
- Как ремонтировать автомобиль
- Способы восстановления гильз цилиндров
- Способ устранения кавитационных разрушений гильз цилиндров привариванием стальной ленты.
- Растачивание гильз цилиндров двигателя
- Шлифование гильз цилиндров
- Хонингование гильз цилиндров
- О восстановлении гильзы цилиндров ДВС
- Библиографическое описание:
- Восстановление рабочей поверхности гильз цилиндров двигателей внутреннего сгорания автомобилей
- Библиографическое описание:
Как ремонтировать автомобиль
Способы восстановления гильз цилиндров
Для восстановления наружной поверхности гильз цилиндров необходимо провести очистку наружной поверхности гильзы от накипи и возникшей коррозии. Для очистки поверхности гильзы потребуется стальная щетка и токарный станок .
Для очистки гильз цилиндров существует специальная установка ОМ-21601.
Очищающий материал для установки ОМ-21601: металлический песок, косточковая крошка, флюс.
Производительность установки ОМ-21601: 40 гильз цилиндров в час.
Рабочее давление сжатого воздуха установки для очистки гильз: 0,5- 0,56 МПа.
Устранение кавитационных разрушений гильз цилиндров эпоксидным ссоставом.
Кавитационные разрушения гильз цилиндров устраняют покрытиями созданными на основе эпоксидных смол и состоит устраняются в такой последовательности:
- Зачистка поверхности гильзы цилиндров (до металлического блеска);
- Обезжиривание поверхности гильзы цилиндров (техническим ацетоном);
- Приготовление эпоксидного состава (после добавления отвердителя состав необходимо использовать за 20 мин.);
- Нанесения эпоксидного состава на поверхность;
- Отвердевание нанесенного слоя (при температуре 20 градусов Цельсия 3 суток).
Перед нанесением эпоксидного состава на гильзу цилиндров необходимо гильзу до температуры выше 40 градусов Цельсия. Эпоксидный состав наноситься на поверхность гильзы цилиндров специальным шпателем.
На эпоксидный состав не должно попадать вода, масло и грязь. Не допускается подтекание эпоксидного состава на посадочные пояски гильзы цилиндров во время ремонта гильз цилиндров.
Способ устранения кавитационных разрушений гильз цилиндров привариванием стальной ленты.
Существует простой метод контактной приварки стальной ленты для устранения кавитационных разрушений гильзы цилиндров.
Для приваривания стальной ленты к поверхности гильзы используют установку 011-1-07. Стальная лента вырезается из стального листа толщиной 0,3 мм. Поврежденный участок гильзы должен быть перекрыт стальной лентой на 5-10 мм. Стальная лента приваривается одной сварной точкой к поверхности гильзы, так чтобы сварная точка была не дальше чем 1-2мм от края ленты. Нижнюю часть стальной ленты приваривают симметрично верхней одной точкой сваривания. Затем приваривают края ленты.
Для сварки рекомендуется применять широкие электроды в целях не разрушения гильзы.
Диаметр электродов 150 мм, ширина верхней рабочей части — 5 мм, нижней— 12 мм.
Когда стальная лента уже приварена, начинают шлифовать пояски гильзы до номинального размера. Для шлифования поясков гильзы цилиндров используют шлифовальный станок. Аккуратно устанавливаем гильзу цилиндров на шлифовальный станок, чтобы не возникало никаких деформаций гильзы. Обратите внимание, чтобы приваренный слой не выступал за поверхность посадочного пояска.
Принимаемся за восстановление внутренней поверхности гильз цилиндров. После проведения очистки, контроля и устранения кавитационных разрушений на наружной поверхности гильзы цилиндров, восстановления посадочных поясков необходимо обработать внутреннюю поверхность гильзы цилиндров под ремонтный размер, то есть увеличить внутренний диаметр гильзы цилиндра на 0,5-0,7 мм. в зависимости от типа двигателя.
Растачивание гильз цилиндров двигателя
Растачивание гильз цилиндров проводится на алмазно-расточном станке. Станок 278, 278Н для растачивания гильз цилиндров оснащен специальным приспособлением для крепления гильзы.
Растачивание гильз цилиндров проводится, обычно за один проход.
Режим растачивания гильзы цилиндровна алмазно-расточном станке:
- Частота вращения шпинделя 112 об/мин.
- Подача инструмента0,2 мм/об.
- Глубина резания0,3 мм.
Рекомендуемый режим растачивания гильз цилиндров обеспечивает минимальную конусность, овальность и шероховатость.
