
- Величины зазоров между торцами труб в зависимости от диаметра трубы
- НАКС расшифровка видов сварки и опасных технических устройств: в общих чертах
- Что собой представляет?
- Что такое НАКС, зачем нужна аттестация и как это сказывается на качестве работ?
- Зачем нужна аттестация
- Кто может и должен проходить аттестацию
- НАКС* ПТО — Подъемно-транспортное оборудование:
- НАКС КО — Котельное оборудование:
- Что нужно для получения квалификационного удостоверения?
- НАКС ГО — Газовое оборудование:
- Порядок проведения
- НАКС НГДО (расшифровка — нефтегазодобывающее оборудование):
- Заключение
- ГДО — Горнодобывающее оборудование:
- НАКС МО — Металлургическое оборудование:
- Цели НАКС
- НАКС ОТОГ — Оборудование для транспортировки опасных грузов:
- Виды сварочных материалов
- НАКС СК (расшифровка — строительные конструкции):
- НАКС КСМ — Конструкции стальных мостов:
- Способы сварки (наплавки)
Величины зазоров между торцами труб в зависимости от диаметра трубы
| Диаметр, мм | 20-40 |
 | |
 | — |
Свариваемые поверхности труб после циклевки и муфты обезжиривают путем протирки салфеткой из хлопчатобумажной ткани, смоченной в спирте или других специальных обезжиривающих составах, которые полностью испаряются с поверхности.
Детали с закладными нагревателями, поставляемые изготовителем в индивидуальной герметичной упаковке, вскрываемой непосредственно перед сборкой, обезжириванию допускается не подвергать.
Механическую обработку и протирку труб и деталей производят непосредственно перед сборкой и сваркой. Детали с закладными нагревателями механической обработке не подвергаются.
Сборка стыка заключается в посадке муфты на концы свариваемых труб с установкой по ранее нанесенным меткам, по ограничителю или по упору в позиционере. Рекомендуется для сборки стыков труб, поставляемых в отрезках, использовать центрирующие хомуты и позиционеры, а для сборки стыков труб, проставляемых в бухтах или на катушках, использовать выпрямляющие позиционеры.
Процесс сборки включает:
— надевание муфты на конец первой трубы до совмещения торцов муфты и трубы, закрепление конца трубы в зажиме позиционера (рис.10, б);
— установку в упор в торец первой трубы и закрепление конца второй трубы в зажиме позиционера (рис.10, в);
— надвижение муфты на конец второй трубы на 0,5 длины муфты до упора в зажим позиционера (рис.10, г) или до метки, нанесенной на трубу;
— подключение к клеммам муфты токоподводящих кабелей от сварочного аппарата (рис.10, д).
В случае если муфты имеют внутренний ограничитель (кольцевой уступ), то сборка труб производится до упора торцов труб в кольцевой уступ и собранное соединение закрепляется в позиционере.
Если свариваемые концы труб имеют овальность больше 1,5% наружного диаметра трубы или  1,5 мм, то перед сборкой стыка для придания им округлой формы используют инвентарные калибрующие зажимы, которые устанавливают на трубы на удалении 15-30 мм от меток или устраняют овальность при помощи специальных приспособлений.
1,5 мм, то перед сборкой стыка для придания им округлой формы используют инвентарные калибрующие зажимы, которые устанавливают на трубы на удалении 15-30 мм от меток или устраняют овальность при помощи специальных приспособлений.
Во избежание повреждения закладных нагревателей (проволочных электроспиралей) надевание детали с ЗН на конец трубы или введение конца трубы в муфту производят без перекосов. Концы труб, входящие в соединительные детали, не должны находиться под действием изгибающих напряжений и под действием усилий от собственного веса. Муфты после монтажа должны свободно вращаться на концах труб от нормального усилия руки.
Трубы сваривают при обеспечении неподвижности соединения в процессе нагрева и последующего естественного охлаждения.
