
14.9. Способы закалки сталей. Дефекты, возникающие при закалке
С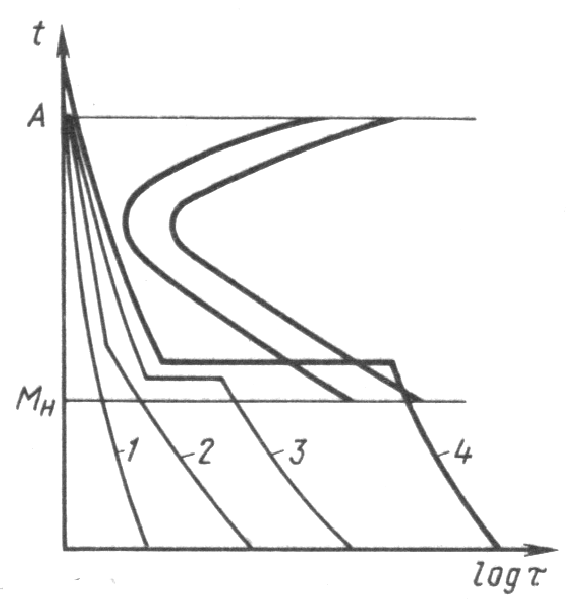 пособы закалки сталей. Основные способы закалки стали – закалка в одном охладителе, в двух средах, струйчатая, с самоотпуском, ступенчатая и изотермическая.
пособы закалки сталей. Основные способы закалки стали – закалка в одном охладителе, в двух средах, струйчатая, с самоотпуском, ступенчатая и изотермическая.
Закалка в одном охладителе. Деталь, нагретую до температуры закалки, погружают в закалочную жидкость, где она находится до полного охлаждения. Детали из углеродистых сталей охлаждают в воде, а детали из легированных сталей – в масле. Высокоуглеродистые стали закаливают с подстуживанием, это уменьшает внутренние напряжения в деталях и исключает образование трещин.
Закалка в двух средах, или прерывистая закалка (рис. 4.27). Деталь сначала охлаждают в быстро охлаждающей среде – воде, а затем переносят её в медленно охлаждающую среду – масло. Такой способ применяется при закалке инструмента, изготовленного из высокоуглеродистой стали.
Рис. 4.27. Способы охлаждения при закалки сталей: 1 – непрерывное охлаждение; 2 – закалка в двух средах; 3 – ступенчатая закалка; 4 – изотермическая закалка
Струйчатая закалка. Детали, нагретые до температуры закалки, охлаждают струёй воды. Такой способ применяют для закалки внутренних поверхностей, высадочных штампов, матриц и другого инструмента, у которого рабочая поверхность должна иметь структуру мартенсита. При струйчатой закалке не образуется паровая рубашка, что обеспечивает более глубокую прокаливаемость, чем при простой закалке в воде.
Закалка с самоотпуском. Детали выдерживают в охлаждающей среде не до полного охлаждения, а до определённой стадии, чтобы сохранить в сердцевине детали тепло, необходимое для самоотпуска.
Ступенчатая закалка. При этом способе закалки нагретые детали охлаждают сначала до температуры несколько выше точки Мн (в горячем масле или расплавленной соли), затем после короткой выдержки при этой температуре (до начала промежуточных превращений) охлаждают на воздухе.
Изотермическая закалка. Детали нагревают до заданной температуры и охлаждают в изотермической среде до 220–350°С, что несколько превышает температуру начала мартенситного превращения. Выдержка деталей в закалочной среде должна быть достаточной для полного превращения аустенита в игольчатый троостит. После этого производится охлаждение на воздухе. При изотермической закалке выдержка значительно больше, чем при ступенчатой.
Изотермическая закалка позволяет устранить большое различие в скоростях охлаждения поверхности и сердцевины деталей, которое является основной причиной образования термических напряжений и закалочных трещин. Изотермическая закалка в ряде случаев исключает операцию отпуска, что сокращает на 35–40 % цикл термической обработки.
