
- Способы восстановления деталей
- Виды способов восстановления изношенных деталей
- Слесарно-механический способ восстановления
- Восстановление способом наплавки и сваркой
- Виды наплавки цилиндрических поверхностей
- Пластическое деформирование восстанавливаемых деталей
- Электрохимические способы реставрации деталей
- Покрытие неметаллами
- Пайка изношенных деталей
- Обзор способов восстановления деталей типа вал
Способы восстановления деталей
Любой механизм изнашивается как в процессе эксплуатации, так и без неё – примером служит коррозионный износ. Для восстановления его исправности и работоспособности проводят комплекс операций, называемый ремонтом. Сегодня существуют разные способы восстановления деталей. Металлообработка — один из способов решения.
Виды способов восстановления изношенных деталей
Выделяют две группы основных способов восстановления изношенных деталей:
1. Слесарно-механический (индивидуальной подгонки);
2. Восстановление первоначальных размеров или устранения дефектов без замены поврежденных деталей методами:
- наплавки и сварки;
- пластического деформирования;
- нанесения металлических и неметаллических покрытий;
- пайкой.
Слесарно-механический способ восстановления
Особенностью данного способа является восстановление формы и взаимного расположения поверхностей без воссоздания первоначальных размеров.
Поставленные цели достигаются двумя путями:
- обработкой обеих сопрягаемых деталей;
- обработкой одной (как правило, более дорогой и сложной) детали;
- взамен второй устанавливается серийно произведённая ремонтная или новая.
Например, при механическом способе восстановлении деталей автомобильного двигателя блок цилиндров и коленчатый вал обрабатываются до ближайшего ремонтного размера, а сопряженные – поршни, поршневые кольца, вкладыши – заменяются на новые. Ремонтные размеры устанавливает завод-изготовитель. Он же, как правило, выпускает сменные изделия.
При слесарно-механическом способе восстановления деталей выделяют такие операции:
- шлифовальные работы (машинное и ручное);
- шабровка по плите и калибрам;
- опиловка;
- притирка;
- доводка.
Восстановление способом наплавки и сваркой

Восстановление деталей сваркой и наплавкой относится к самым распространённым методам.
При наплавке последовательно выполняются следующие операции.
Обработка изношенной поверхности, целью которой является удаление пограничного слоя наплавленного металла из зоны обработки.
Наплавка поверхности с припуском, достаточным для дальнейшей обработки.
Обработка наплавленной поверхности в соответствии с требованием чертежа.
Виды наплавки цилиндрических поверхностей
В случаях, когда износ механизма превышает нормы, установленные заводом изготовителем, может использоваться другой вариант.
Удаление повреждённой части механическим путем.
Изготовление нового изделия и приваривание его на место удалённого.
Термическая обработка (при необходимости).
Окончательная механическая обработка.
Сварка широко используется при ремонте корпусных деталей, в которых образовались трещины. Технологический процесс включает в себя несколько операций:
- Определение направления трещины.
- Засверливание металла на расстоянии 6 – 10 мм от видимого конца трещины.
- Выборка трещины механическим путем с одновременной разделкой под сварку.
- Заварка трещины с небольшим превышением над поверхностью основного металла.
- Обработка поверхности наплавленного металла заподлицо с основным металлом.
- Проверка геометрических параметров.
- Обработка сопрягаемых поверхностей (при необходимости).
Подготовка трещины к заварке:
- зачистка трещины;
- засверливание концов.
Пластическое деформирование восстанавливаемых деталей
Восстановление деталей способом пластического деформирования заключается в воссоздании их формы и размеров за счёт перераспределения металла под воздействием нагрузки, приложенной в определенном месте и в определенном направлении.
Изделия из низкоуглеродистых сталей (менее 0,3% углерода) и цветные сплавы реставрируют без подогрева. Средне- и высокоуглеродистые стали подогревают до температуры, определяемой по формуле:
Тнагрева=(0,70,9)Тплавления
Основные виды пластического деформирования:
- осадка или осаживание – изменение диаметра цилиндрического изделия путем приложения к торцам осевой нагрузки;
- раздача и обжатие – воссоздание соответственно наружного и внутреннего рабочего диаметра полого тела вращения за счет увеличения (уменьшения) внутреннего нерабочего диаметра;
- вытяжка – увеличение длины изделия за счет местного сужения его поперечного сечения;
- накатка – обработка поверхностей с помощью зубчатого ролика;
- правка – воссоздание формы и устранение изгиба и скручивания (может производиться под прессом путем создания местного поверхностного наклепа и с помощью местного нагрева);
- электромеханический способ восстановления деталей, применяемый, как правило, для обработки тел вращения, включает две операции:
создание на поверхности микрорельефа в виде спиральной линии;
выглаживание до заданного размера посредством деформирующей пластины.
