
- Способ закалки рельсов из углеродистых сталей Советский патент 1991 года по МПК C21D9/04
- Описание патента на изобретение SU1668427A1
- Похожие патенты SU1668427A1
- Реферат патента 1991 года Способ закалки рельсов из углеродистых сталей
- Формула изобретения SU 1 668 427 A1
- Способ закалки железнодорожных рельсов
Способ закалки рельсов из углеродистых сталей Советский патент 1991 года по МПК C21D9/04
Описание патента на изобретение SU1668427A1
Изобретение относится к металлургии, в частности к термической обработке рельсов из углеродистых сталей.
Цель изобретения — повышение стойкости рельсов.
Пример. Закалке подвергают рельсы из углеродистой стали. Рельсы нагревают до 840-860°С и подают в закалочную ванну с маслом. Через 5-15 с после погружения головки в масло, т.е. с момента появления в ней ферромагнитной фазы, соответствующей началу диффузионного превращения аустенита (температура Ап) в зоне размещения головки создают кавитационную область. Кавитацию прекращают через 30-90 с после начала охлаждения или после прекращения увеличения электромагнитных свойств головки (температура Агз). Охлаждение рельса заканчивают через 2-6 мин после начала закалки и производят отпуск. Кавитацию создают высокочастотными маг- нитострикционными преобразователями
ПМС — 2,5-18. которые устанавливают в закалочной ванне на всю длину рельса. Высокочастотное напряжение подается на магнитострикционные преобразователи от ультразвуковых генераторов УЗГ-2-4М. Для закалки рельсов длиной 25 м используют 80 преобразователей и 40 генераторов.
Шейка и подошва охлаждаются без кавитации с достаточно высокой скоростью. Возбуждение кавитации около поверхности шейки и подошвы ухудшает их микроструктуру и увеличивает внутренние напряжения В известном способе кавитацию создают в течение всей длительности закалочного охлаждения, в предлагаемом решении только в период диффузионного превращения аустенита, т.е. кавитацию создают в момент начала фазового превращения, а прекращают после окончания фазового превращения во всем обьеме головки.
Если создавать кавитацию в момент погружения головки в масло, то возможно обЁ
разованис мартенсита и верхнего бейнита на выкружках головки, которые охлаждаются без воздействия кавитации с высокой скоростью. Вследствие этого твердость выкружки возрастает до 420-500 НВ, снизится их контактная выносливость.
Если создавать кавитацию после развития превращения на значительной глубине от поверхности, то снижение температуры фазового превращения в центральных объемах будет несущественным, дисперсность сорбита и его свойства практически не изменятся. Поэтому необходимо создавать кавитацию в зоне расположения головки в момент начала диффузионного превращения. В этом случае в поверхностном слое грловки, в том числе на выкружках, сформируется оптимальная микроструктура — сорбит закалки с высокой и однородной дисперсностью и таердостью. Воздействие кавитации ускорит теплоотвод от поверхности и увеличит степень переохлаждения аустенита перед распадом в объеме головки. Это позволит получить более дисперсный сорбит по сравнению с обычным охлаждением в масле, уменьшит снижение твердости от поверхности катания к центру. Кавитацию следует создавать в течение диффузионного распада аустенита во всем обьеме головки. Если кавитацию прекратить до окончания распада в значительной части обьема. то степень переохлаждения аустенита уменьшится, следовательно, результаты по улучшению структуры и свойств будут ниже возможного. Осуществление ка- оитации после завершения распада аустенита нежелательно, т.е. ускоренное охлаждение повысит остаточные напряжения. Создание и прекращение кавитации согласовывают с изменением электромагнитных характеристик стали. Начало превращения определяют по увеличению магнитной индукции на выкружках головки, а конец — по прекращению увеличения электромагнитных характеристик головки.
