
- Возбуждение сварочной дуги
- Возбуждение сварочной дуги:
- Зажигание (возбуждение) и горение электрической дуги
- Читайте также
- Психомоторное возбуждение
- Защита зрения и открытой поверхности кожи от лучей электрической дуги
- Горение
- Технология ручной дуговой сварки
- ВОЗБУЖДЕНИЕ ДУГИ И ЕЕ ЗОНЫ
- Возбуждение электрической дуги
Возбуждение сварочной дуги
Основными способами возбуждения сварочной дуги являются следующие:
1) возбуждение сварочной дуги разведением электродов (после их соприкосновения );
Еще страницы к теме
Возбуждение сварочной дуги:
2) возбуждение сварочной дуги дополнительным импульсом высокого напряжения и высокой частоты (от осциллятора); кроме того, возможны и другие способы (дополнительной дугой, промежуточнойвставкой и т. д.).
Механизм возбуждения дуги после короткого замыкания связан с тем, что соприкосновение реальных твердых тел при небольшом давлении происходит, как известно, небольшим числом микровыступов. Проходящий через них ток вызывает быстрый нагрев и испарение контактных мостиков, в результате которого возникают два важных для возбуждения дуги процесса.
1) Основания испарившихся выступов разогреваются до температуры кипения, что на некоторых металлах приводит к термоэлектронной эмиссии.
2) После нарушения металлического контакта электроды можно рассматривать как обкладки конденсатора, удаляющиеся друг от друга.
Л. А. Сена рассмотрел задачу о напряженности поля Е между обкладками такого конденсатора при заряде его от источника с напряжением U0 через сопротивление R в условиях перемещения пластин, площадью S, с ускорением а. Им показано, что величина Е имеет максимум, определяемый выражением