Приварку к трубам седловых отводов производят в следующей последовательности:
— размечают место приварки отвода на трубе (рис.12);
— поверхность трубы в месте приварки отвода зачищают с помощью цикли;
— привариваемую поверхность отвода обезжиривают, а если он поставляется изготовителем в герметичной индивидуальной упаковке, вскрываемой непосредственно перед сборкой, то его обезжириванию допускается не подвергать;
— отвод устанавливают на трубу и механически прикрепляют с помощью специальных зажимов, хомутов и т.п. (рис.12);
— если труба в зоне приварки отвода имеет повышенную овальность (больше 1,5% наружного диаметра трубы или 1,5 мм), то перед установкой отвода трубе придают правильную геометрическую форму с помощью калибрующих зажимов, укрепляемых на трубе на расстоянии 15-30 мм от меток (зажимы снимают только после сварки и охлаждения соединения);
— подключают к контактным клеммам токоподвода сварочные кабели;
— после окончания сварки и охлаждения перед фрезерованием трубы производят визуальный контроль качества сварного соединения. Рекомендуется для проверки качества сварки через патрубок приваренного отвода подать избыточное давление воздуха внутрь седлового отвода с одновременным обмыливанием места примыкания основания отвода к газопроводу;
— производят фрезерование стенки трубы для соединения внутренних полостей отвода и трубы после полного охлаждения соединения.

Рис. 12. Соединение полиэтиленовой трубы и отводов с закладными нагревателями:
а — седловой отвод с закладным нагревателем; б — отвод с разрезной муфтой с закладным нагревателем;1 — труба; 2 — метки посадки отводов и механической обработки поверхности трубы; 3 — отвод; 4 — закладной нагреватель; 5 — полухомут; 6 — винты крепления;  — усилие прижатия отвода при сборке и сварке
— усилие прижатия отвода при сборке и сварке
Параметры режимов сварки устанавливают в зависимости от вида и сортамента используемых соединительных деталей и видов сварочных аппаратов как в ручном режиме, так и в автоматическом с помощью считывающего устройства с штрих-кода соединительной детали.
После завершения процесса сварки соединение можно перемещать не ранее, чем по истечении времени охлаждения.
К технологическим параметрам режима сварки относятся:
— напряжение питания, подающееся на спираль (24-42 В),
— время сварки и время охлаждения.
Качество соединения полностью обеспечивается соблюдением всех норм проведения технологического процесса в соответствии с требованиями технологии сварки, правил эксплуатации сварочного оборудования и оптимальным выбором режима сварки. Эти нормы предусматривают:
а) контроль появления на поверхности приваренной соединительной детали с закладным нагревателем индикатора, свидетельствующего о завершении процесса сварки или контроль расплавления полиэтилена при поднятии пробок индикатора .
б) контроль недопустимости выступания расплава материала или спирали из-под сваренной детали.
в) проверку результатов сварки по распечатке.
Если хотя бы один из перечисленных выше пунктов не выполнен или проверка по нему дала отрицательный результат, то сварное соединение бракуется и подлежит удалению.
Основные ошибки, вызывающие некачественную сварку труб при помощи соединительных деталей с закладными нагревателями являются: косой срез торцов свариваемых труб; грязь и влага в соединении; не проведена зачистка и обезжиривание свариваемых поверхностей труб; неправильная установка собра нного стыка в центрующих устройствах (недостаточное закрепление); неверно задана программа процесса сварки; не выдержано время охлаждения сваренного стыка. Критерии оценки внешнего вида соединений, выполненных при помощи седловых отводов с закладными нагревателями, приведены в при- ложении Б, выполненных при помощи муфт, тройников, отводов и переходов с закладными нагревателями, приведены в приложени В.
Порядок выполнения работы
1.В соответствии с «Инструкцией по монтажу муфт, фитингов и
переходников» подготовить трубы и фитинги к сварке.
2.Включить аппарат (3.2).
3.Установить наконечники в переходники сварочных кабелей.
Внутренний диаметр наконечников должен соответствовать наружному
диаметру штырей муфты.
4.Установить режим работы (3.4).
5.Запустить процесс сварки
6.Окончание процесса сварки оповещается звуковым сигналом
и выходное напряжение аппарата автоматически отключается.
7.Отсоединить наконечники от муфты после остывания сварного
соединения. Время остывания указано на муфте.