Светлая закалка. При этом способе закалки детали нагревают в нейтральной безокислительной атмосфере или в расплавленных нейтральных солях. При светлой закалке нагрев деталей или инструмента осуществляют в жидких солях, не вызывающих окисление металла, с последующим охлаждением их в расплавленных едких щелочах.
Дефекты, возникающие при закалке. Основными видами брака являются: образование трещин, деформация и коробление, обезуглероживание и окисление, изменение размеров, появление мягких пятен, низкая твёрдость, перегрев.
Закалочные трещины. В крупных деталях, например в матрицах и ковочных штампах, закалочные трещины могут появляться даже при закалке в масле. Поэтому такие детали целесообразно охлаждать до 150–200 °С с быстрым последующим отпуском.
Чтобы уменьшить скорость охлаждения при закалке легированных сталей и снизить напряжение, эти стали подвергают медленному охлаждению в масле или струе воздуха.
Деформация и коробление. Этот вид брака деталей образуется в результате неравномерных структурных и связанных с ними объёмных превращений и возникновения внутренних напряжений при охлаждении.
Обезуглероживание инструмента при нагреве в электрических печах и жидких средах (соляных ваннах) – серьёзный дефект при закалке, т.к. он в несколько раз снижает стойкость инструмента.
Мягкие пятна. При закалке на поверхности детали или инструмента образуются участки с пониженной твёрдостью. Причинами такого дефекта могут быть наличие на поверхности деталей окалины и загрязнении, участки с обезуглероженной поверхностью или недостаточно быстрое движение деталей в закалочной среде (паровая рубашка). Мягкие пятна полностью устраняются при струйчатой закалке и в подсоленной воде.
Причинами низкой твёрдости являются недостаточно быстрое охлаждение в закалочной среде, низкая температура закалки, а также малая выдержка при нагреве под закалку. Чтобы исправить этот дефект, детали или инструмент сначала подвергают высокому отпуску при температуре 600–625 °С, а затем – закалке.
Перегрев приводит к образованию крупнозернистой структуры, что ухудшает механические свойства стали. Для измельчения зерна и подготовки структуры для повторной закалки перегретую сталь необходимо подвергать отжигу.
Недогрев. Если температура закалки была ниже критических точек Ас3 (для доэвтектоидных сталей) и Ас1 (для заэвтектоидных сталей), то структура закаленной стали будет состоять из мартенсита и зерен феррита, который имеет низкую твёрдость. Недогрев можно исправить отжигом с последующей закалкой.
Источник
Дефекты, возникающие при закалке
Неправильно проведенная закалка может вызвать различные де-фекты. Наиболее распространенные из них: недостаточная твердость, мягкие пятна, повышенная хрупкость, обезуглероживание и окисле-ние поверхности и, наконец, коробление, деформации и трещины.
Закалочные трещины являются результатом резкого охлаждения или нагрева вследствие возникающих при этом внутренних напряже-ний – как термических, так и структурных. Трещины – неисправимый брак. Для предупреждения их образования рекомендуется избегать при конструировании деталей резких переходов от толстых сечений к тонким, острых углов, резких выступов; обеспечивать медленное охлаждение в области мартенситного превращения.
Предотвращение деформации (изменение объема) и коробления (изменение внешней формы) обеспечивается медленным охлаждением
в интервале мартенситного превращения. В этом случае необходимо применять ступенчатую и изотермическую закалки. Уменьшение ко-робления достигается также правильным способом погружения детали
в охлаждающую жидкость, например, длинные стержневые детали необходимо охлаждать в вертикальном положении.
Повышенная хрупкость получается в том случае, если сталь была нагрета до температуры, намного выше критической или при опти-мальной температуре была дана очень большая выдержка.
При перегреве происходит рост зерна аустенита, а после закалки образуется крупноигольчатый мартенсит, который характеризуется чрезмерной хрупкостью. Устраняют дефект отжигом и последующей закалкой с соблюдением заданного режима.