В сварочных цепях U0 ≈ 50 в; R ≤ 1 ом, поэтому, приняв площадь микронеровностей S = 1 * 10 -6 см 2 и а ≤ 1 * 10 6 см/сек 2 , получим Еmax ≥ 1,5 * 10 12 в/см. Эта напряженность больше, чем достаточна для мощной электростатической эмиссии электронов из любого катода.
Таким образом, оба описанных процесса приводят к появлению в разрядном промежутке свободных электронов. Сталкиваясь с атомами газа, они вызывают их ионизацию, размножение носителей тока и дальнейшее развитие разряда. В случае возбуждения дуги высокочастотным напряжением можно представить ее развитие через стадии лавинного и тлеющего разрядов, переходящих по мере роста тока в дуговой.
Высокочастотное поле устраняет направленное движение лавин, что приводит к увеличению времени пребывания зарядов в разрядном промежутке и числа актов ионизации на каждый заряд. Для изучения сварочных дуг с неустойчивыми параметрами важно знать время формирования установившейся дуги. М. Н. Соболев, осциллографируя разряд конденсатора на промежуток между медными электродами в воздухе, показал, что напряжение разряда становится типично дуговым и установившимся по истечении 1 * 10 -8 сек от его начала.
Основываясь на балансе энергии активных пятен разряда на медных электродах, Сомервилл Д. М. показал возможность испарения меди за 1,5 * 10 -5 сек существования разряда. Экспериментально пары цинковых и кадмиевых электродов обнаружены через 1 * 10 -8 сек от начала развития разряда.
Таким образом, можно считать, что по истечении 1 (10 -5 ÷10 -4 ) сек от начала разряда между металлическими электродами его параметры при прочих равных условиях приобретают значения, свойственные сколь угодно длительно горящей дуге.
Источник
Зажигание (возбуждение) и горение электрической дуги
Зажигание (возбуждение) и горение электрической дуги
Процесс зажигания электрической дуги можно разделить на три этапа (рис. 4):
• короткое замыкание электрода на заготовку;
• отвод электрода на расстояние 3–6 мм;
• возникновение устойчивого дугового разряда.
Короткое замыкание (рис. 4а) выполняется для разогрева торца электрода 1 и заготовки 2 в зоне контакта с электродом. После отвода электрода (рис. 4б) с его разогретого торца (катода) под действием электрического поля начинается термоэлектрическая эмиссия электронов 3.
Столкновение быстро движущихся по направлению к аноду электронов с молекулами газов и паров металла приводит к их ионизации 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул происходит дополнительная ионизация за счет их соударения. В результате дуговой промежуток становится электропроводным и через него начинается разряд электричества. Процесс зажигания дуги (рис. 4в) заканчивается возникновением устойчивого дугового разряда 6 с возникновением катодной области 5 и анодной области 7.
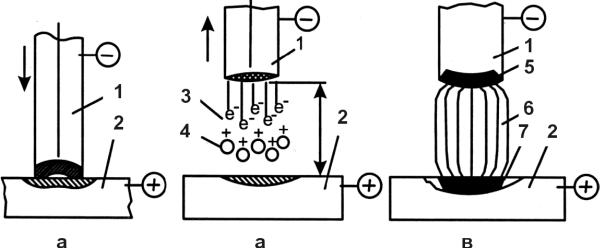
Схема процесса зажигания дуги
Возможно зажигание дуги без короткого замыкания и отвода электрода с помощью высокочастотного электрического разряда через дуговой промежуток, обеспечивающий его первоначальную ионизацию. Для этого в сварочную цепь подключают на короткое время источник высокочастотного переменного тока высокого напряжения (осциллятор).
В зависимости от длины дугового разряда различают:
• короткую дугу, если ее длина 2–4 мм;
• нормальную дугу, если ее длина 4–6 мм;
• длинную дугу, при ее длине более 6 мм.
Оптимальный режим сварки обеспечивается при короткой дуге. При длинной дуге процесс сварки протекает неравномерно, с неустойчивым горением и разбрызгиванием металла. Металл, проходя через дуговой промежуток, больше окисляется и азотируется.
Специалисты рекомендуют длину дуги определять по звуку, издаваемому ею при горении. Дуга нормальной длины издает менее громкий и равномерный звук. Длинная дуга издает неравномерный и потрескивающий, более громкий звук, что легко определяется опытным путем.
Различают технологические условия горения дуги, такие как зажигание, чувствительность к изменениям длины в определенных пределах, быстрое повторное зажигание после обрыва и необходимое проплавление металла.
Условия зажигания электрической дуги:
• наличие электрического источника питания дуги достаточной мощности, позволяющего быстро нагреть катод до высокой температуры при возбуждении дуги;
• наличие ионизации столба дуги (в электрод вводятся элементы с низким потенциалом ионизации или применяют осцилляторы для возбуждения дуги);
• стабилизация горения столба дуги (например, вводят дроссель в цепь питания). Зависимость напряжения дуги от тока в сварочной цепи называют статической вольт-амперной характеристикой дуги.
Вольт-амперная характеристика дуги имеет три области (рис. 5):
• падающая область I (при токах до 100 А);
• жесткая область II (при токах 100–1000 А);
• возрастающая область III (при токах свыше 1000 А).
Напряжение, необходимое для возбуждения дуги, зависит от рода тока (переменный или постоянный), дугового промежутка, материала электрода и его покрытия, свариваемого металла.
Дуга с падающей характеристикой (I) малоустойчива и имеет ограниченное применение, т. к. требует включения в сварочную цепь осциллятора.
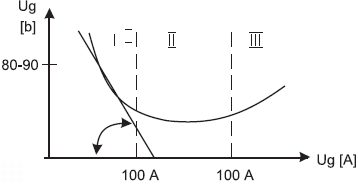
Рис. 5.
Статическая вольт-амперная характеристика дуги
Самое широкое применение нашла дуга с жесткой (II) и возрастающей (III) характеристикой. Каждому участку дуги соответствует определенный характер переноса расплавленного электродного металла в сварочную ванну:
• I и II участок – крупнокапельный,
• III участок – мелкокапельный или струйный.
Для сохранения неизменного напряжения на дуге необходимо длину дуги поддерживать постоянной.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
Психомоторное возбуждение
Психомоторное возбуждение При психомоторном возбуждении усиливается психическая и двигательная активность, наблюдается неадекватное поведение, могут быть нарушения сознания с бредом и галлюцинациями. Причины Психомоторное возбуждение способно возникнуть
Защита зрения и открытой поверхности кожи от лучей электрической дуги
Защита зрения и открытой поверхности кожи от лучей электрической дуги Горение сварочной дуги сопровождается излучением видимых ослепительно ярких световых лучей и невидимых ультрафиолетовых и инфракрасных лучей.Яркость видимых лучей значительно превышает норму,
Горение
Горение Горение (фр. и англ. combustion, нем. Verbrennung; хим.). Принято называть Г. такие случаи взаимодействия с кислородом воздуха каких бы то ни было тел, которые сопровождаются значительным выделением тепла, а иногда и света. В более общем смысле можно считать Г. всякую
Источник
Технология ручной дуговой сварки
Дуга возбуждается после замыкания сварочной цепи в момент отведения конца электрода от свариваемого изделия. Сварщики возбуждают дугу обычно одним из двух наиболее употребительных способов: ударом или «чирканьем». По первому способу (фиг. 42, а) электрод почти вертикально подводится к месту сварки и после легкого прикосновения сразу же отводится вверх. По второму способу дуга возбуждается скользящим прикосновением конца электрода к свариваемой поверхности (фиг. 42, б). Этот способ возбуждения напоминает способ зажигания спички.
В обоих способах электрод подводится к изделию на расстояние 10—15 мм, сварщик в этот момент закрывает лицо щитком, после чего быстрым движением возбуждает дугу. При этом электрод должен отводиться от изделия на 2—5 мм.
Для наложения валика сварщику нужно совместить одновременно три движения электрода.
Первое — непрерывное и равномерное движение вниз по мере расплавления электрода.
Второе — передвижение электрода по направлению сварки. При этом электрод наклоняется в сторону движения. Обычно угол наклона составляет около 15—30° к оси, перпендикулярной плоскости сварки (фиг. 43). Скорость движения подбирается в зависимости от диаметра электрода, силы сварочного тока, скорости плавления электрода, вида и ширины шва. Очень важно правильно подобрать скорость перемещения электрода, так как от этого зависит качество сварки, форма шва и его размеры.
Нормальной скоростью передвижения электрода следует считать такую, при которой образуется валик шва шириной примерно 1,5 диаметра электрода, с хорошим проплавлением основного материала, плавным переходом поверхности шва к кромкам и отсутствием прожогов.

