 4 люнета, которые служат опорой для обрабатываемой заготовки и поджимаются к детали винтами 2, после установки заготовки винты 2 фиксируют болтами 3. На заготовке, в местах установки роликов люнета, протачивают канавку. Проточку обычно выполняют посредине заготовки.
Подвижный люнет крепится на каретке суппорта и перемещается при обработке вдоль детали. Подвижный люнет имеет два кулачка, которые служат опорами для заготовки. Третьей опорой является резец.
Для обработки заготовок также могут применяться планшайбы. Планшайба представляет собой плоский диск, который крепится к фланцу установленному в шпинделе станка. Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбах с помощью сменных накладок и прихватов.
Источник



