
Что такое программируемый логический контроллер
Контроллер (от англ. Control) — управление. Контроллером в автоматизированных системах называют техническое средство, выполняющее функции управления физическими процессами в соответствии с заложенным алгоритмом, с использованием информации, получаемой от датчиков и выводимой на окончательные устройства. Любое устройство, способное работать автоматически, имеет в своем составе управляющий контроллер — модуль, определяющий логику работы устройства.
Программируемые логические контроллеры (ПЛК) — технические средства, используемые для автоматизации технологических процессов. Это электронное специализированное устройство, работающее в реальном масштабе времени.
ПЛК можно запрограммировать в цифровом виде и, таким образом, очень легко адаптировать к требованиям конкретного технологического процесса. В связи с растущими требованиями к современным машинам и производственным процессам решения с использованием ПЛК в области автоматизации стали неотъемлемой частью повседневного промышленного производства.
Основным режимом работы ПЛК выступает его длительное автономное использование, зачастую в неблагоприятных условиях окружающей среды, без серьезного обслуживания и без вмешательства человека. ПЛК обычно применяются для управления последовательными процессами, используя входы и выходы для определения состояния объекта и выдачи управляющих воздействий.

Программируемые логические контроллеры — идеальное решение для индивидуального управления различными приложениями, машинами, системами и процессами или управления мощностью с помощью цифровых технологий.
Программируемый логический контроллер, представляют собой микропроцессорное устройство, предназначенное для сбора, преобразования, обработки, хранения информации и выработки команд управления, имеющий конечное количество входов и выходов, подключенных к ним датчиков, ключей, исполнительных механизмов к объекту управления, и предназначенный для работы в режимах реального времени.

