
Способы выявления скрытых дефектов деталей трактора
Дефектация деталей тракторов
Дефектация — операция технологического процесса ремонта машины, заключающаяся в определении степени годности бывших в эксплуатации деталей и сборочных единиц к использованию на ремонтируемом объекте.
Дефектация необходима для выявления у деталей дефектов, возникающих в результате изнашивания, коррозии, усталости материала и других процессов, а также из-за нарушений режимов эксплуатации и правил ТО.
В результате трения и изнашивания деталей в конкретных условиях эксплуатации изменяются геометрические параметры, шероховатость рабочих поверхностей и физико-механические свойства поверхностных слоев материала, возникают и накапливаются усталостные повреждения. Под изменением геометрических параметров деталей понимают изменение их размеров, формы и взаимного расположения поверхностей. К нарушениям формы относят неплоскостность, непрямолинейность, овальность, конусность и т.д., к отклонениям взаимного расположения поверхностей — непараллельностъ плоскостей и осей вращения поверхностей, торцовое и радиальное биение, несоосность и т.д.
Усталостные повреждения нарушают сплошность материала, способствуют возникновению микро- и макротрещин, выкрашиванию металла рабочих поверхностей и излому деталей. Изменение физико-механических свойств материала — это нарушение структуры материала, уменьшение или увеличение твердости, прочности, коэрцитивной силы ферромагнитных материалов. Нарушения режимов эксплуатации и правил ТО могут приводить к схватыванию трущихся поверхностей, короблению деталей, возникновению трещин, облому фланцев крепления и т. п.
Степень годности деталей к повторному использованию или восстановлению устанавливают по технологическим картам на дефектацию, в которых указаны краткая техническая характеристика детали (материал, вид термической обработки, твердость, размеры восстановления, отклонение формы и взаимного расположения поверхностей); возможные дефекты и способы их устранения; методы контроля; допустимые без ремонта и предельные размеры.
Оценку проводят сравниванием фактических геометрических параметров деталей и других технологических характеристик с. допустимыми значениями.
Номинальными считают размеры и другие технические характеристики деталей, соответствующие рабочим чертежам. Допустимыми считают размеры и другие технические характе-114
>истики детали, при которых она может быть поставлена на [ашину без восстановления и будет удовлетворительно работать течение предусмотренного межремонтного ресурса. Предель-|«ыми называют выбраковочные размеры и другие характеристи-[ки детали.
Часть деталей с размерами, не превышающими допустимые, Могут быть годными в соединении с новыми (запасными частя-, восстановленными или с деталями, бывшими в эксплуатации. Поэтому в процессе контроля их сортируют на пять групп и маркируют краской соответствующего цвета: годные (зеленым); годные в соединении с новыми или восстановленными до номинальных размеров деталями (желтым); подлежащие ремонту в данном ремонтном предприятии (белым); подлежащие вос-; становлению на специализированных ремонтных предприятиях | (синим); негодные — утиль (красным). Годные детали транспор- I тируют в комплектовочное отделение или на склад, требующие [ремонта — на склад деталей, ожидающих ремонта, или непос-•’• родственно на участки по их восстановлению, негодные — на | склад утиля.
У деталей обычно контролируют только те параметры, которые могут изменяться в процессе эксплуатации машины. Многие из них имеют несколько дефектов, каждый из которых требует проверки. Для уменьшения трудоемкости дефектации необходимо придерживаться той последовательности контроля, которая указана в технологических картах, где вначале приведе-| ны наиболее часто встречающиеся дефекты.
Методы контроля геометрических параметров деталей. Размеры, форму и взаимное расположение поверхностей [• деталей обычно измеряют. Многообразие объектов требует применения различных контрольно-измерительных средств и | методов измерения. При дефектации используют следующие методы измерения: абсолютный, когда прибор показывает абсолютное значение измеряемого параметра, и относительный — отклонение измеряемого параметра от установленного размера. ,-
Искомое значение можно отсчитывать непосредственно по прибору (прямой метод) или по результатам измерения другого параметра, связанного с искомым непосредственной зависимостью (косвенный метод). Примером последнего служит применение ротаметров для определения степени годности прецизионных деталей дизельной топливной аппаратуры (втулки плунжеров., седла клапанов, корпуса распылителей). При этом непосредственно измеряется расход воздуха в зазорах между насадкой ротаметра и отверстием прецизионной детали. Чтобы установить размер отверстия, нужно использовать зависимость между зазором и расходом воздуха.