Недостаточная твердость закаленной детали объясняется недо-гревом (низкая температура в печи, недостаточная выдержка при правильной температуре в печи) или недостаточно интенсивным охлаждением. В первом случае мартенсит не обладает достаточной твердостью (не содержит достаточно углерода); во втором – не пе-реохлаждается до мартенситного превращения, и структура полно-стью или частично состоит из продуктов перлитного распада аусте-нита (троостит, сорбит). Повышение температуры печи или увели-чение выдержи в первом случае устраняет пониженную твердость закаленных деталей. Во втором случае следует применять более ин-тенсивное охлаждение, т.е. во время закалки энергично перемещать деталь в закалочной жидкости или применять вместо простой воды соленую или подкисленную.
При наличии на поверхности детали окалины или загрязнения, соприкосновении деталей друг с другом в процессе охлаждения, не-равномерном охлаждении, неоднородной структуре стали (полосча-тость, скопления феррита), загрязнении стали неметаллическими включениями в некоторых зонах детали вместо мартенсита образуется троостит или сорбит и твердость детали получается неравномерной
(возникают мягкие пятна). Избежать этого дефекта можно путем выбора правильного способа охлаждения, проведения предварительной термической обработки и т. д.
Деформация, коробление и трещины являются следствием внутренних напряжений, причину возникновения которых мы рассмотрели раньше.
Медленное охлажнения при закалке в области мартенситного превращения — самый эффективный способ уменьшения напряжений и устранения дефектов этого вида. Мелкие детали, так же как и простые по форме, без острых углов и резких переходов, менее склонны к короблению. Поэтому при конструировании придание детали технологической формы является важным способом уменьшения этого вида дефекта. На рис. 21 приведены примеры правильного и неправильного конструирования деталей. Более сложные по форме детали целесообразно изготавливать из легированных закаливаемых в масле сталей, чем из углеродистых, закаливаемых в воде.
 |
Рис. 21. Правильная (а) и неправильная (б) конструкции деталей
Недостаточная твердость закаленной детали может быть из-за не- догрева (низкая температура в печи, недостаточная выдержка при правильной температуре в печи) или недостаточно интенсивного охлаждения. В первом случае мартенсит не обладает достаточной твердостью (не содержит достаточно углерода); во втором — не переохлаждается до мартенситного превращения, и структура полностью или частично состоит из продуктов перлитного распада аустенита (тростит, сорбит).
Повышение температуры печи или увеличение выдержки в первом случае устраняет пониженную твердость закаленных деталей. Во втором случае следует применять более интенсивное охлаждение, т. е. во время закалки энергично перемещать деталь в закалочной жидкости или применять вместо простой воды соленую или подкисленную.
Образование мягких пятен также является следствием недостаточного прогрева или недостаточного интенсивного охлаждения. Методы устранения такие же, как указаны выше.
Иногда мягкие пятна появляются из-за неоднородности исходной структуры, например скоплений феррита. В этих местах при нагреве до температуры закалки может сохраниться феррит или получиться аустенит с недостаточной концентрацией углерода. Естественно, что в этих местах даже при правильно проведенной закалке твердость недостаточная. Предварительная термическая обработка (нормализация), создающая более однородную структуру, устраняет этот дефект.
Повышенная хрупкость — дефект, обычно появляющийся в результате закалки от слишком высоких температур (более высоких, чем это требуется), при которых произошел значительный рост зерен аустенита. Дефект обнаруживается механическими испытаниями по излому или по микроструктуре. Устраняют дефект повторной закалкой от нормальных температур для данной стали.
Окисление и обезуглероживание поверхности часто происходит при нагреве в пламенных или электрических печах без контролируемой атмосферы. Поэтому дают припуск на шлифование, что удорожает и усложняет технологию изготовления термически обрабатываемых деталей. Контролируемая искусственная атмосфера в термических печах является радикальным способом устранения или уменьшения этого дефекта. Нагрев в солях также способствует уменьшению окисления и обезуглероживания.
Порядок выполнения работы
Для выполнения работы студентам предоставляются образцы различных марок углеродистых сталей (сталь 40, У8, У10), печи для нагрева образцов и баки с охлаждающими средами.