Типичный ПЛК состоит из следующих частей:
- Через входы к блоку управления подключаются, например, кнопки, световые барьеры или датчики температуры. Благодаря этим компонентам система ПЛК может отслеживать текущее состояние машины.
- Выходы подключены к устройству, например, к электродвигателям, гидравлическим клапанам, которые ПЛК использует для управления конкретной машиной.
- Программа пользователя — программное обеспечение для ПЛК, обеспечивает переключение выходов в зависимости от активации входов.
- Коммуникационный интерфейс используется для подключения ПЛК к другим системам.
- ПЛК также включает в себя собственный источник питания, центральный процессор и внутреннюю шину.
Для используемых в настоящее время релейно-контактных систем управления характерна невысокая надёжность, наличие открытых контактов и др. Применение программируемых логических контроллеров (ПЛК) для автоматизации локальных систем управления является наиболее эффективным.
Со временем ПЛК продолжали развиваться и адаптироваться к конкретным потребностям в промышленной среде. Функции ПЛК обладают рядом преимуществ: благодаря своей гибкости они могут применяться в самых разных отраслях промышленности. В настройки можно вносить изменения в любое время без какого-либо вмешательства в работу самого оборудования.
Только индивидуально программируемые устройства для управления, контроля и регулирования производительности производственных машин могут удовлетворить высокие требования современной промышленности.
ПЛК обычно можно установить непосредственно на производственной машине. Это экономит необходимое пространство. Помимо возможности удаленного управления ПЛК, одним из его самых больших преимуществ является коммуникационная способность.
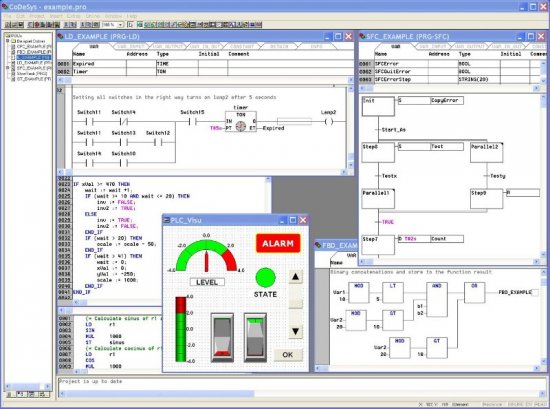
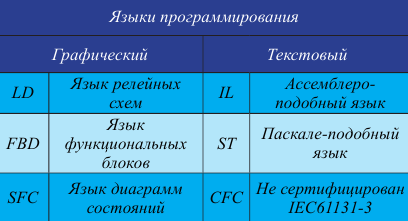
ПЛК программируются в соответствии со стандартом МЭК-61131-3. Программируются ПЛК с помощью специализированных комплексов, один из наиболее популярных является CoDeSys. Он включает в себя следующие языки: графические (Ladder Diagram, Function Block Diagram, Sequential Function Chart, Continuous Function Chart), текстовые (Instruction List, Structured Text).
Первый в мире программируемый логический контроллер появился в середине XX века. Modicon 084 представлял собой шкаф с набором соединённых между собой реле и контактов, его память составляла лишь 4 килобайта. Термин ПЛК ввел Аллен-Брадли в 1971. Вместе с Ричардом Морли он является «отцом ПЛК».
Первые из этих систем приписываются двум техническим специалистам — Ричарду Э. Морли и Одо Дж. Струджеру. В то время как Морли представил свою систему «Modicon 084» как «полупроводниковый компьютер с последовательной логикой» в 1969 году, Одо Дж. Струджер участвовал в разработке ПЛК для находящегося в Висконсине Allen-Bradley. Оба инженера считаются создателями первого программируемого логического контроллера (ПЛК). Со временем требования к производственной среде во всем мире выросли. Таким образом, ПЛК эволюционировал и был введен в эксплуатацию во многих версиях.
— Инженер-электрик Яков Кузнецов
Структура работы программируемого логического контроллера:
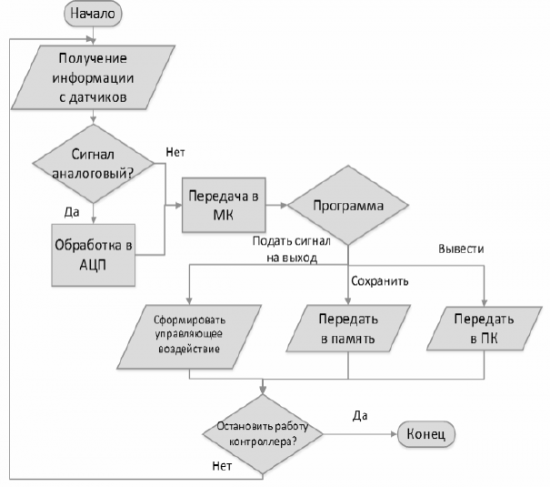
Алгоритм работы ПЛК:
В качестве основного режима работы ПЛК выступает его длительное автономное использование, зачастую в неблагоприятных условиях окружающей среды, без серьезного обслуживания и практически без вмешательства человека.

ПЛК имеют ряд особенностей, отличающих их от прочих электронных приборов, применяемых в машиностроении:
в отличие от микроконтроллера (однокристального компьютера) — микросхемы, предназначенной для управления электронными устройствами — областью применения ПЛК обычно являются автоматизированные процессы промышленного производства в контексте производственного предприятия;
в отличие от компьютеров ПЛК ориентированы на работу с агрегатами машин через развитый ввод сигналов датчиков и вывод сигналов на исполнительные механизмы, ориентированных на принятие решений и управление оператором;
в отличие от встраиваемых систем ПЛК изготавливаются как самостоятельные изделия, отдельные от управляемого при его помощи оборудования.
наличие расширенного числа логических операций и возможность задания таймеров и счетчиков.
все языки программирования ПЛК имеют легкий доступ к манипулированию битами в машинных словах, в отличие от большинства высокоуровневых языков программирования современных компьютеров.
Существуют ПЛК разного уровня сложности в зависимости от сложности решаемых задач автоматизации.
Основные операции ПЛК соответствуют комбинационному управлению логическими схемами специфических агрегатов — механических, электрических, гидравлических, пневматических и электронных.
В процессе управления контроллеры генерируют выходные сигналы (включить — выключить) для управления исполнительными механизмами (электродвигателями, клапанами, электромагнитами и вентилями) на основании результатов обработки сигналов, полученных от датчиков, либо устройств верхнего уровня.
Современные программируемые контроллеры выполняют также и другие операции, например, совмещают функции счетчика и интервального таймера, обрабатывают задержку сигналов.