Электрохимические способы реставрации деталей
Для восстановления деталей путём нанесения металлических покрытий применяется гальванический способ, с помощью которого наносят:
Хромовые и никелевые покрытия имеют толщину 0,25 – 0,3 мм, железные 2 – 3 мм и более. Железнение по своим параметрам приближается к наплавке, однако, обеспечивает относительно невысокую твёрдость. Существуют гладкие или пористые покрытия, применяемые для подвижных и неподвижных соединений.
Покрытие неметаллами

Сущность данного способа состоит:
- в нанесении на предварительно очищенную и обезжиренную поверхность слоя двухкомпонентной полимерной композиции;
- в фиксации с помощью вспомогательных приспособлений (при необходимости).
По сравнение с гальванизацией, нанесение неметаллических покрытий имеет ряд преимуществ:
- простота, отсутствие необходимости в предварительной механической обработке ремонтируемой поверхности;
- возможность нанесения толстого (10 – 15 мм) слоя полимера.
Вместе с тем, подобные покрытия заметно уступают металлам в износостойкости и долговечности.
Пайка изношенных деталей
Используется в основном при восстановлении или ремонте тонкостенных изделий, изготовленных из разнородных материалов, для устранения дефектов сварных швов и сборке схем электрооборудования.
Порядок технологических операций при пайке:
- Зачистка поверхности.
- Обработка флюсом.
- Пайка.
При всём разнообразии способов восстановления деталей стоит учесть, какие металлические конструкции будут подвергаться восстановлению. Исходя из этого выбор варианта осуществляется на основании комплекса задач, которые необходимо решить в конкретном случае. Это экономические параметры, распространенность или уникальность восстанавливаемого изделия, наличие оборудования и материалов, и, в итоге, целесообразность проведения ремонта.
Мы надежная компания, в основе деятельности которой – правила честной конкуренции и жесткого контроля качества услуг.
Источник
Обзор способов восстановления деталей типа вал




![]()
![]()
Содержание
| 1. 2. 3. 4. 5. 6. 7. 8. 9. | Введение…………………………………………………………………….. Обзор способов восстановления деталей типа вал…………………….. Устройство и работа КПП ЗиЛ-130…………………………. Дефектация………………………………………………………………. Классификация способов восстановления деталей……………………… Выбор способа восстановления…………………………………………… Восстановление детали газотермическим напылением…………………. Подготовка поверхности к напылению………………………………… Технологическая часть………………………………………………… Расчет режимов резания…………………………………………………. Литература ……………………………………………………………. |
Введение
Большое количество деталей автомобилей и агрегатов, требующих капитального ремонта, в результате износа, усталости материала, механических и коррозионных повреждений утрачивает свою работоспособность. Следует заметить, что лишь некоторые из этих деталей — наиболее простые и недорогие в изготовлении — утрачивают работоспособность полностью и требуют замены. Большинство деталей имеет остаточный ресурс и может быть использовано повторно после проведения сравнительно небольшого объема работ по их восстановлению.
Восстановление деталей имеет большое значение. Стоимость восстановления деталей значительно ниже стоимости их изготовления.
Затраты на восстановление деталей, в зависимости от конструктивных особенностей и степени изношенности деталей составляют 10…50% от стоимости новых деталей.
Восстановление является одним из основных источников повышения экономической эффективности авторемонтного производства. Значение восстановления деталей состоит также в том, что оно позволяет уменьшить потребности в производстве запасных частей.
Эффективность и качество восстановления деталей в значительной степени зависят от применяемых технологических способов их обработки.
В зависимости от характера устраняемых дефектов все способы восстановления деталей подразделяются на три основные группы: восстановление деталей с изношенными поверхностями; восстановление деталей с механическими повреждениями; восстановление противокоррозионных покрытий.
Обзор способов восстановления деталей типа вал
Описания способов восстановления взяты из источников
Восстановление стальных деталей дуговой наплавкой
Электрической дугой можно наплавлять стальные детали вручную покрытыми электродами, автоматическим или полуавтоматическим способом под флюсом, а также в среде углекислого газа.