- Овальность и конусность не более 0,04-0,05 мм.
- Шероховатость поверхности гильзы цилиндра не более 2,5-1,25 мкм.
Для растачивания гильзы цилиндров применяются специальные режущие инструменты – резцы из твердого сплава.
При растачивании гильз цилиндров необходимо следить за износом резца, так как при его повышенном износе параметры овальности, конусности и шероховатости будут возрастать. Наиболее оптимальное количество расточенных цилиндров одним резцом 5-7 штук.
Шлифование гильз цилиндров
Очень часто вместо растачивания внутренней поверхности гильз цилиндров проводят шлифование на шлифовальном станке.
Шлифуют гильзы цилиндров при помощи плоских абразивных кругов с зернистостью 40 средне мягкой твердости изготовленных из белого электрокорунда. Шлифование гильз проводится за два прохода:
- Черновое шлифование;
- Чистовое шлифование;
Охлаждающая жидкость:
- Вода с добавками кальцинированной соды 2%.
- Мыло.
Скорость перемещения стола: 0,3. 8 м/мин.
Частота вращения шлифовального круга: 5600 об/мин.
Частота вращения детали: 160 об/мин.
Скорость шлифовального круга: 25. 35 м/с.
Скорость детали: 55. 65 м/с.
Поперечная подача круга: 0,01 . 0,03 мм.
Поперечная подача при чистовом проходе: до 0,005. . 0,015 мм.
Cкорость перемещения стола: до 0,3.. 4,5 м/мин.
Шлифование гильз цилиндров отличается высокой скоростью съема металла и обеспечивает заданную высокую точность и требуемую шероховатость обработанной поверхности гильз цилиндров. Эти параметры позволяют добиться хорошего качества хонингования и снижают расходы на абразивы.
Хонингование гильз цилиндров двигателя. После операций растачивания или шлифования внутренняя поверхность гильзы поддается хонингованию. Хонингование проводится на вертикально-хонинговальном станке 3A83.
Хонингование гильз цилиндров
Хонингование гильз цилиндров двигателя это вид абразивной обработки гильз цилиндров двигателя с применением хонинговальных головок (хонгов). С помощью хонингования можно получить отверстие с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности равной Ra=0.63÷0.04.
Если восстановить гильзу цилиндра невозможно необходимо провести замену гильз КАМАЗ .
Источник
О восстановлении гильзы цилиндров ДВС
Рубрика: Технические науки
Дата публикации: 03.08.2017 2017-08-03
Статья просмотрена: 609 раз
Библиографическое описание:
Юлдашев, Ш. У. О восстановлении гильзы цилиндров ДВС / Ш. У. Юлдашев, Ш. Г. Батиров. — Текст : непосредственный // Молодой ученый. — 2017. — № 31 (165). — С. 17-20. — URL: https://moluch.ru/archive/165/45294/ (дата обращения: 18.11.2021).
В статье приведеныматериалы анализа существующих способов восстановления гильзы цилиндров, а также сущность и описание модернизированного технологического процесса восстановления.
In article materials of the analysis and lacks of existing ways of restoration of a sleeve of cylinders, and also essence and the description of the modernised technological process of restoration are resulted.
Известен способ восстановления гильзы, заключающийся в том, что стенку изношенного цилиндра разрезают по линии вертикальной оси, затем гильзу стягивают и стык заваривают электродуговой сваркой под слоем флюса, далее механической обработкой доводят под необходимый ремонтный размер. При этом полностью восстанавливается работоспособность сопряжения, так как обработка под ремонтный размер осуществляется с теми же допусками, с которыми восстанавливают изношенные детали [1].
Применение способа ремонтных размеров является основным для восстановления сопряжения «гильза-поршень» для дизелей.
По действующим техническим требованиям изношенная гильза должна восстанавливаться расточкой хонингованием под увеличенный ремонтный размер. Недостатком данного способа является ухудшение свойств материала вследствие воздействия высокой температуры и электродуговой сваркой.
Восстановление изношенной внутренней цилиндрической поверхности под номинальный размер можно осуществить путем установки новой тонкостенной в изношенную гильзу (Рис. 1) [2].