Программируемые логические контроллеры среднего и высокого уровня, как правило, имеют встроенные аппаратно-программные средства управления движением, в частности, модули быстродействующих счетчиков, модули позиционирования и др., которые дают возможность сравнительно просто реализовать функции управления движением и обеспечить позиционирование с высокой точностью.
Конструктивно ПЛК приспособлены для работы в типовых промышленных условиях, с учетом загрязненной атмосферы, уровней сигналов, термо- и влагостойкости, ненадежности источников питания, а также механических ударов и вибраций. С этой целью аппаратная часть заключается в прочный корпус, минимизирующий негативное влияние ряда производственных факторов.

Главным отличием ПЛК от релейных схем управления является алгоритмы, которые реализованы с помощью программ. На одном контроллере можно реализовать схему, эквивалентную тысячам элементов жесткой логики. При этом надежность работы схемы не зависит от ее сложности.
Программируемые логические контроллеры традиционно работают в нижнем звене автоматизированных систем управления предприятием (АСУ) — систем, непосредственно связанных с технологией производства.
ПЛК обычно являются первым шагом при построении систем АСУ. Это объясняется тем, что необходимость автоматизации отдельного механизма или установки всегда наиболее очевидна. Она дает быстрый экономический эффект, улучшает качество производства, позволяет избежать физически тяжелой и рутинной работы. ПЛК по определению созданы именно для такой работы.
Основное преимущество ПЛК является в том, что один маленький механизм может заменить огромное количество электромеханических реле, а также быстрое время сканирования, компактные системы ввода/вывода, стандартизированные средства программирования и специальные интерфейсы, позволяющие подключать нетрадиционные устройства автоматики непосредственно к контроллеру или объединять разное оборудование в единую систему управления.
Как правильно выбрать ПЛК
Выбор программируемого контроллера является важной и сложной задачей при создании систем автоматического управления технологическими параметрами на любом промышленном предприятии.
При его выборе необходимо учесть и оценить большое количество факторов. Объединив технологические требования к конкретному объекту автоматического управления со сравнительным анализом современных программируемых логических контроллеров, можно принять правильное решение.
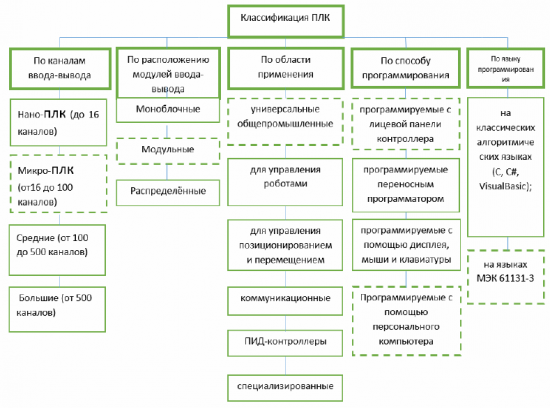
При покупке ПЛК в первую очередь необходимо тщательно продумать, какой тип подойдет для предполагаемого использования.
Классические ПЛК — это модули, которые обычно можно программировать с помощью компьютера. После этого, компьютер больше не нужен для работы самого ПЛК. В принципе, необходимо различать модульные, компактные и слотовые ПЛК.
Компактные ПЛК обычно дешевле и занимают меньше места. Затем он используется в основном для небольших процессов автоматизации.
Помимо приложений, основанных на платформе ПК, существуют также компактные ПЛК, которые можно программировать с панели управления без компьютера.
Модульные ПЛК предлагают возможность гибкой сборки блока управления из отдельных сменных модулей, чтобы можно было программировать более сложные автоматизированные задачи.
Существуют модули, которые могут быть реализованы в системе в виде подключаемых плат в свободный слот на материнской плате.
Также необходимо различать ПЛК по способу выполнения своей работы. В дополнение к моделям, которые управляют входами в заранее определенном цикле, и ПЛК с обработкой выходных данных на различных этапах, также доступны модели ПЛК, управляемые событиями.
Перед покупкой ПЛК следует обратить особое внимание на количество входов и выходов. Далее необходимо учесть другие параметры, которые не учитывались при первоначальном планировании. Также подумайте, нужен ли вам ПЛК со встроенным дисплеем и сенсорной панелью. В некоторых случаях может быть достаточно считывания значений и управления системой через существующую ИТ-инфраструктуру.
HMI (Human Machine Interface) — коммуникационный интерфейс между человеком и машиной. Эти интуитивно понятные и удобные для пользователя интерфейсы используются, чтобы позволить пользователям управлять машинами и управлять ими без глубоких знаний программирования ПЛК. Одним видом из устройств HMI являются SCADA-системы: Системы сбора данных и оперативного диспетчерского управления (SCADA-системы)
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Введение в ПЛК: что такое программируемый логический контроллер
14 декабря 2018