Измерить твердость образцов в исходном состоянии на приборе Бринелля шариком 10 мм при нагрузке 30000 Н, а после закалки — на приборе Роквелла алмазным конусом при нагрузке 1500 Н (шкала С). Перед определением твердости зачистить две параллельные стороны образца. Для построения кривых зависимости твердости от различных параметров, данные измерения твердости по Роквеллу перевести в единицы Бринелля. Для более интенсивного и равномерного охлаждения в закаливающей среде производить перемещение образцов.
— нарисовать часть диаграммы Fe-Fe3C и указать на ней температурные интервалы нагрева под закалку;
— замерить твердость образцов в исходном состоянии на приборе Бринелля;
— провести закалку образцов в воде с температурами нагрева 650°С, 750°С, 850°С;
— измерить твердость закаленных образцов на приборе Роквелла;
— по данным измерения твердости установить оптимальную температуру нагрева под закалку, обеспечивающую наибольшую твердость;
— определить влияние скорости охлаждения на твердость термически обработанной стали. Нагрев образцов производить до установленной оптимальной температуры, образцы охлаждать в воде, масле и на воздухе;
— по данным всей группы построить графики влияния содержания углерода на твердость закаленной стали, влияния температуры нагрева и скорости охлаждения при закалке на твердость стали. Скорость охлаждения в интервале .температур 650-450°С равна: в воде 400°/с; в масле 50°/с; на воздухе 2°/с;
— произвести закалку ударного инструмента (зубило) по способу закалки с самоотпуском и измерить твердость по Роквеллу рабочей части, в центре и в хвостовой части инструмента.
При составлении отчета необходимо дать краткое описание теоретических основ процесса закалки стали, характеристику строения и свойств полученных структур, привести экспериментальные и графические данные, результаты измерений занести в табл. 3.
Протокол исследования термической обработки стали
| Номер образца | Твердость до термообработки | Температура нагрева, °C | Охлаждающая среда | Твердость после термообработки |
| НВ | HRC | НВ |
1. Что такое термическая обработка (ТО)?
2. Какие процессы называют термической обработкой?
3. Какие факторы влияют на результаты термической обработки?
4. Закалка стали и ее назначение.
5. Основные способы закалки.
6. Температура нагрева под закалку и ее влияние на структуру и свойства закаленной стали.
7. Негативные факторы нагрева. Методы борьбы с ними.
8. Полная закалка.
9. Неполная закалка.
10. Выбор режима закалки.
11. Выбор времени выдержки.
12. Критическая скорость закалки. Выбор охлаждающих сред.
13. Критическая скорость охлаждения.
14. Охлаждающие среды.
15. Обработка холодом.
16. Структура закаленной стали и причина ее высокой твердости.
17. Мартенсит. Условия получения, микроструктура, твердость.
18. Бейнит. Условия получения, микроструктура, твердость.
19. Троостит. Условия получения, микроструктура, твердость.
20. Сорбит. Условия получения, микроструктура, твердость.
21. Аустенит. Условия получения, микроструктура, твердость.
22. Факторы влияющие на устойчивость аустенита и критическую скорость закалки.
23. Дефекты при закалке.
24. Характеристика Стали 40. Содержание углерода, температура закалки, структура до и после закалки.
25. Характеристика Стали 50. Содержание углерода, температура закалки, структура до и после закалки.
26. Характеристика Стали 60. Содержание углерода, температура закалки, структура до и после закалки.
27. Характеристика Стали У7. Содержание углерода, температура закалки, структура до и после закалки.
28. Характеристика Стали У8. Содержание углерода, температура закалки, структура до и после закалки.
29. Характеристика Стали Сталь 85. Содержание углерода, температура закалки, структура до и после закалки.
30. Характеристика Стали У10. Содержание углерода, температу-
ра закалки, структура до и после закалки.
31. Характеристика Стали У11. Содержание углерода, температура закалки, структура до и после закалки.
32. Характеристика Стали У12. Содержание углерода, температура закалки, структура до и после закалки.
Источник