Ручная электродуговая наплавка применяется при ремонте деталей, имеющих местные дефекты: износ шпоночных канавок, износ сферической поверхности и торцов рычага нажимного диска сцепления, износ паза под рычаг выключения сцепления и др. Типичным примером наплавки вручную является ремонт вилки переключения первой передачи и заднего хода автомобиля ЗИЛ-130.
Вилка изготовляется из стали 10 и цементируется на глубину 0,3. 0,5 мм. Твердость поверхностного слоя НКСЭ 56. 62. Вилки, имеющие трещины любого характера, бракуются. Наплавкой восстанавливаются вилки, имеющие износ пазов более допустимого под фланец каретки синхронизатора по глубине паза, износ рабочей поверхности щек и лапок вилки по торцам. Изношенные пазы наплавляют электродом УОНИ-13/55 и отжигают на высокочастотной установке с последующим фрезерованием до номинального размера на вертикально-фрезерном станке. После этого вилка подвергается поверхностной закалке током высокой частоты. Аналогичным способом восстанавливаются изготовленные вилки переключения второй-третьей, четвертой-пятой передач. Режимы ручной электродуговой наплавки примерно такие же, как при сварке. Изношенные торцы вилок наплавляют твердым сплавом сормайт № 1 газовой горелкой.
Детали, изготовленные из среднеуглеродистых и низколегированных сталей, — скользящая вилка карданной передачи (сталь45), распределительный вал (сталь 45), крестовина заднего моста (18ХГТ) и др. — перед наплавкой подогреваются в печи или газовой горелкой до температуры 150. 200°С, затем производится наплавка электродом УОНИ-13/55 при силе тока 200 А и напряжении дуги 30.. .35 В.

Механизированная наплавка под флюсом
При наплавке с использованием флюса сварочная дуга горит под флюсом между электродной проволокой и изделием, образуя газовый пузырь и плавя металл. При кристаллизации расплавленного металла сварочной микрованны образуется сварной шов.
Достоинством наплавки под флюсом является высокое качество наплавленного металла, поскольку весь процесс плавления, кристаллизации и охлаждения происходит без доступа воздуха. Сам флюс, участвуя в металлургическом процессе сварки или наплавки, способствует получению металла шва заданного состава. Под слоем флюса жидкий металл кристаллизуется медленно, в результате чего из сварочной ванны успевают выделиться растворенные газы и шлаковые включения, что также способствует улучшению качества шва. Для наплавки под флюсом используется электродная проволока, причем электрический ток подводится к ней на небольшом расстоянии от дуги. Это позволяет при необходимости использовать повышенные сварочные токи, позволяющие увеличить скорость наплавки. Достоинством наплавки под флюсом является также отсутствие разбрызгивания металла благодаря статическому давлению флюса. Важным достоинством наплавки под флюсом является и возможность автоматизации технологического процесса.
К недостаткам наплавки под флюсом относится возможность наплавки только в нижнем положении шва (допускается наклон до 15°) и неприемлемость ее применения для изделий сложной конструкции. Вследствие этих причин в авторемонтном производстве нашли широкое применение наплавочные работы под флюсом.
При наплавке деталь совершает вращательное движение, а наплавочная головка — поступательное. При этом электродная проволока подается с некоторым смещением от зенита наплавляемой поверхности в сторону, противоположную вращению детали. Это предотвращает стекание жидкого металла сварочной ванны.
Смещение электродной проволоки для деталей диаметром 40. 50 мм составляет 4. 6 мм, а для деталей диаметром 60. 80 мм — 8. 10 мм.
При наплавке плоской поверхности наплавочная головка или деталь совершает поступательное движение со смещением электродной проволоки на 3. 5 мм поперек движения после наложения шва заданной длины. Наплавку шлицев производят в продольном направлении путем заплавки впадин, устанавливая конец электродной проволоки на середине впадины между шлицами.
Электродная проволока при наплавке подбирается в зависимости от материала восстанавливаемой детали и предъявляемых к ней требований в условиях эксплуатации. Для наплавки деталей, изготовленных из углеродистых сталей 30, 40, 45, используют проволоку из углеродистых сталей Нп-30, Нп-40, Нп-50, Нп-65 или из низколегированной стали — Нп-ЗОХГСА. Наплавку деталей из сталей ЗОХ, 35Х, 40Х и других низколегированных сталей производят проволокой Нп-ЗОХГСА или других марок. Для автоматической наплавки обычно применяют проволоку диаметром 1,6 мм для деталей диаметром до 70 мм и 2 мм диаметром 80. 100 мм.