По числу измеряемых параметров методы контроля подразделяют на дифференциальные и комплексные. При первом измеряют значение каждого параметра, при втором — суммарную погрешность отдельных геометрических размеров изделия. Примером комплексного метода может служить определение степени годности подшипников качения по радиальному зазору. Изменение последнего связано с износом беговых дорожек внутреннего и наружного колец, а также элементов качения (шарики, ролики).
Если измерительный элемент прибора непосредственно соприкасается с контролируемой поверхностью, то такой метод называют контактным, если нет — бесконтактным. Наиболее часто применяют следующие средства измерения: калибры; универсальный измерительный инструмент; специальные приборы.
Калибры — это бесшкальные измерительные инструменты для контроля отклонений размеров, формы и взаимного расположения поверхностей деталей без определения численного значения измеряемого параметра. Широко распространены предельные калибры, ограничивающие крайние предельные размеры деталей и распределяющие их на три группы: годные; подлежащие восстановлению; негодные.
Универсальные измерительные инструменты и приборы служат для нахождения значения контролируемого параметра в определенном интервале его значений. Обычно применяют штриховые инструменты с нониусом (штангенциркуль, штан-генглубиномер, штангенрейсмас и штангензубомер), микрометрические инструменты (микрометры, микрометрический нутромер и глубиномер), механические приборы (миниметр, индикатор часового типа, рычажная скоба и рычажный микрометр), пневматические приборы давления (манометры) и расхода (ротаметры).
Универсальный измерительный инструмент служит для определения износа резьб (резьбовые микрометры, резьбовые микрометрические нутромеры и др.), а также зубчатых и червячных колес (шагомеры, биениемеры и др.).
Специальные измерительные средства, обладающие высокой производительностью и точностью, предназначены для контроля конкретных деталей. К ним относят, например, приборы для проверки изгиба и скрученности шатунов и радиального биения подшипников качения, оправки для проверки соосности гнезд коренных подшипников блока цилиндров и др.
При выборе средства измерения необходимо учитывать его метрологические характеристики (цена и интервал деления шкалы, точность отсчета, погрешность и пределы измерения) и точность изготовления измеряемого элемента детали (после допуска).
Методы и средства выявления несплошности материала деталей. Дефекты несплошности материала деталей, бывших в эксплуатации, можно условно разбить на явные и скрытые. Явные дефекты — это трещины, обломы, пробоины, смятие, коррозия. Их чаще всего обнаруживают внешним осмотром невооруженным глазом, через лупу пяти—десятикратного увеличения или ощупыванием. Для обнаружения скрытых дефектов применяют следующие методы контроля (дефектоскопии): капиллярные; обнаружение подтекания газа или жидкости; магнитные и др.
Капиллярный метод предназначен для выявления нарушений сплошности поверхности слоев детали (трещин), изготовленной из различных материалов (ферромагнитных и неферромагнитных сталей, жаропрочных, титановых, алюминиевых, магниевых сплавов, изделий из стекла, керамики и металлокерамики) и определения производственных дефектов (шлифовочные и термические трещины, волосовины, поры и др.).
Капиллярный метод обладает высокой чувствительностью и простотой технологии выявления дефектов (табл. 3.4). Его сущность состоит в следующем. На очищенную поверхность детали наносят специальную жидкость (пенетрант) и в течение некоторого времени выдерживают, чтобы она успела проникнуть в полости дефекта (рис. 3.5, а). Затем с детали удаляют излишки жидкости и просушивают. Жидкость остается только в полости дефекта (рис. 3.5, б). Для его выявления на поверхность изделия наносят проявляющий материал (рис. 3.5, в), который способствует выходу жидкости из полости (трещины) в результате адсорбции проявляющим веществом либо диффузии в него.