8. Провести визуальный контроль полученного сварного соединения.Критерии оценки внешнего вида соединений, выполненных сваркой при помощи деталей с закладными нагревателями, приведены в приложени Б и в приложении В.
Вопросы для самопроверки:
1. Суть технологического процесса сварки с закладными нагревательными элементами?
2. Назовите способ задания информации при сварке способом ЗН?
3. Назовите технологические параметры сварки ЗН?
4. Допускается ли при сварке труб деталями с ЗН не производить механичес-
кую обработку труб перед их сваркой?
5. При какой температуре окружающего воздуха допускается проводить
полиэтиленовых труб способом ЗН?
6. Из каких операций состоит подготовка концов труб к сварке при исполь-
зовании соединительных деталей с ЗН?
7. В какой последовательности производится сборка сварного соединения при использовании соединительных деталей с ЗН?
8. На какую длину производят механическую обработку (циклевку) концов
труб, свариваемых способом ЗН?
9. На какую длину наносят метки посадки детали с ЗН на концы свариваемых
10. Подвергаются ли механической обработке детали сЗН перед их сваркой?
11. Влияние каких факторов следует избегать после сборки сварного соеди-
нения «труба – соединительная деталь с ЗН» до окончания сварки?
12. В зависимости от чего устанавливают параметры сварки труб при сварке
Источник
НАКС расшифровка видов сварки и опасных технических устройств: в общих чертах

«ТехАльянс» предлагает организацию обучения и прохождение аттестации НАКС на выгодных условиях для работников и работодателя. Услуга обеспечивает проверенный профессионализм кадров.
- Перейти на сайт НАКС
- Аттестация НАКС
- Реестр аттестованных специалистов
Что собой представляет?
Каждый сварщик должен знать, как расшифровать аббревиатуру НАКС. Это Национальное Агентство Контроля Сварки, занимающееся системой аттестации сварочного производства. В первую очередь это относится к предприятиям, деятельность которых контролируется Ростехнадзором. Помимо НАКС аттестации сварщиков, комитет проверяет технологии соединения и применяемые материалы.
НАКС – расшифровка аббревиатуры понятна. Помимо вышеперечисленных функций, в ее зону ответственности входят:
- Разрабатывать и утверждать методические указания, в соответствие с последними достижениями науки.
- Оказывать консультационную поддержку, касательно оптимальных способов выполнения работ.
- Контролирует деятельность аттестационных центров и оказывает им информационную и материально-техническую поддержку.
- При проведении проверки организаций и отдельных специалистов, утверждает состав аттестационной комиссии.
- Учет действующих реестров, включающих в себя информацию о лицах, проходивших аттестацию по различным видам деятельности, а также итоговые результаты.
Что такое НАКС, зачем нужна аттестация и как это сказывается на качестве работ?
В конце 80-х годов XX-го века стали расширяться границы взаимодействия России с остальными странами в плане машиностроительной отрасли, одним из ключевых направлений которой являются сварочные работы. Однако в то время область сертификации специалистов в России были в зачаточном состоянии.
В силу сложившихся обстоятельств в 1992 году появилась организация, отвечающая за контроль — Национальный аттестационный комитет по сварочному производству или сокращенно НАКС.
На сегодняшний день это самая распространенная аттестация в отрасли. Вакансии сварщика НАКС всегда широко представлены на рынке труда.
Независимые аттестационные центры есть практически в каждом регионе страны, где, пройдя обучение, специалист может получить свидетельство НАКС, а затем и найти себя по фамилии в реестре сварщиков НАКС, тем самым подтвердив работодателю свою квалификацию.
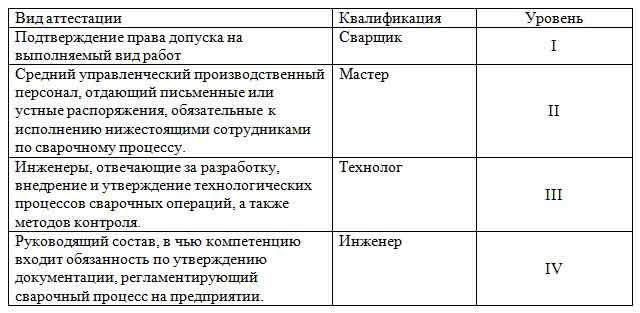
Существует несколько уровней аттестации НАКС:
- I уровень – сварщик;
- II уровень – мастер сварочного производства;
- III уровень – технолог по сварке;
- IV уровень – инженер сварочного производства;
Так же существует аттестация организаций и оборудования по НАКС.