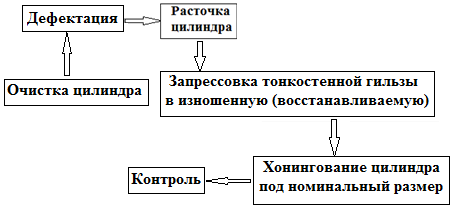
Рис. 1. Существующий способ восстановления
Недостатком данного способа восстановления гильзы цилиндров заключается в том, что наличие воздушной прослойки между основным и вставным цилиндрами приводит, к неравномерному охлаждению последней, тем самым ухудшает эксплуатационные показатели работы и снижает мощностные характеристики двигателей внутреннего сгорания (ДВС). Более того воздушная прослойка приведет к неравномерному теплообмену и износу внутренней поверхности гильзы. В связи с этим использование указанного способа для восстановления гильзы цилиндров ДВС, является нецелесообразным.
Модернизация способа восстановления гильз цилиндров ДВС, заключается в следующем, новый тонкостенный запрессовывают в изношенный с нанесенными на контактируемые поверхности теплопроводной пастой (термопаста) с минимальным натягом покрытия, обеспечивающий упругий насыщенный контакт.
При упругом насыщенном контакте все микронеровности, которые расположены на контурной площади контакта образуют зоны контакта. Термопаста, используемая в качестве смазки, при нанесении на поверхность отверстия сопрягаемой детали заполнит микровпадины. После отвердения термопасты увеличится площадь контакта. Кроме того увеличатся фрикционные параметры. Рост фактической площади контакта снизит контактные напряжения в покрытии термопасты при ее нагружении.
Модернизация процесса восстановления состоит в том, что сначала изношенную гильзу 1 после очистки растачивают на алмазно-расточном станке модели 2А78 под размер в зависимости от толщины новой тонкостенной гильзы 3 (Рис. 2).
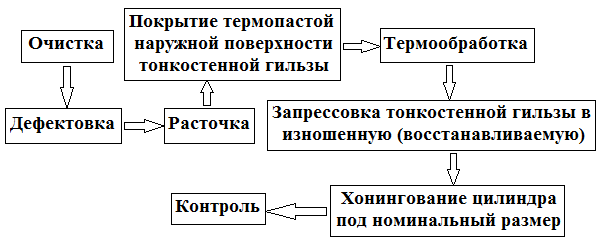
Рис. 2. Модернизированный способ восстановления гильзы цилиндра
После расточки внутренней поверхности новой тонкостенной гильзы 2 производится покрытие ее внешней цилиндрической поверхности термопастой.
Покрытие термопастой производят кистью волосяной № 10. Термообработку покрытия производят при температуре Т=150 0 С, время t=3ч.
Непосредственно перед запрессовкой на внутреннюю поверхность изношенной гильзы 1 в качестве смазочного материала наносят тонкий слой термопасты, а затем в нее запрессовывают новую тонкостенную гильзу 3.
Сборка составной гильзы производится путем запрессовки на гидравлическом прессе модели 21–35-М-1 новой тонкостенной гильзы 3 в изношенную гильзу 1 (Рис. 3).
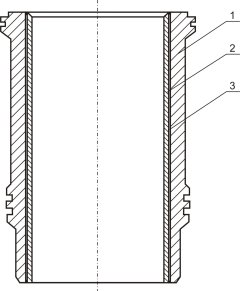
Рис. 3. Общий вид составной гильзы: 1 — изношенная гильза; 2 — слой термопасты; 3 — новая тонкостенная гильза (впрессованная)
Таким образом, после сборки между наружной поверхностью новой тонкостенной и внутренней поверхностью расточенной изношенной гильзы цилиндра не будет зазора S, заполненного воздухом. Затем составную гильзу в специальном приспособлении устанавливают на вертикально-хонинговальном станке модели 3Г833 и обрабатывают алмазно-хонинговальными брусками под номинальный размер.
Основное преимущество нового способа заключается в том, что между наружной поверхностью новой тонкостенной гильзы 3 и внутренней поверхностью изношенной гильзы 1 не остается воздушный зазор S. Воздушный зазор ухудшает теплопередачу от новой тонкостенной гильзы 3 к изношенной гильзе 1, являющейся гнездом. Разность температур в камере сгорания и водяной рубашкой приводит к интенсивному износу и в результате сокращает срок службы гильзы и эксплуатации ДВС. Плохая теплопередача от новой тонкостенной гильзы 3 к гнезду, то есть к изношенной гильзе 1, может привести к перегреву гильз и падению мощности двигателя, что является весьма нежелательным. Поэтому при установившемся тепловом состоянии двигателя воздушный зазор S между новой тонкостенной гильзой 3 и ее гнездом — изношенной гильзой 1 не должен иметь место. Последнее условие соблюдается только при наличии и использовании термопасты в технологическом процессе восстановления гильз.