. При сорбционном способе на поверхность детали наносят сухой порошок (сухой метод) или порошок в виде суспензии
Характеристика дефектов (трещины) при капиллярном методе их выявления, мкм
Источник
Способы выявления скрытых дефектов деталей трактора
Способы и методы определения технического состояния деталей.
Дефектация деталей в зависимости от специализации ремонтного предприятия и принятого метода ремонта машин может быть обезличенной или индивидуальной. В парном случае все детали предварительно группируются по методам измерения и применяемым инструментам. Клапаны, валы, пружины, болты, шпильки и т. д. При индивидуальной дефектации все детали данного узла или агрегата контролируются комплектно, и годные детали в специальной таре отправляются в комплектовочное отделение.
Дефектовщик при контроле деталей в первую очередь проверяет дефекты, при которых данная деталь считается негодной, и только после этого проверяет остальные возможные дефекты. Каждый дефектовщик должен знать все возможные дефекты на деталях ремонтируемых машин, определять их характер и величину, уметь пользоваться контрольно-измерительным инструментом и приборами и знать сочетания дефектов по технологическим маршрутам.
Варианты сочетаний дефектов в деталях изучаются путем дефектации достаточно большого количества деталей одного наименования.
Внешним осмотром выявляют трещины, пробоины, обломки, пробоины повреждения резьбы. Хорошие результаты дает внешний осмотр деталей непосредственно после очистки, в еще теплом состоянии, когда легко обнаружить трещины. В трещинах и по их краям оседает осадок моющего раствора, хорошо видимый даже невооруженным глазом.
Величина зазора между зубьями в передаче может быть выявлена путем измерения «мертвого хода» между двумя крайними условными положениями детали. Зазоры в подшипниках определяются путем покачивания вала и измерения индикатором или штангенциркулем размаха колебаний.
Проворачиванием вала определяют возможные заедания в подшипниках. По величине покачивания гайки, навинченной на болт, определяется зазор в резьбе и степень пригодности болта или гайки.
Остукиванием проверяется возможное ослабление посадки заклепок, втулок, определяются возможные трещины.
Плотно сидящие штифт или шпилька издают звонкий металлический звук.
Промежуточные втулки при легком остукивании при нормальной посадке издают звонкий металлический звук. Деталь, имеющая трещину, при остукивании издает дребезжащий звук.
Для обнаружения скрытых дефектов используют следующие методы.
Магнитно-порошковый метод. Его используют для обнаружения поверхностных и близко расположенных к поверхности трещин и раковин в деталях машин.
Для обнаружения дефектов, перпендикулярных оси детали, проводят намагничивание в поле соленоида; дефектов, параллельных оси детали, — циркулярное намагничивание; дефектов, расположенных в различных направлениях, — комбинированное намагничивание.
Для намагничивания деталей применяют универсальные дефектоскопы УМД-900, 77ПМД-ЗМ и др.
Пневматический способ. Он служит для проверки герметичности радиаторов, топливных баков, топливопроводов, шлангов, шин и т. п. Деталь погружают в ванну с водой и подают воздух под давлением 0,05. 0,1 МПа.
Гидравлический способ. Этот способ применяют при проверке водяных рубашек блоков и головок блока, выпускных и впускных коллекторов. Деталь устанавливают на стенд и заполняют водой при давлении 0,5 МПа. По подтеканию воды определяют место трещины.
Капиллярные методы. Они основаны на явлении проникновения смачивающей жидкости в поверхностные трещины, поры и т. д.
Для выявления поверхностных трещин и пор в деталях, выполненных из немагнитных материалов, применяют люминесцентный метод. Люминофоры, минеральные масла или кристаллические вещества в виде порошка наносят на поверхность детали и выдерживают 15. 20 мин. Люминофор проникает в трещины. Детали осматривают в затемненном помещении на установках ЛЮМ-1 и ЛД-4 в ультрафиолетовых лучах через светофильтр. Люминофоры в местах расположения трещин начинают светиться.