Фиг.42.Способы зажигания дуги

Фиг.43.Наклон электрода при сварке

Фиг.44.Поперечное движение конца электродов при сварке
Третье — колебательное движение электрода поперек шва для получения более широкого валика и лучшего расплавления кромок. Широкие валики находят большое распространение при сварке всех видов швов. Получаются они при равномерных движениях электрода поперек шва. Поперечные колебательные движения электрода совмещаются с поступательным движением вдоль шва и постепенным опусканием его вниз. Колебательные движения электрода увеличивают время нахождения металла в расплавленном состоянии. Это обстоятельство способствует замедленному охлаждению наплавленного металла и постепенному затвердеванию его. В результате в наплавленном металле уменьшается количество газовых пузырей и шлаковых включений.
Источник
ВОЗБУЖДЕНИЕ ДУГИ И ЕЕ ЗОНЫ
Возбуждение дугового разряда возможно четырьмя основными способами:
1) при переходе из устойчивого маломощного разряда, например тлеющего (см. рис. 2.5);
2) в процессе создания высокоионизированного потока пара, перекрывающего межэлектродное пространство, в большинстве случаев с помощью третьего электрода;
3) при переходе из неустойчивого искрового разряда путем подачи импульса высокой частоты или высокого напряжения;
4) при замыкании и последующем размыкании токонесущих электродов.
При сварке плавящимся электродом обычно используют дугу размыкания, а при сварке неплавящимся вольфрамовым электродом — высокочастотный вспомогательный разряд от осциллятора. Импульс высокого напряжения получают обычно с помощью конденсатора. Угольную дугу возбуждают чаще всего, используя третий электрод.
 В самостоятельном разряде начиная с токов выше нескольких микроампер наблюдается неравномерное распределение электрического поля в межэлектродиом пространстве, состоящем из трех зон (рис. 2.6): катодной 1, анодной 2 и столба разряда 3. На электродах часто наблюдаются пятна — анодное А и катодное К. Скачки потенциала t/K и Uа обусловлены скоплениями пространственного заряда (рис. 2.7) и повышенным сопротивлением этих зон по сравнению со столбом. В длинной дуге можно отчетливо различить три указанные выше области, причем основные свойства столба мало зависят от процессов в катодной и анодной зонах. В связи с этим в дальнейшем отдельно рассмотрены явления в столбе дуги и в пограничных областях — катодной и анодной. Для коротких дуг, где влияние процессов, происходящих у одного
В самостоятельном разряде начиная с токов выше нескольких микроампер наблюдается неравномерное распределение электрического поля в межэлектродиом пространстве, состоящем из трех зон (рис. 2.6): катодной 1, анодной 2 и столба разряда 3. На электродах часто наблюдаются пятна — анодное А и катодное К. Скачки потенциала t/K и Uа обусловлены скоплениями пространственного заряда (рис. 2.7) и повышенным сопротивлением этих зон по сравнению со столбом. В длинной дуге можно отчетливо различить три указанные выше области, причем основные свойства столба мало зависят от процессов в катодной и анодной зонах. В связи с этим в дальнейшем отдельно рассмотрены явления в столбе дуги и в пограничных областях — катодной и анодной. Для коротких дуг, где влияние процессов, происходящих у одного