Обучение НАКС состоит из курса лекций, экзамена по теории и практике. При этом аттестационная комиссия состоит из представителя РОСТЕХНАДЗОРА, а остальные члены комиссии должны иметь уровень НАКС не ниже второго. После успешной сдачи экзаменов данные специалиста заносятся в базу данных реестра НАКС, а сам специалист получает удостоверение и протокол, где по пунктам отражено, к каким работам он допускается.
Таким образом, сертификация специалиста по НАКС является гарантией качества работ.
Стоимость рассчитывается индивидуально
Зачем нужна аттестация
Сварщик, прошедший аттестацию НАКС — это высококвалифицированный специалист, допущенный к проведению работ в условиях повышенной опасности: 
- газопровод; нефтепровод;
- закрытое пространство накопительных емкостей;
- судовой трюм;
- доменная или мартеновская печь — это далеко не весь перечень объектов.
Опасность возникает из-за наличия горючих веществ, могущих привести к пожару или взрыву.
Аттестация проводится для того, чтобы специалист вспомнил свои теоретические знания, подтвердил практический навык, узнал новое в области сварочного дела.
Кто может и должен проходить аттестацию
Аттестовываться должны работники опасного объекта (подконтролен Ростехнадзору), на котором предполагается проводить или проходят монтажные операции. Специалистам, в соответствии с нормами, присвоены определенные уровни НАКС:
Вид аттестации напрямую зависит от отрасли промышленности.
Экспертная комиссия не может отменить или аннулировать квалификационный разряд специалиста-сварщика.
НАКС* ПТО — Подъемно-транспортное оборудование:
1. Грузоподъемные краны.
2. Краны –трубоукладчики.
3. Краны- манипуляторы.
7. Устройства грузозахватные.
8. Подъемники (вышки).
10. Дороги канатные, их агрегаты, механизмы и детали.
11. Цепи для подъемно-транспортного оборудования.
12. Строительные подъемники.
13. Конвейеры пассажирские.
НАКС КО — Котельное оборудование:
1. Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115°С.
2. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115°С.
3. Сосуды, работающие под давлением свыше 0,07МПа.
4. Арматура и предохранительные устройства
5. Металлические конструкции для котельного оборудования.
Что нужно для получения квалификационного удостоверения?
В интернете можно найти множество объявлений, авторы которых предлагают всем желающим получить удостоверение НАКС в течение 1-2 дней. Их размещением занимаются мошенники, а купленный таким образом документ будет недействительным. При попытке устроится на работу, обман раскроется, поскольку удостоверения будет отсутствовать в реестре НАКС.
Перед обращением в ближайший региональный центр необходимо подготовить следующие документы:
- Письменное заявление;
- Свидетельство об образовании;
- Документ, подтверждающий квалификацию кандидата;
- Выписку из трудовой книжки;
- Фотографию 3х4 – 2 шт.;
- Удостоверение по охране труда и технике безопасности;
- Медицинскую справку.
Помните, что сварщик с удостоверением НАКС является профессионалом, что подтверждает профильный комитет. При прочих равных условиях, работодатель отдаст предпочтение сертифицированному сотруднику. Кроме того, специалистам всегда доверяют самую ответственную работу, что отражается на уровне заработной платы.
НАКС ГО — Газовое оборудование:
1. Трубопроводы систем внутреннего газоснабжения.
2. Наружные газопроводы низкого, среднего и высокого давления стальные и из неметаллических материалов.
3. Газовое оборудование котлов, технологических линий и агрегатов.
4. Газогорелочные устройства.
5. Емкостные и проточные водонагреватели.
6. Аппараты и печи.
7. Арматура из металлических материалов и предохранительные устройства.