Трещины можно обнаружить с помощью керосина. Деталь смачивают в течение 10. 30 мин керосином и вытирают досуха. Затем на поверхность наносят мел. После его высыхания керосин просачивается из капилляров трещины и смачивает нанесенный мел в месте расположения трещины.
Ультразвуковая дефектоскопия. Она основана на ультразвуковых колебаниях. Измеряют время от момента посылки импульсов до момента их приема после отражения. При этом определяют расстояние до дефекта и его размеры. Применяют дефектоскопы УЗД-7Н, ДУК-1 ЗИМ, ДСК-1 и др.
Источник
Способы выявления скрытых дефектов деталей трактора
Цель работы.
1. Изучить методы выявления трещин и скрытых дефектов в деталях машин.
2. Дать заключение о возможности дальнейшего использования детали или назначить способ устранения обнаруженного дефекта.
Задание.
1. Ознакомиться с устройством оборудования, стендов, приборов и приспособлений.
2. Изучить последовательность выполнения операций по выявлению поверхностных и внутренних трещин в деталях машин.
3. Приобрести практические навыки обнаружения скрытых дефектов в деталях, имеющих различные конфигурацию, материал и условия работы.
4. Дать краткое описание способа устранения дефекта или заключение о пригодности детали.
Оснащение рабочего места. Прибор для циркулярного намагничивания; магнитный дефектоскоп МВД (УМД-9000 ВИАМ, М-217, ЗИЛ и др.); ртутно-кварцевые лампы ПРК-2, ПРК-4 или СВДШ-20; светофильтр УФС-3; ванна с флуоресцентным раствором; ванна с трансформаторным маслом; порошок силикагель; стенд типа КП-0406 для гидравлического испытания блоков и головок цилиндров; стенд типа КП-2002 для гидравлического испытания радиаторов; ванны с холодной и горячей водой, 10—20%-ным раствором серной кислоты и меловым раствором; волосяная кисть; деревянный или бронзовый молоток; лупа 10—20-кратного увеличения; установка для обнаружения трещин в изоляционных деталях электрооборудования и банках аккумуляторов; ручной воздушный насос; детали (коленчатая ось, шатун, коленчатый вал, радиатор, латунный поплавок карбюратора, аккумуляторный бак, блок или головка блока, выхлопная или всасывающая труба коллектора, крышка распределителя).
Рекламные предложения на основе ваших интересов:
Содержание и порядок выполнения работы. Трещины и скрытые дефекты у деталей (поры, раковины, пустоты, шлаковые включения и др.) могут быть выявлены различными методами.
На практике применяют следующие методы:
1) магнитный;
2) флуоресцентный;
3) травления детали кислотой;
4) смачивания поверхности детали керосином с последующей меловой обмазкой;
5) гидравлический;
6) пневматический;
7) нагрева детали;
8) проверки электрической прочности детали;
9) ультразвуковой.
Выбор того или иного метода дефектов обусловливается конфигурацией и материалом детали, а также вероятным расположением дефекта.
Магнитный метод применяется для контроля деталей любой конфигурации и размеров, изготовленных из ферромагнитных сплавов (сталь, чугун). Он отличается достаточно высокой точностью, быстротой выполнения операций, простотой устройства аппаратуры.
При намагничивании детали в местах, где имеется дефект, магнитные силовые линии образуют поток рассеивания. На границах дефекта возникают магнитные полюса, и величина магнитного потока изменяется. После кратковременного погружения детали в суспензию из порошка и масла легко обнаружить места расположения дефекта по осевшим частицам порошка. Дефект в детали можно выявить также при помощи искательных катушек и измерительных приборов.
Детали, изготовленные из термически обработанных или легированных сталей, проверяют по остаточному магнетизму, погружая в суспензию после отключения намагничивающего аппарата.