 Программируемым логическим контроллерам уже 50 лет, но без них и сейчас невозможно представить автоматизированное производство. Начинаем публиковать цикл статей о ПЛК и об электронных компонентах, производимых компанией Texas Instruments для создания современных ПЛК.
Программируемым логическим контроллерам уже 50 лет, но без них и сейчас невозможно представить автоматизированное производство. Начинаем публиковать цикл статей о ПЛК и об электронных компонентах, производимых компанией Texas Instruments для создания современных ПЛК.
Программируемые логические контроллеры (ПЛК) широко применяются в сфере промышленной автоматизации разнообразных технологических процессов на больших и малых предприятиях. Популярность контроллеров легко объяснима. Их применение значительно упрощает создание и эксплуатацию как сложных автоматизированных систем, так и отдельных устройств, в том числе — бытового назначения. ПЛК позволяет сократить этап разработки, упрощает процесс монтажа и отладки за счет стандартизации отдельных аппаратных и программных компонентов, а также обеспечивает повышенную надежность в процессе эксплуатации, удобный ремонт и модернизацию при необходимости.
Принято считать, что задача создания прообраза современного ПЛК возникла в конце 60-х годов прошлого столетия. В частности, в 1968 году она была сформулирована руководящими специалистами General Motors. Тогда эта компания пыталась найти замену для сложной релейной системы управления. Согласно полученному заданию на проектирование, новая система управления должна была отвечать таким критериям как:
- простое и удобное создание технологических программ;
- возможность изменения рабочей управляющей программы без вмешательства в саму систему;
- простое и недорогое обслуживание;
- повышенная надежность при сниженной стоимости, в сравнении с подобными релейными системами.
Последующие разработки в General Motors, Allen-Bradley и других компаниях привели к созданию системы управления на базе микроконтроллеров, которая анализировала входные сигналы от технологических датчиков и управляла электроприводами исполнительных устройств.
Термин ПЛК (Programmable Logic Controller, PLC) впоследствии был определен в стандартах EN 61131 (МЭК 61131). ПЛК – это унифицированная цифровая управляющая электронная система, специально разработанная для использования в производственных условиях. ПЛК постоянно контролирует состояние устройств ввода и принимает решения на основе пользовательской программы для управления состоянием выходных устройств.
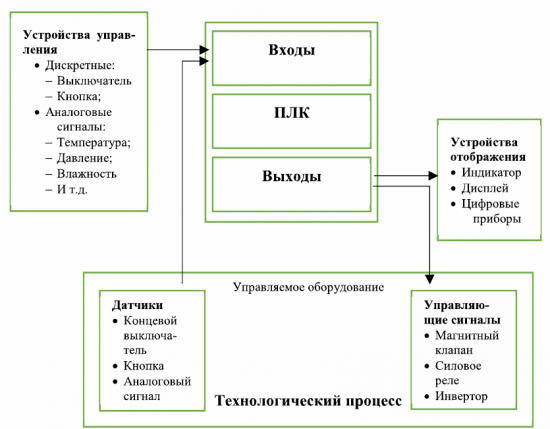
Упрощенное представление состава и принципа действия ПЛК хорошо демонстрирует рисунок 1. Из него видно, что ПЛК имеет три основные секции:

Рис. 1. Состав и принцип действия ПЛК
Имеется еще источник питания. Возможно подключение к ПЛК внешнего ПК для программирования и отладки.
Центральная секция содержит центральный процессор (ЦП), память и систему коммуникаций. Она выполняет обработку данных, принимаемых от входной секции данных, и передает результаты обработки в выходную секцию. Следует сразу отметить, что в больших ПЛК, кроме ЦП, действующего в режиме «ведущий», могут быть дополнительные «ведомые» ПЛК со своими ЦП. В качестве ЦП небольшого ПЛК используются стандартные микропроцессоры (МП). Обычно 8- и 16-разрядные МП вполне справляются со всеми стандартными задачами. Но, как отмечено в МЭК 61131, выбор конкретного МП все же зависит от задач, возлагаемых на данный тип ПЛК.
Для передачи данных другому ПЛК или для подключения к сетям передачи данных PROFIBUS, Industrial Ethernet, AS-Interface в распределенных системах управления сегодня используются коммуникационные процессоры, такие как DP83867IR производства Texas Instruments (TI).
Входная секция ПЛК обеспечивает ввод в центральную секцию состояния переключателей, датчиков и смарт-устройств. Через выходную секцию ЦП управляет внешними исполнительными устройствами, среди которых могут быть электромагнитные пускатели моторов, источники света, клапаны и смарт-устройства.
Типы ПЛК
Современные ПЛК, использующие инновационные технологии, далеко ушли от первых упрощенных реализаций промышленного контроллера, но заложенные в систему управления универсальные принципы были стандартизированы и успешно развиваются уже на базе новейших технологий.
Крупнейшими мировыми производителями ПЛК сегодня являются компании Siemens AG, Allen-Bradley, Rockwell Automation, Schneider Electric, Omron. Кроме них ПЛК выпускают и многие другие производители, включая российские компании ООО КОНТАР, Овен, Сегнетикс, Fastwel Групп, группа компаний Текон и другие.

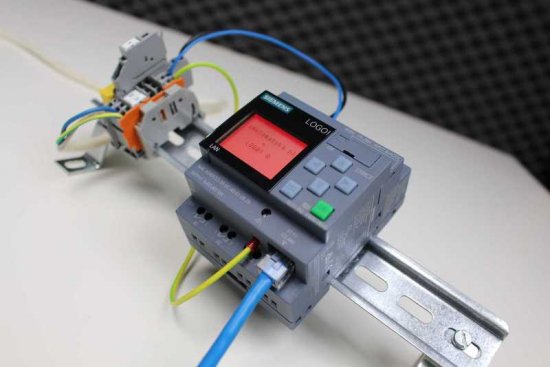
Рис. 2. Моноблочные программируемые логические контроллеры
По конструктивному исполнению ПЛК делят на моноблочные (рисунок 2) и модульные. В корпусе моноблочного ПЛК наряду с ЦП, памятью и блоком питания размещается фиксированный набор входов/выходов. В модульных ПЛК используют отдельно устанавливаемые модули входов/выходов. Согласно требованиям МЭК 61131, их тип и количество могут меняться в зависимости от поставленной задачи и обновляться с течением времени. ПЛК подобной концепции представлены на рисунке 3. Подобные ПЛК могут действовать в режиме «ведущего» и расширяться «ведомыми» ПЛК через интерфейс Ethernet.

Рис. 3. Программируемые логические контроллеры с расширенными возможностями
Моноблочные функционально завершенные ПЛК могут включать в себя небольшой дисплей и кнопки управления. Дисплей предназначен для отображения текущих рабочих параметров и вводимых с помощью кнопок команд рабочих программ и технологических установок. Более сложные ПЛК комбинируются из отдельных функциональных модулей, совместно закрепляемых на стандартной монтажной рейке. В зависимости от количества обслуживаемых входов и выходов, устанавливается необходимое количество модулей ввода и вывода.
Источник питания может быть встроенным в основной блок ПЛК, но чаще выполнен в виде отдельного блока питания (БП), закрепляемого рядом на стандартной рейке. Блок питания небольшой мощности представлен на рисунке 4.