Порядок проведения

Порядок проведения аттестации устанавливается в соответствии с действующими нормативными документами НАКС, которая координирует деятельность региональных центров.
Этапы проведения аттестации сварщиков:
- Специалист предоставляет в ближайший региональный центр пакет документов, включающий с себя заявление, справку с места работы или выписку с трудовой книжки, документы, подтверждающие квалификацию, а также медицинскую справку установленного образца.
- Время рассмотрения заявления составляет 3 суток. О решении комиссии кандидат уведомляется посредством письменного уведомления. Согласно действующему законодательству, в случае отказа центр обязан указать его причину.
- Проверка начинается с практического экзамена. Кандидат получает задания, сложность которого соответствует заявленной категории. Соединение должно быть выполнено с учетом всех требований соответствующих государственных стандартов.
- Следующий этап – теоретический экзамен. Как и при проверке практических навыков, сложность и количество вопросов зависит от заявленного уровня. Например, для получения сертификата первого уровня, необходимо ответить на 15 вопросов, а для аттестации технологов количество заданий в билете вырастает до 20.
В случае негативного результата, кандидат имеет право повторить попытку в течение 3 месяцев. Повторная аттестация проводится в том же центре.
Срок проверки знаний сварщика, как правило, не превышает 2 недель. Стоимость зависит от конкретного регионального центра и географического расположения. Она варьируется в пределах 28000-33000 рублей.
НАКС НГДО (расшифровка — нефтегазодобывающее оборудование):
1.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при сооружении, реконструкции и капитальном ремонте.
2.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при текущем ремонте в процессе эксплуатации.
3.Промысловые и магистральные газопроводы и конденсатопроводы; трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа в пределах: установок комплексной подготовки газа (УКПГ), компрессорных станций (КС), дожимных компрессорных станций (ДКС), станций подземного хранения газа (СПХГ), газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и пунктов редуцирования газа (ПРГ).
4.Трубопроводы в пределах УКПГ, КС; НПС; СПХГ; ДКС; ГРС; УЗРГ; ПРГ и др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и нефтепродуктов.
5.Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых хранилищ при сооружении и ремонте.
6.Морские трубопроводы, объекты на шельфе (трубопроводы на платформах, а также сварные основания морских платформ) при сооружении, реконструкции и ремонте.
7.Уникальные объекты нефтяной и газовой промышленности при сооружении и ремонте (рабочие параметры объектов, не предусмотрены действующей нормативной документацией)
8.Запорная арматура при изготовлении и ремонте в заводских условиях.
9.Детали трубопроводов при изготовлении и ремонте в заводских условиях.
10.Насосы, компрессоры и др. оборудование при изготовлении и ремонте в заводских условиях.
11.Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях.
12.Оборудование нефтегазопромысловое, буровое и нефтеперерабатывающее.
13.Трубопроводы автоматизированных газонаполнительных компрессорных станций (АГНКС).
Заключение
НАКС – это организация, играющая важную роль в сфере проверки профессиональных навыков работников, занятых в области сварки на промышленных объектах. Наличие удостоверения НАКС подтверждает квалификацию сварщика, что будет преимуществом при поиске работы.
Сварщик 6-го разряда Батуринский Александр Сергеевич. Опыт – 17 лет: «Свой первый сертификат получил еще в 2005 году – тогда еще я был сварщиком пятого разряда. Аттестацию проходил, как частное лицо. Как показывает практика, это дороже, чем повышать квалификацию от работодателя, зато гораздо проще в плане сдачи экзаменов. По состоянию на 2018 год, в региональных центрах на практических экзаменах до сих пор активно пользуются трансформаторами с балластниками, что создает некоторые неудобства для начинающих сварщиков, привыкшим к инверторам».
ГДО — Горнодобывающее оборудование:
1. Технические устройства для горнодобывающих и горно-обогатительных производств и подземных объектов.
НАКС МО — Металлургическое оборудование:
1. Доменное, коксовое, сталеплавильное оборудование.
2. Технологическое оборудование и трубопроводы для черной и цветной металлургии.
3. Технические устройства для производства черных и цветных металлов и сплавов на их основе.
4. Машины для литья стали и цветных металлов.