Предлагаемый способ восстановления гильз цилиндров по сравнению с известным способом позволяет за счет равномерного теплообмена снизить интенсивность износа и тем самым повысить срок службы гильз цилиндров и эксплуатации ДВС в целом. Восстановление гильз цилиндров может быть организовано на уровне мастерских общего назначения и МТП РУз.
- Способ восстановления отверстий в деталях. Патент № 4867933/27 от 11.11.91/Ш. У. Юлдашев, К. И. Пискентбаев, И. А. Аширбеков.
- Патент RU 2215630 С2, МКл 3 . В 23 Р 6/02. Способ восстановления гильз цилиндров тракторных двигателей. Голубничий Н. Т.
Источник
Восстановление рабочей поверхности гильз цилиндров двигателей внутреннего сгорания автомобилей

Рубрика: Технические науки
Дата публикации: 02.03.2015 2015-03-02
Статья просмотрена: 13516 раз
Библиографическое описание:
Захаров, Ю. А. Восстановление рабочей поверхности гильз цилиндров двигателей внутреннего сгорания автомобилей / Ю. А. Захаров, Р. Р. Булатов. — Текст : непосредственный // Молодой ученый. — 2015. — № 5 (85). — С. 145-148. — URL: https://moluch.ru/archive/85/15983/ (дата обращения: 18.11.2021).
Гильзы цилиндров ДВС подвергается значительным нагрузкам в процессе работы. Жесткие условия эксплуатации гильз цилиндров приводят к появлению разнообразных дефектов, которые необходимо устранять для обеспечения работоспособности ДВС. Для каждого вида дефектов гильз существуют различные способы и устройства для их устранения, в частности для восстановления геометрии и размеров изношенной рабочей поверхности. Все эти способы и устройства для их применения имеют свои достоинства и недостатки, которые необходимо учитывать при выборе рационального способа восстановления рабочей поверхности гильз цилиндров.
Ключевые слова: гильза, цилиндр, восстановление, ремонт, рабочая поверхность гильзы, износ, осаждение, наплавка.
Рабочая поверхность гильз цилиндра ДВС представляет собой внутреннюю цилиндрическую поверхность, обработанную по пятому квалитету качества. Такой квалитет обработки является наивысшим, применяемым в машиностроении и обеспечивает очень низкую шероховатость. В связи с этим рабочую поверхность гильз цилиндров называют «зеркалом» цилиндра или гильзы.
В процессе эксплуатации ДВС, рабочая поверхность гильз цилиндров испытывает значительные нагрузки при высоких температурах, что приводит к появлению таких дефектов как: износ рабочей поверхности, увеличение шероховатости, изменение макрогеометрии (овальность конусность седлообразность и т. д.), нагар, раковины, трещины и сколы. При дефектации рабочей поверхности гильз цилиндров ДВС определяют геометрические размеры и форму изношенной гильзы, а также шероховатость ее зеркала. Наличие трещин, сколов, раковин и т. д. приводит к отбраковке гильзы [1–3].
В основном, восстанавливают рабочую поверхность гильзы цилиндров механической обработкой под ремонтный размер, но может применяться нанесение слоя металла или изменение геометрии гильзы за счет пластического деформирования.
Механическая обработка рабочей поверхности гильз цилиндров под ремонтный размер осуществляется растачиванием, хонингованием, шлифованием или комбинацией этих обработок.
Растачивание и хонингование гильз цилиндров в основном применяется при износе внутренней поверхности до диаметра, превышающего предельное значение, при овальности и конусности на рабочем участке более допустимых размеров.
По величине износа внутренней поверхности гильзы сортируют на три группы. Первая группа гильз — с внутренним диаметром в пределах допуска на новую гильзу; вторая группа — с внутренним диаметром, превышающим номинальный не более чем на 0,2 мм, и третья группа — с внутренним диаметром, превышающим номинальный на 0,15…0,2 мм, но не более чем на 0,4 мм [1–3].
Гильзы первой группы могут быть использованы без ремонта или после хонингования внутренней поверхности до удаления неровностей и следов коррозии. Хонингование гильз производят на хонинговальных станках, например на станке ЗГ833 головками ПТ-1085А с шлифовальными брусками К36–5 СМ1-С1К и КЗЗ-М20 СМ1-С1К. В качестве охлаждающей жидкости рекомендуется применять керосин. Иногда к нему добавляют 10…20 % веретенного масла.