Рис. 4. Блок питания для ПЛК
Первичным источником для БП чаще всего служит промышленная сеть 24/48/110/220/400 В, 50 Гц. Другие модели БП могут использовать в качестве первичного источник постоянного напряжения на 24/48/125 В. Стандартными для промышленного оборудования и ПЛК являются выходные напряжения БП: 12, 24 и 48 В. В системах повышенной надежности возможна установка двух специальных резервированных БП для дублирования электропитания.
Для сохранения информации при аварийных отключениях сети электропитания в ПЛК используют дополнительную батарею.
Как известно, первоначальная концепция программируемого логического контроллера сформировалась во времена перехода с релейно-транзисторных систем управления промышленным оборудованием на появившиеся тогда микроконтроллеры. Подобные ПЛК с 8- и 16-разрядными МП ограниченной производительности до сих пор успешно эксплуатируются и находят новые сферы применения.
Огромный прогресс в развитии микроэлектроники затронул всю элементную базу ПЛК. У них значительно расширился диапазон функциональных возможностей. Несколько лет назад немыслимы были аналоговая обработка, визуализация технологических процессов или даже раздельное использование ресурсов ЦП в качестве непосредственного управляющего устройства. В настоящее время поддержка этих функций входит в базовую версию многих ПЛК.
Примером подобного подхода является отдельное направление в линейке продукции компании Texas Instruments. Как известно, TI не входит в число производителей ПЛК, но выпускает для них специализированные ЦП и сетевые процессоры, компоненты для создания периферийных цифровых и аналоговых модулей, контроллеры температуры, смешанные модули цифровых и аналоговых входов/выходов.
Блок схема процессора TI Sitara AM570x на рисунке 5 позволяет судить об огромной функциональной оснащенности этого ARM-процессора, работающего на частоте до 1 ГГц, поддерживающего интерфейсы CAN, I²C, McASP, McSPI, SPI, UART, USB и способного работать в диапазоне температур 0…90°С.

Рис. 5. Блок-схема процессора TI Sitara AM570x
Требования, ограничения и проблемы при проектировании и производстве ПЛК
Таким образом, становится понятно, что ПЛК — это просто особым образом спроектированная цифровая система управления на основе процессоров разной мощности и с различной функциональной оснащенностью, в зависимости от предназначения. Такую систему можно также считать специализированным мини-компьютером. Причем она изначально ориентирована на эксплуатацию в цехах промышленных предприятий, где имеется множество источников электромагнитных помех, а температура может быть как положительной, так и отрицательной. Дополнительно к минимизации воздействия вышеуказанных факторов необходимо предусмотреть и защиту от агрессивной внешней среды, включающей пыль, брызги технологических жидкостей и паровоздушные взвеси. В таких случаях предусмотрена установка ПЛК в защитные шкафы или в удаленных помещениях. Отдельные модули могут размещаться на удалении до сотен метров от основного комплекта ПЛК и эксплуатироваться при экстремальных внешних температурах. Согласно МЭК 61131, для ПЛК с наружной установкой допустима температура 5…55°C. Для устанавливаемого в закрытых шкафах ПЛК необходимо обеспечить рабочий диапазон 5…40°C при относительной влажности 10…95% (без образования конденсата).
Тип ПЛК выбирается при проектировании системы управления и зависит от поставленных задач и условий производства. В отдельных случаях это может быть моноблочный ПЛК с ограниченными функциями, имеющий достаточное количество входов и выходов. В других условиях потребуются ПЛК с расширенными возможностями, позволяющими использовать распределенную конфигурацию с удаленными модулями входа/выхода и с удаленными пультами управления технологическим процессом.
Связь между удаленными блоками и основным ядром ПЛК осуществляется через помехозащищенные полевые шины по медным кабелям и оптическим линиям связи. В отдельных случаях, например, для связи с подвижными объектами, применяют беспроводные технологии, чаще всего это сети и каналы Wi-Fi. Для взаимодействия с другими ПЛК могут применяться как широко известные интерфейсы RS-232 и RS-485, так и более помехозащищенные промышленные варианты типа Profibus и CAN.
Особенности работы и программирования ПЛК
Теперь, когда стали более понятными основные возможности ПЛК, следует выяснить способы их применения.
Система программирования является одной из примечательных и полезных особенностей ПЛК, она обеспечивает упрощенный подход к разработке управляющих программ для специалистов различного профиля.
Именно в ПЛК впервые появилась удобная возможность программирования контроллеров путем составления на экране компьютера визуальных цепей из релейных контактов для описания операторов программы (рисунок 6). Таким образом, даже весьма далекие от программирования инженеры-технологи быстро осваивают новую для себя профессию. Подобное программирование называют языком релейной логики или Ladder Diagram (LD или LAD). Задачи, решаемые при этом ПЛК, значительно расширяются за счет применения в программе функций счетчиков, таймеров и других логических блоков.