5. Агрегаты трубопрокатные.
6. Станы обжимные, заготовочные, сортопрокатные и листопрокатные.
Цели НАКС
Проверка затрагивает достаточно широкий круг вопросов:
- Технология сварочного процесса. Цель — подтверждение технических и технологических возможностей предприятия выполнять заявленные работы. Аттестация является обязательной процедурой для фирмы, осуществляющую деятельность на территории Заказчика. После успешного прохождения проверки выдается свидетельство, подтверждающее способность компании к использованию заявленной технологии сварочных работ. Документ действителен в течение 4 лет.
- Оборудование и материалы. Цель — проверка соответствия технического состояния оборудования, свойств и технических характеристик сварочных материалов данным, указанным в сопроводительной документации. При положительном решении аттестационной комиссии, выдается свидетельство НАКС:
- действующее в течение 3-х лет для серийно производимых материалов;
- 1 год — на опытную партию.
Такие проверки необходимы, так как в группы технических устройств НАКС входит различное оборудование, требующее определенных методов работы. Понадобится:
- соответствующая подготовки специалистов;
- техническая исправность сварочного аппарата;
- соблюдение технологических процессов;
- выполнение предписаний по технике безопасности.
С другой стороны, группа НАКС завоевала авторитет среди производственников. Поэтому предприятия и специалисты, успешно прошедшие аттестацию в саморегулируемой организации, вправе рассчитывать на приоритет при получении заказа на выполнение сварочных работ.
Поиск записей с помощью фильтра:
НАКС ОТОГ — Оборудование для транспортировки опасных грузов:
1. Контейнеры специализированные и тара, используемые для транспортировки опасных грузов и строительных материалов.
3. Экипажная часть.
Виды сварочных материалов
Эп — Электроды плавящиеся для дуговой сварки.
Эн — Электроды неплавящиеся для дуговой сварки.
Пс — Проволока сварочная сплошного сечения.
Пп — Проволока порошковая и ленты порошковые.
Гз — Газы защитные.
Гг — Газы горючие.
Ф — Флюсы сварочные.
*Расшифровка НАКС — Национальное Агентство Контроля Сварки
НАКС СК (расшифровка — строительные конструкции):
1. Металлические строительные конструкции.
2. Арматура, арматурные и закладные изделия железобетонных конструкций.
3. Металлические трубопроводы.
4. Конструкции и трубопроводы из полимерных материалов.
НАКС КСМ — Конструкции стальных мостов:
1. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при изготовлении в заводских условиях.
2. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях.
Способы сварки (наплавки)
РД — Ручная дуговая сварка покрытыми электродами.
РДВ — Ванная дуговая сварка покрытыми электродами.
РАД — Ручная аргонодуговая сварка неплавящимся электродом.
МАДП — Механизированная аргонодуговая сварка плавящимся электродом.
МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
ААД — Автоматическая аргонодуговая сварка непл авящимся электродом.
АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
ААДП — Автоматическая аргонодуговая сварка плавящимся электродом .
АФ — Автоматическая сварка под флюсом.
МФ — Механизированная сварка под флюсом.
МФВ — Ванная механизированная сварка под флюсом.
МПС — Механизированная сварка самозащитой порошковой проволокой.
МПГ — Механизированная сварка порошковой проволокой в среде активных газов. МПСВ — Ванная механизированная сварка самозащитой порошковой проволокой. МСОД — Механизированная сварка открытой дугой легированной проволокой.
П — Плазменная сварка.
ЭШ — Электрошлаковая сварка.
ЭЛ — Электронно-лучевая сварка.
Г — Газовая сварка.
РДН — Ручная дуговая наплавка покрытыми электродами.
РАДИ — Ручная аргонодуговая наплавка.
ААДН — Автоматическая аргонодуговая наплавка.
АФЛН — Автоматическая наплавка ленточным электродом под флюсом.
АФПН — Автоматическая наплавка проволочным электродом под флюсом.
КТС — Контактно-точечная сварка.
КСС — Контактная стыковая сварка сопротивлением.
КСО — Контактная стыковая сварка оплавлением.
Источник