Детали с невысокой твердостью, а также имеющие поверхностные трещины испытывают во время их намагничивания. Перед установкой на намагничивающий прибор детали, имеющей сквозное отверстие (пружины, втулки, подшипники качения и др.), необходимо вставить в него медный стержень.
Различают циркулярное, продольное и комбинированное намагничнва-ние деталей.
При циркулярном намагничивании выявляют продольные и косо расположенные трещины (угол между направлением магнитного потока и трещиной должен быть не менее 20°).
Величину намагничивающего тока при циркулярном намагничивании выбирают, исходя из соотношений:
а) при контроле на остаточной намагниченности
б) при контроле в магнитном поле
При продольном намагничивании напряженность магнитного поля должна быть в полтора раза больше, чем при циркулярном намагничивании.
Для определения дефектов при циркулярном намагничивании деталь устанавливают между медной плитой и контактной пластиной и зажимают рукояткой прибора. Включают трансформатор или специальный аккумулятор, при этом напряжение должно составлять 4—8 В, а величина тока зависит от поперечного сечения и материала проверяемой детали. Деталь намагничивают в течение 1—2 с, затем отключают источник тока и освобождают ее. Погружают деталь на 1—2 мин в ванну с суспензией, состоящей из мелкодисперсного порошка прокаленной окиси железа (крокуса) и трансформаторного масла (соотношение объемов порошка и масла 1 : 40). Внешним осмотром поверхности детали по концентрации порошка вдоль трещины определяют место расположения и характер дефекта, промывают ее в чистом трансформаторном масле и проводят размагничивание, помещая деталь внутрь катушки соленоида, питаемого от сети переменного тока, или на индукционном аппарате типа ППЯ (модель 533).
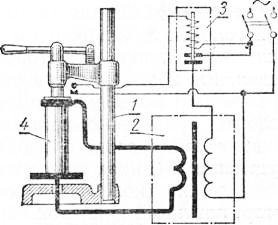
Рис. 12. Схема магнитной дефектоскопической установки:
1 — прибор для циркулярного намагничивания; 2 — трансформатор; 3 — магнитный пускатель; 4 — деталь.
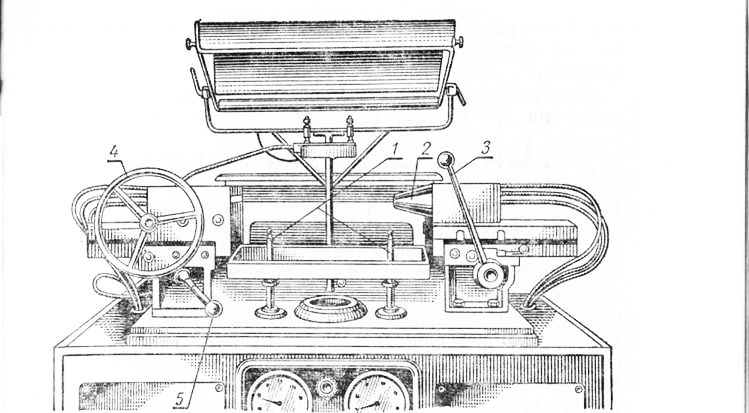
Рис. 13. Универсальный магнитный дефектоскоп типа МДВ:
1 — призмы; 2 — полюсный наконечник; 3 — рукоятка; 4 — маховик; 5 — зажимной механизм.
Внутренние повреждения любого направления в деталях выявляют на универсальном магнитном дефектоскопе МДВ (рис. 13).
При контроле на этом приборе деталь кладут на призмы, ножной педалью поднимают ее до уровня полюсных наконечников электромагнита и рукояткой прижимают к ним. Зажимным механизмом обеспечивают плотность контакта детали с наконечниками. Во время испытания поворачивают деталь маховиком.
Размагничивают деталь в специальной камере магнитного дефектоскопа.
Флуоресцентный метод применяют для контроля деталей из сплавов цветных металлов и инструмента с пластинками из твердого сплава. Используют его
и для контроля деталей из черных металлов, но в этом случае он более сложен и требует значительных затрат времени.