Рис. 6. Пример программной реализации электрической цепи
Задача программирования ПЛК еще более упрощается благодаря наличию пяти языков, стандартизованных для всех платформ ПЛК. Три графических и два текстовых языка программирования взаимно совместимы. При этом одна часть программы может создаваться на одном языке, а другая — на другом, более удобном для нее.
К графическим средствам программирования ПЛК относятся язык последовательных функциональных блоков (Sequential Function Chart, SFC) и язык функциональных блоковых диаграмм (Function Block Diagram, FBD), более понятные для технологов. Для программистов более привычными являются язык структурированного текста (Statement List, STL), напоминающий Паскаль, и язык инструкций (Instruction List, IL), похожий на типичный Ассемблер.
Конечно, простота программирования ПЛК является относительной. Если с программированием небольшого устройства может после обучения справиться практически любой инженер, знакомый с элементарной логикой, то создание сложных программ потребует знания основ профессии программиста и специальных познаний в программировании ПЛК.
Упростить создание программного обеспечения для современных ПЛК позволяют специальные комплексы, такие как
(рисунок 7), ISaGRAF, OpenPCS и другие инструменты, не привязанные к какой-либо аппаратной платформе ПЛК и содержащие все необходимое для автоматизации труда программиста. Для отладки сложных проектов на основе компонентов TI компания предлагает специальные отладочные комплекты и необходимое программное обеспечение.

Рис. 7. Рабочий экран программирования в среде CoDeSys
Перед началом работы ПЛК выполняет первичное тестирование оборудования и загрузку в ОЗУ и ПЗУ операционной системы и рабочей программы пользователя. Стандартный ПЛК кроме рабочего режима имеет режим отладки с пошаговым выполнением программы, с возможностью просмотра и редактирования значений переменных.
Рабочий режим ПЛК состоит из повторяющихся однотипных циклов, каждый из них включает три этапа:
- опрос всех датчиков с регистрацией их состояния в оперативной памяти;
- последовательный анализ рабочей программы с использованием данных о текущем состоянии датчиков и с формированием управляющих воздействий, которые записываются в буферные регистры;
- одновременное обновление контроллером состояния всех своих выходов и начало очередного этапа опроса датчиков.
Процесс исполнения программы ПЛК можно контролировать на экране подключенного компьютера с отображением состояния отдельных параметров. Например, процедуры включения и выключения насоса могут меняться в зависимости от требуемой задержки, значение которой задается специальной переменной.
При необходимости можно остановить выполнение программы и перевести ПЛК в режим программирования, затем на экране компьютера изменить ход выполнения программы или отдельные параметры и снова записать их в память ПЛК.
Заключение
Современный ПЛК стал чрезвычайно востребованным универсальным рабочим инструментом в системах автоматизации производственных процессов, а также для управления отдельными устройствами различного назначения. Это особый тип программируемых логических автоматов, отличающийся повышенной надежностью, легко встраиваемый и модернизируемый, способный длительное время работать практически без обслуживания.
Источник