Закаленные детали после наплавки и последующей механической обработки повторно закаливаются т. в. ч. для получения необходимой твердости поверхности.
Флюсы для автоматической наплавки должны способствовать устойчивому горению дуги, образованию плотного наплавленного металла и шлака, легко удаляемого с поверхности металла. Температура плавления флюса должна быть на 200. 300 °С ниже температуры плавления металла. Таким требованиям отвечают флюсы марок АН-348А, АНК-18 и др. В необходимых случаях во флюс вводят легирующие компоненты, например феррохром, графит. Режимы наплавки устанавливаются в зависимости от диаметра обрабатываемой детали (табл. 6.1)? напряжение холостого хода берется 30. 36 В, рабочее — 23. 32 В.
Для наплавки деталей с большим износом рекомендуется применять автоматическую наплавку порошковой проволокой под флюсом или открытой дугой без дополнительной защиты (табл. 6.2). Для повышения твердости наплавленной поверхности последняя подвергается пластической деформации.
Для наплавки применяют следующее оборудование: наплавочные головки АБС, А-384, А-409, А-580, ОКС-1252М; источники питания ВС-200, ВСУ-300, ВС-400, ПСГ-350, АЗД-7,5/30; подогреватели газа; осушитель, заполненный силикагелем КСМ крупностью 2,8—7 мм; редукторы-расходомеры ДРЗ-1-5-7 или ротаметры РС-3, РС-ЗА, РКС-65, или кислородный редуктор РК-53Б.
При наплавке используют материалы: электродную проволоку Св-12ГС, Св-0,8ГС, Св-0,8Г2С, Св-12Х13, Св-06Х19Н9Т, Св-18ХМА, Нп-ЗОХГСА; порошковую проволоку ПП-Р18Т, ПП-Р19Т, ПП-4Х28Г и др.
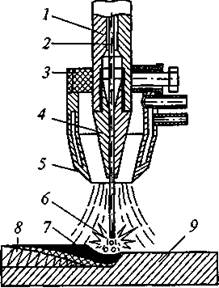
Рис. 3.5.1. Схема наплавки в среде углекислого газа: 1 — мундштук; 2 — электродная проволока; 3 — горелка; 4 — наконечник; 5 — сопло горелки; 6 — электрическая дуга; 7 — сварочная ванна; 8 — наплавленный металл; 9 — наплавляемая деталь.
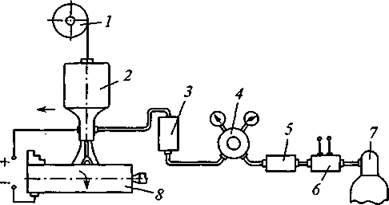
Рис. 3.5.2. Схема установки для дуговой наплавки в углекислом газе:
1 — кассета с проволокой; 2 — наплавочный аппарат; 3 — расходомер; 4 — редуктор; 5 — осушитель; б — подогреватель; 7 — баллон с углекислым газом; 8 — деталь.
Наплавку в среде углекислого газа производят на постоянном токе обратной полярности. Тип и марку электрода выбирают в зависимости от материала восстанавливаемой детали и требуемых физико-механических свойств наплавленного металла. Скорость подачи проволоки зависит от силы тока, устанавливаемой с таким расчетом, чтобы в процессе наплавки не было коротких замыканий и обрывов дуги. Скорость наплавки зависит от толщины наплавляемого металла и качества формирования наплавленного слоя. Наплавку валиков осуществляют с шагом 2,5. 3,5 мм. Каждый последующий валик должен перекрывать предыдущий не менее чем на 1/3 его ширины.
Твердость наплавленного металла в зависимости от марки и типа электродной проволоки 200. 300 НВ.
Расход углекислого газа зависит от диаметра электродной проволоки. На расход газа оказывают также влияние скорость наплавки, конфигурация изделия и наличие движения воздуха.
Механизированную сварку в углекислом газе применяют при ремонте кабин, кузовов и других деталей, изготовленных из листовой стали небольшой толщины, а также для устранения дефектов резьбы, осей, зубьев, пальцев, шеек валов и т.д.
Источник