При контроле очищенную и обезжиренную деталь погружают на 10—15 мин в ванну с флуоресцентной жидкостью.
Эта жидкость представляет собой смесь 0,25 л трансформаторного масла, 0,5 л керосина, 0,25 л бензина и 0,25 г порошка дефектоля.
Если флуоресцентную жидкость наносят на поверхность детали кистью, то деталь также выдерживают, прежде чем приступить к следующей операции. Затем струей холодной воды под давлением примерно 0,2 МПа удаляют с поверхности флуоресцентный раствор и просушивают деталь. На контролируемую поверхность наносят мелкий сухой порошок силикагеля (Si02), выдерживают деталь на воздухе в течение 5—30 мин и затем удаляют излишки порошка. Облучают проверяемую поверхность детали ртутно-кварцевой лампой через светофильтр УФС-3. Дефекты обнаруживают по яркому зелено-желтому свечению порошка силикагеля, пропитанного флуоресцентным раствором, который располагается по трещине.
Метод выявления трещин травлением заключается в том, что предварительно очищенную и обезжиренную деталь в течение 3—5 мин протравливают в 10—20%-ном растворе серной кислоты. При помощи лупы 10—20-кратного увеличения или микроскопа обнаруживают трещину по следам коррозии на краях трещины.
Метод выявления трещин при помощи керосина и меловой обмазки включает следующие операции.
Очищенную поверхность контролируемой детали слегка смачивают керосином и после 5—10 мин выдержки протирают ветошью. На проверяемую поверхность наносят меловую обмазку (мел, разведенный в воде до кашицеобразного состояния) и сушат. Ударами деревянного молотка по смежным участкам детали выдавливают остатки керосина из трещины и по желтому пятну на меловой обмазке обнаруживают скрытый дефект.
Гидравлический метод (опрессовку) применяют для определения повреждений в корпусных деталях (блоке и головке цилиндров, впускной и выпускной трубе коллектора) и в отдельных узлах машины (водяном радиаторе и др.).
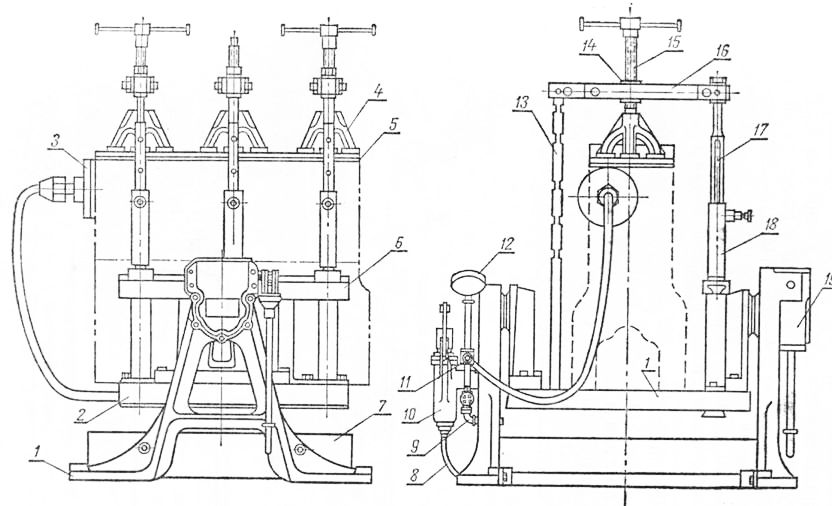
Рис. 14. Гидравлическое испытание блока цилиндров на стенде КП-0406 J
1 — кронштейн; 2 — стол; 3 — фланец с прокладкой и штуцером; 4 — нажимной кронштейн; 5 — плита с резиновой прокладкой; 6 — параллели стола; 7 — ванна; 8 — заборная трубка; 9 — сливная трубка с краном; 10 — поршневой насос; 11 — нагнетательная трубка с шлангом; 12 — манометр; 13 — растяжка; 14—гайка; 15 — зажимной винт; 16 — брус; 17 — выдвижная стойка кронштейна; 18 — кронштейн; 19 — поворотный механизм с рукояткой.