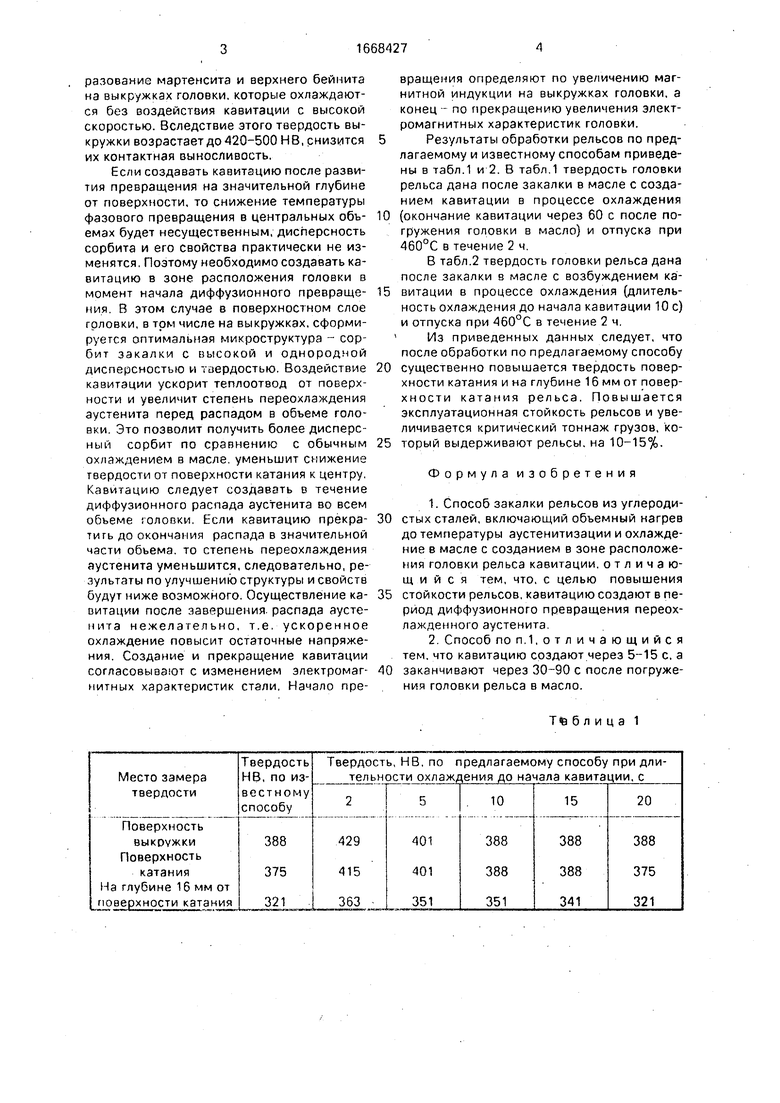
Результаты обработки рельсов по предлагаемому и известному способам приведены в табл.1 и 2. В табл.1 твердость головки рельса дана после закалки в масле с созданием кавитации в процессе охлаждения
(окончание кавитации через 60 с после погружения головки в масло) и отпуска при 460°С в течение 2 ч.
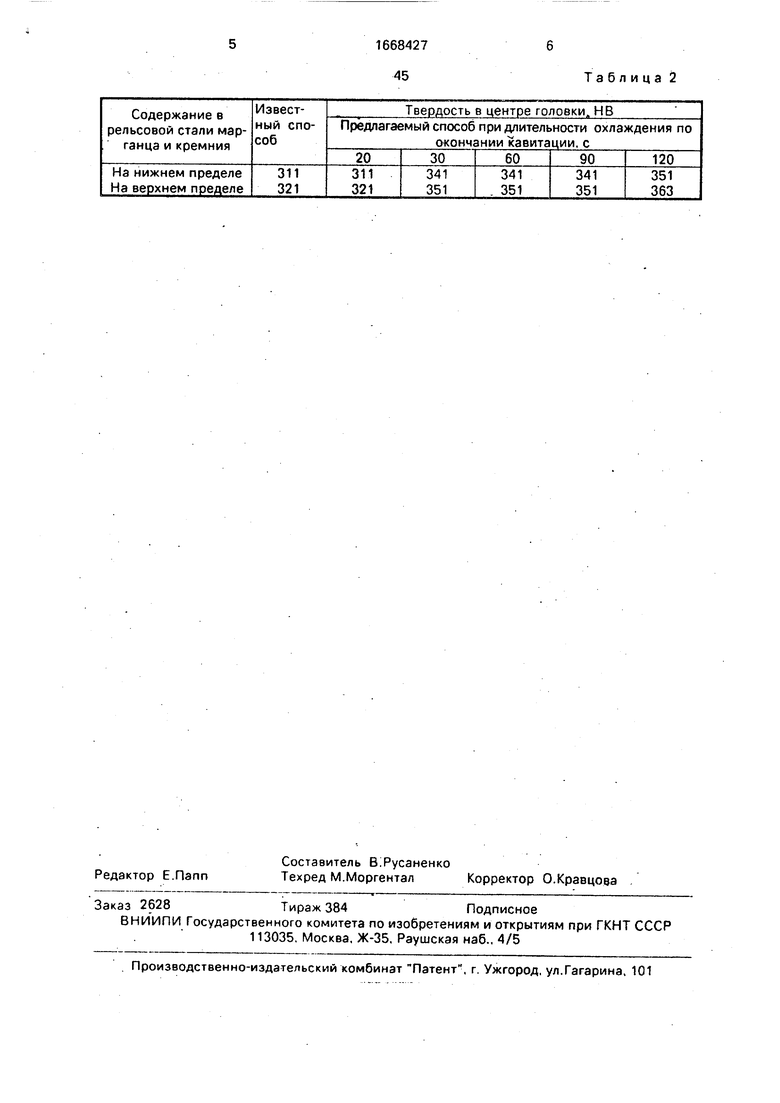
В табл.2 твердость головки рельса дана после закалки в масле с возбуждением кавитации в процессе охлаждения (длительность охлаждения до начала кавитации 10 с) и отпуска при 460°С в течение 2 ч. Из приведенных данных следует, что после обработки по предлагаемому способу
существенно повышается твердость поверхности катания и на глубине 16 мм от поверхности катания рельса. Повышается эксплуатационная стойкость рельсов и увеличивается критический тоннаж грузов, который выдерживают рельсы, на 10-15%.