Рис. 2.7. Схема переноса зарядов в дуге:
Ua, UK, Ua, UCT — напряжение дуги, катодное, анодное, столба дуги
электрода, простирается до второго электрода, подразделение дуги на отдельные части, очевидно, становится бесполезным. В газовом промежутке между двумя электродами заряженные частицы могут возникнуть во всех трех зонах, но главным образом они появляются в результате процессов эмиссии на катоде и объемной ионизации в столбе дуги. В связи с ограниченностью эмиссии электронов столб дуги (как и любой проводник) вдали от катода сохраняет по отношению к нему положительный потенциал, поэтому часто его называют положительным столбом. В то же время не следует забывать, что плазма столба обычно квазинейтральна.
Источник
Возбуждение электрической дуги




![]()
![]()
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги — в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
• Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
• поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
• перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
• перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
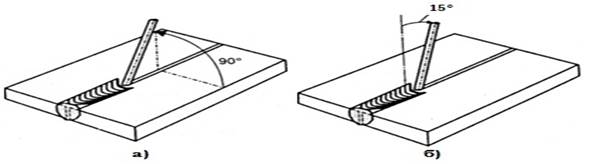
Рис. 2. Угол наклона электрода: а — в горизонтальной плоскости; б- в вертикальной плоскости.
В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.

При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
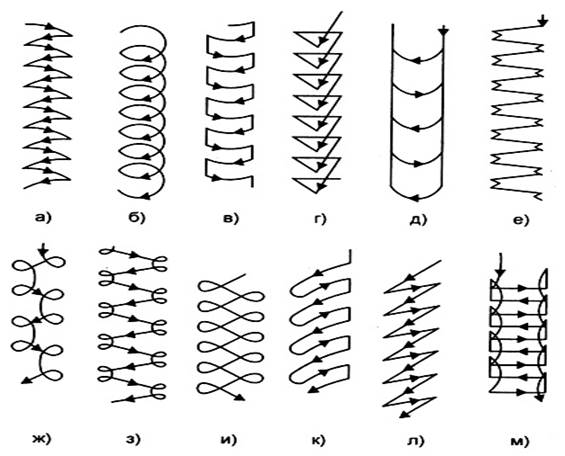
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
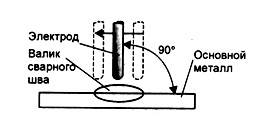
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности.
На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.

Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
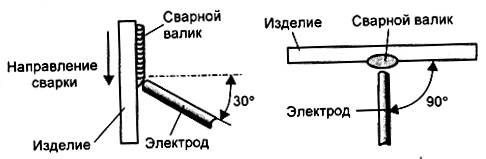
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
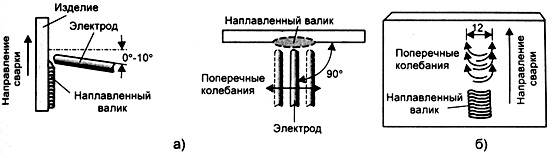
Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б).
Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить сварочной дуги, но не допускать ее обрыва. Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок.
Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.

Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б)
Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах.
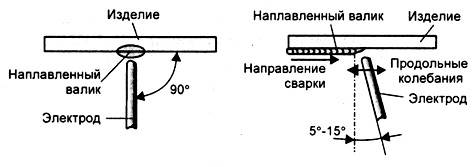
Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении
Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака. При сварке на прямой полярности опасность появления подрезов практически исключена.
Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков.
Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика.
Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис. 10б). При этом допускается удлинение дуги, без ее обрыва.
Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва.
При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм.

Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б)
Источник