Блоки и головки цилиндров опрессовывают на стендах КП-0406 (рис. 14). Для испытания коллектора используют специальные плиты (рис. 15).
При установке деталей на стенд наружные отверстия закрывают крышками и заглушками. Стендовым насосом заполняют рубашку блока и внутренние полости головки водой и создают давление 0,4—0,5 МПа. Давление контролируют по манометру. Испытание проводят в течение 5 мин.
Постоянство давления и отсутствие течи — признак хорошей герметичности стенок рубашки блока цилиндров и головки.
Повреждения тракторного радиатора определяют на специальном стенде. Отверстия баков радиатора заглушают пробками, плитами и фланцами с резиновыми прокладками. Заполняют радиатор водой и создают в нем давление до 0,1— 0,15 МПа. Испытание проводят в течение 1 мин. Обнаруженные места повреждений отмечают краской, мелом или чертилкой.
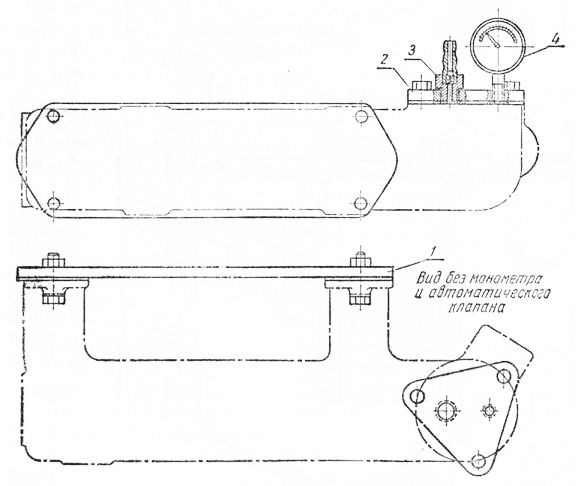
Рис. 15. Приспособление для гидравлического испытания выпускного коллектора:
1 и 2 плиты с резиновыми прокладками; 3 =ш автоматический клапан; 4 — манометр.
Пневматический метод используют для определения повреждений в автомобильных радиаторах, шинах и топливных баках. Воздух под давлением 0,05—0,1 МПа подают внутрь радиатора, погруженного в ванну с водой. По пузырькам выходящего воздуха обнаруживают дефекты.
Повреждения топливного бака находят так. Ручным воздушным насосом внутрь бака нагнетают воздух до давления примерно 0,1 МПа. На участки возможных трещин (сварные швы, соединения штуцера с баком) наносят мыльный раствор. Нарушение герметичности выявляют по выступающим в местах повреждений пузырькам мыльного раствора.
Метод нагрева детали используют для обнаружения трещин в тонкостенных герметически закрытых деталях (например, латунных поплавков карбюраторов). При этом деталь помещают в горячую (^=80ч-90°С) воду. По выходящим пузырькам нагретого воздуха устанавливают месторасположение трещин.
Метод проверки электрической прочности деталей используют для выявления трещин в изоляционных деталях электрооборудования и баках аккумуляторов. Проверку проводят по схеме, показанной на рисунке 16. Прекращение искрообразования в трехэлектродном разряднике стенда свидетельствует о наличии трещины.
Ультразвуковой метод контроля основан на способности ультразвуковых колебаний (УЗК) распространяться в металле на большие расстояния в виде направленных пучков и отражаться от дефектного участка детали вследствие резкого изменения плотности среды, а следовательно, и акустического сопротивления (произведение плотности среды на скорость УЗ К).
Отчет о работе.
1. Обосновывают выбранный метод контроля заданных деталей и в технологической последовательности перечисляют операции по выявлению скрытых дефектов.
2. Составляют гидравлическую или электрическую схему одной из установок.
3. Назначают способ восстановления или дают заключение о годности детали.
Рис. 16. Проверка бака аккумулятора на наличие трещины:
1 — бак аккумулятора; 2 — искровой разрядник; 3 — контакты.
Источник