1. Способ закалки рельсов из углероди- стых сталей, включающий объемный нагрев до температуры аустенитизации и охлаждение в масле с созданием в зоне расположения головки рельса кавитации, отличающийся тем, что, с целью повышения стойкости рельсов, кавитацию создают в период диффузионного превращения переохлажденного аустенита
2 Способ по п.1,отличающийся тем. что кавитацию создают через 5-15 с. а заканчивают через 30-90 с после погружения головки рельса в масло.
Похожие патенты SU1668427A1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1994 |
| RU2081191C1 |
| Способ термообработки высоколегированных вторично-твердеющих сталей | 1979 |
| SU991518A1 |
| Способ термической обработки рельсов | 1981 |
| SU1082843A1 |
| Способ термической обработки рельсов | 1982 |
| SU1118698A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2009 |
| RU2422540C1 |
| Способ термической обработки колес | 1990 |
| SU1788046A1 |
| Способ термической обработки рельсов | 1988 |
| SU1579933A1 |
| Способ термической обработки заготовок | 1979 |
| SU834157A1 |
| Способ низкотемпературной термомеханической обработки изделий из быстрорежущих сталей | 1978 |
| SU722962A1 |
| Способ закалки массивных изделий из легированных сталей | 1980 |
| SU996471A1 |
Реферат патента 1991 года Способ закалки рельсов из углеродистых сталей
Изобретение относится к области металлургии, а именно к термической обработке рельсов из углеродистой стали. С целью повышения стойкости рельсов по предлагаемому способу осуществляют нагрев до температуры аустенитизации и охлаждение в масле с созданием в зоне расположения головки рельса кавитации в период диффузионного превращения переохлажденного аустенита. Способ позволяет повысить эксплуатационную стойкость рельсов и увеличить критический тоннаж грузов, который выдерживают рельсы. 1 з.п., 2 табл.
Формула изобретения SU 1 668 427 A1
Таблица 2
Источник
Способ закалки железнодорожных рельсов
Использование: закалка железнодорожных рельсов как в производственных цехах, так и в местах расположения рельсов. Сущность изобретения: при индукционном нагреве головки рельса до закалочных температур и последующего охлаждения высокочастотное электромагнитное поле, воздействующее на головку рельса, создают за счет индуктирования токов высокой частоты в линейном проводнике, соединенном с помощью пластин с индуктирующим проводником, причем линейный проводник имеет больший диаметр, чем индуктирующий проводник. Расстояние между индуктирующим проводником и головкой рельса фиксируют и нагрев осуществляют непрерывно — последовательно. При этом охлаждение нагретого участка рельса ведут с помощью спрейера, одновременно охлаждающего и индуктирующий проводник. 2 з. п. ф — лы, 2 ил.
Изобретение относится к термической обработке металлических изделий и может быть использовано для индукционной закалки железнодорожных рельсов. Наиболее эффективное его использование — для закалки рельсов в процессе ремонтно-восстановительных работ в местах эксплуатации рельсов или их хранения.
Известен способ поверхностной закалки рельсов, включающий нагрев головки рельса до закалочных температур высокочастотным электромагнитным полем индуктирующего проводника и последующее ее охлаждение.
Однако этот способ закалки рельсов является недостаточно эффективным из-за сравнительно небольшой площади разогрева.
Целью изобретения является повышение эффективности процесса закалки.
Цель достигается тем, что в способе закалки железнодорожных рельсов, включающем нагрев головки рельса до закалочных температур высокочастотным электромагнитным полем индуктирующего проводника и последующее охлаждение, уменьшат зону нагрева головки рельса за счет улучшения локальности указанного высокочастотного электромагнитного поля, для чего его возбуждают за счет индуктирования токовой высокой частоты в линейном проводнике, соединенном с помощью пластин с индуктирующим проводником, причем линейный проводник имеет больший диаметр, чем индуктирующий проводник.
Новизна данного способа состоит и в том, что расстояние между индуктирующим проводником и головкой рельса фиксируют, а нагрев осуществляют непрерывно-последовательно.
Предлагаемый способ отличается и тем, что охлаждение нагретого участка рельса ведут с помощью спрейера, одновременно охлаждающего индуктирующий проводник.