Также для хонингования цилиндров применяются бруски из синтетических алмазов, обеспечивающие значительное повышение производительности процесса, точности обработки, уменьшение шероховатости поверхности. Стойкость брусков из синтетических алмазов в десятки раз выше стойкости обычных брусков. Для предварительного хонингования могут быть использованы бруски АС12М1, а для окончательного АСМ40М1.
Гильзы второй группы ремонтируют хонингованием или шлифованием на внутришлифовальном станке с последующим окончательным хонингованием.
Гильзы третьей группы ремонтируют растачиванием внутренней поверхности с последующим предварительным и окончательным хонингованием до ремонтного размера. В процессе растачивания и хонингования нагрев гильзы допускается не более 50…60° С.
Растачивают гильзы на вертикально-расточных станках, на пример на алмазно-расточном станке –278Н расточными резцами с пластинками из твердого сплава ВК2 или ВКЗМ. Гильзы на станке центрируют при помощи оправки, вставленной в шпиндель станка. Шаровой конец оправки должен входить в цилиндр на глубину 3… 4 мм. При установке резца для растачивания необходимо учесть припуск на хонингование в пределах 0,06…0,12 мм на диаметр. Внутренняя рабочая поверхность расточенной гильзы может иметь овальность не более 0,04 мм, конусность не более 0,05 мм, шероховатость поверхности должна быть не ниже 6-го класса чистоты [1, 4–5].
Для того чтобы получить высокую чистоту рабочей поверхности, гильзу хонингуют. Для хонингования гильзы применяют подпружиненную хону, в которой каждый брусок прижимается к поверхности гильзы отдельной пружиной. Обработка такими хонами служит не для изменения размеров, а для придания поверхности нужной шероховатости.
При предварительном хонинговании расточенной гильзы до ремонтного размера оставляют припуск на окончательное хонингование в пределах 0,01…0,03 мм на диаметр. После предварительного хонингования на внутренней поверхности гильзы не должно быть следов износа, неровностей. Овальность не должна превышать 0,04 мм, а конусность — 0,05 мм.
После окончательного хонингования диаметр внутренней поверхности гильзы должен находиться в пределах допуска на ремонтный размер, а овальность и конусность не должны превышать 0,03 мм. Шероховатость поверхности должна быть не ниже 9-го класса чистоты.
Данный способ широко применяют при ремонте цилиндро-поршневой группы двигателей, однако при износе внутренней поверхности гильз больше последнего ремонтного размера деталь обычно выбраковывают, тем самым увеличиваются затраты на приобретение новой детали.
При небольшой величине износа растачивание можно заменить шлифованием. Внутреннюю рабочую поверхность гильзы шлифуют до выведения следов износа. Овальность рабочей поверхности гильзы в нижнем и верхнем поясах, а также конусность поверхности на длине гильзы допускается не более 0,06 мм. Разрешается наличие нетронутой шлифовальным камнем выработки от верхнего поршневого кольца. Кроме того, допускается наличие нетронутых камнем площадок на высоте не более 50 мм от нижнего края гильзы, общей площадью не более 20 см 2 .
Для шлифования гильзы применяют круг ПП-125–50–50 на керамической связке СМ1, зернистостью 12…16. После шлифования рабочей поверхности гильзы наружную поверхность подвергают пескоструйной очистке и цинкованию [1–2, 5].
Такая последовательность выполнения операций принята потому, что на некоторых гильзах в процессе шлифования не удается устранить следы износа. Эти гильзы бракуют. Следовательно, цинкование наружной поверхности гильз до шлифования рабочей поверхности нецелесообразно.
Один из недостатков восстановления гильз обработкой под ремонтный размер — резкое (на 20. 30 %) снижение их ресурса из-за уменьшения твёрдости поверхности. Для его повышения гильзы упрочняют пластическим деформированием, электромеханическим способом, плосковершинным хонингованием, закалкой ТВЧ, лазерной обработкой и т. д.
При восстановлении гильз возможно использование способа электроимпульсного нанесения покрытий. Электроимпульсное нанесение покрытий основано на импульсном разряде конденсатора через проволоку напыляемого металла. При этом происходит взрывное плавление проволоки и осаждение расплавленных мелких частиц металла на внутренней поверхности гильзы. Такой способ применяется редко ввиду невысокого качества получаемого покрытия и возникновения местного нагрева гильзы, который может привести к короблению и (или) возникновению внутренних напряжений [1, 6].
Применяется восстановление рабочей поверхности гильзы цилиндров гальваническими покрытиями. Сущность способа состоит в том, что при прохождении постоянного электрического тока через раствор солей металла в воде (электролит) в нем образуются положительно и отрицательно заряженные ионы [1–2, 5]. Положительно заряженные ионы перемещаются к отрицательному электроду-катоду, которым является металлическая деталь, и осаждаются на ее поверхности, прочно с ней сцепляясь. Отрицательно заряженные ионы перемещаются к положительному электроду-аноду и выделяются на нем. В качестве электролитов, как правило, применяются водные растворы солей, кислот и щелочей.
Осажденные при электролизе металлы отличаются по своим свойствам от литых металлов тем, что кристаллическая решетка их искажена вследствие различных условий кристаллизации. Недостатком восстановления гильз электролитическими покрытиями является небольшая толщина наносимого покрытия, большая продолжительность нанесения покрытия, неравномерность наносимого слоя и недостаточная прочность сцепления покрытия с основой (рабочей поверхностью).
Для устранения этих недостатков применяют гальваномеханическое осаждение покрытий. Отличительной его особенностью является то, что в процессе электролиза покрываемая поверхность подвергается механическому активированию (царапанию) абразивными или алмазными инструментами в виде лент или брусков, которые перемещаются в межэлектродном пространстве [7]. Механическое активирование способствует снижению перенапряжения разряда осаждаемого металла за счет уменьшения концентрационных ограничений, интенсивного удаления с поверхности катода пассивирующей плёнки, гидроокисей и газообразного водорода. Все это позволяет значительно увеличивать рабочие плотности тока при нанесении хрома, никеля, кобальта, меди и существенно повышать скорость их осаждения. Недостатком данного способа является сложность приобретения необходимого оборудования, сравнительно высокая стоимость материалов, используемых при восстановлении.
Кроме перечисленных способов восстановления применяют способ пластического деформирования [1–3]. Способ заключается в нагреве наружной поверхности гильзы в индукторе в течение нескольких секунд до температуры 700…7500С и последующем быстром охлаждении в масле. При этом рабочая часть гильзы сокращается на величину до 0,1 мм, что позволяет дальнейшей механической обработкой восстановить требуемый размер. Нагрев и охлаждение детали ведут в процессе перемещения детали, относительно источников со скоростью не более 3…4 мм/с.
Таким образом, существующие технологии позволяют восстанавливать изношенную рабочую поверхность гильз цилиндров ДВС, однако при выборе способа восстановления работоспособности гильзы необходимо учитывать следующее:
1. Величину износа.
2. Вид износа, его форма и характер повреждений.
3. Первичное состояние гильзы (новая или ремонтная).
4. Тип и материал гильзы.
5. Наличие дефектов других поверхностей гильзы.
6. Стоимость работ по восстановлению.
7. Производительность восстановления и годовую программу ремонта.
На сегодняшний день наибольшее распространение получил способ механической обработки под ремонтный размер, ввиду его простоты, доступности оборудования и стабильности.
1. Воловик, Е. Л. Справочник по восстановлению деталей [Текст] / Е. Л. Воловик. — М: Колос, 1991 г.
2. Одинцов, Л. Г. Упрочнение и отделка деталей поверхностным пластическим деформированием [Текст] / Л. Г. Одинцов. — М: Машиностроение, 1997 г.
3. Захаров, Ю. А. Упрочнение деталей автомобилей типа «вал» и «ось» [Текст] / Ю. А. Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2014. — № 20. — С. 141–143.
4. Китаев, Ю. А. Восстановление деталей с последующей ФАБО [Текст] / Ю. А. Китаев, И. А. Спицын, А. Ю. Китаев // Механизация и электрификация сельского хозяйства. — 1995. — № 1 — С.25.
5. Молодык, К. В. Восстановление деталей машин [Текст] / К. В. Молодык, А. С. Зенкин. — М.: Машиностроение, 1993 г.
6. Технология электромеханической обработки материалов [Электронный ресурс]. — Режим доступа: http://www.vstu.ru/razrabotka/tekhnologiya-elektromekhanichesk.html
7. Захаров, Ю. А. Преимущества гальваномеханического осаждения металлов при восстановлении деталей мобильных машин [Текст] / Ю. А. Захаров, Е. В. Ремизов, Г. А. Мусатов // Молодой ученый. — 2015. — № 1. — С. 66–68.
Источник