На фиг. 1 представлено устройство, реализующего предлагаемый способ; на фиг. 2 — то же, вид сбоку.
Устройство, реализующее предлагаемый способ закалки железнодорожных рельсов, содержит согласующий трансформатор, состоящий из сердечника 1, первичной обмотки 2, подключенной к источнику 3 тока высокой частоты, и вторичной обмотки, которая состоит из линейного проводника 4, проводящих пластин 5 индуктирующего прводника 6. Линейный проводник 4 соединен с индуктирующим проводником 6 проводящими пластинами 5. Линейный проводник 4 имеет больший диаметр, чем индуктирующий проводник 6. Длина индуктирующего проводника равна ширине головки рельса 7.
Индуктирующий проводник 6 располагают вблизи поверхности головки рельса 7 с наперед заданной величиной зазора между ними. Величину зазора между индуктирующим проводником 6 и поверхностью головки рельса 7 фиксируют посредством пластин 5 и роликов 8, опирающихся на головку рельса 7. Устройство содержит также желоб 9, выполненный в виде спрейера из электроизоляционного материала, со сквозными отверстиями в его теле для протекания по ним охлаждающей жидкости (на чертежах не показана). Отверстия расположены с учетом того, чтобы охлаждающая жидкость создала спрейерное охлаждение как самой головки рельса, так и индуктирующего проводника, предотвращая перегрев последнего. Линейный проводник 4 выполнен с большим диаметром, чем индуктирующий проводник 6.
Предлагаемый спосб осуществляют следующим образом.
Индукционную закалку ведут непосредственно на месте расположения рельса. Перед началом индукционной закалки устройство, реализующее данный способ, устанавливают на рельсе 7, фиксируют заданную величину зазора между индуктирующим проводником 6 и головкой рельса 7. Затем первичную обмотку 2 согласующего трансформатора подключают к источнику 3 тока высокой частоты и пропускают по ней высокочастотный ток. Этот ток индуктирует токи высокой частоты в линейном проводнике 4 и, соответственно, в пластинах 5 и индуктирующем проводнике 6 цепи вторичной обмотки данного трансформатора. Протекая по индуктирующему проводнику 6, высокочастотный ток возбуждает вокруг него высокочастотное электромагнитное поле, которое и воздействует на головку рельса. При этом из-за разности диаметров линейного и индуктирующего проводников 4 и 6, соответственно, плотность токовых линий в них тоже различна.
Индуктирующий проводник 6, имея меньший диаметр, обладает более высокой плотностью линий тока, чем линейный проводник 4 или пластины 5. И высокочастотное электромагнитное поле, возбуждаемое этим индуктирующим проводником 6, обладает большей напряженностью, чем аналогичное поле, возбуждаемое пластинами 5 или линейным проводником 4. Оно и воздействует на головку рельса 7, вызывая в ней вихревые токи, разогревающие ее до закалочных температур. Из-за резкого уменьшения напряженности электромагнитного поля относительно расстояния от возбуждающего его индуктирующего проводника 6 такое поле локально и, следовательно, более эффективно воздействует лишь на головку рельса, вызывая ее разогрев в ограниченной зоне и, практически, не воздействует на какие-либо иные, удаленные от него участки рельса.
Расстояние между индуктирующим проводником 6 и головкой рельса 7 фиксируют и, перемещая индуктирующий проводник 6 вдоль рельса 7, осуществляют непрерывно-последовательный нагрев его головки. Подавая воду на желоб 9, спрейерно охлаждают нагретый участок рельса и одновременно охлаждают индуктирующий проводник.
Таким образом, энергия электромагнитного поля, создаваемого за счет индуктирования токов высокой частоты в линейном проводнике, соединенном с помощью пластин с индуктирующим проводником, и выполнение при этом линейного проводника с большим диаметром, чем индуктирующего проводника, более эффективно используется лишь на нагрев головки рельса, повышая эффективность и самого способа закалки железнодорожных рельсов. (56) Авторское свидетельство СССР N 48413, кл. C 21 D 9/04, 1935.
1. СПОСОБ ЗАКАЛКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ, включающий нагрев головки рельса до закалочных температур высокочастотным электромагнитным полем индуктирующего проводника и последующее охлаждение, отличающийся тем, что электромагнитное поле создают за счет индуктирования токов высокой частоты в линейном проводнике, соединенном с помощью пластин с индуктирующим проводником, причем линейный проводник имеет больший диаметр, чем индуктирующий проводник.
2. Способ по п. 1, отличающийся тем, что расстояние между индуктирующим проводником и головкой рельса фиксируют, а нагрев осуществляют непрерывно последовательно.
3. Способ по п. 1, отличающийся тем, что охлаждение нагретого участка рельса ведут с помощью спрейера, одновременно охлаждающего индуктирующий проводник.
Источник



