
Классификация методов и способов восстановления деталей подвижного состава




![]()
![]()
Восстановление детали — комплекс технологических операций по устранению дефектов детали, обеспечивающих возобновление ее работоспособности и геометрических параметров, установленных нормативно-технической документацией.
Дефект — каждое отдельное несоответствие продукции установленным требованиям.
Дефектная деталь — деталь, показатели качества которой имеют недопустимые отклонения от требований нормативно-технической документации по ремонту.
Устранить одни и те же дефекты возможно различными способами, например изношенные места могут быть отремонтированы хромированием, металлизацией, наплавкой, механической обработкой и другими способами, и наоборот, — один и тот же способ ремонта может быть применен для устранения разных дефектов. Например, сварка применима для восстановления изношенных участков детали, заварки трещин, наплавки резьбы и др.
Способы механической обработки:
— под новый размер (отличный от номинального): индивидуальный (подгонкой); ремонтный;
— под номинальный (первоначальный) размер: добавочными ремонтными деталями (ДР); заменой части детали; смещением осей обрабатываемых поверхностей в новое положение.
Способы слесарно-механической обработки припиловкой, притиркой, шабровкой, постановкой заплат, штифтовкой и склеиванием.
Способы ремонта деталей давлением: раздачей, осадкой, обжатием, вдавливанием, правкой и накаткой.
Наплавка и сварка (газовой, электродуговой при постоянном и переменном токе, автоматической под слоем флюса, электроимпульсной наплавкой и пайкой).
Металлизация (газовая, электрометаллизация высокочастотная плазменная).
Способы электролитического наращивания (хромированием, осталиванием, меднением, химическим никелированием).
Перезаливка антифрикционными сплавами (баббитом и свинцовистой бронзой).
Наиболее широкое применение при восстановлении деталей получили различные виды слесарно-механической обработки. К ним относятся собственно слесарная обработка, механическая обработка, связанная с подготовкой деталей к нанесению покрытий и обработкой после их нанесения, обработка деталей под ремонтный размер, постановка дополнительных ремонтных деталей.
Пластическое деформирование — как способ восстановления основан на использовании пластических свойств материала деталей. Этим способом восстанавливают не только размеры деталей, но также их форму и физико-механические свойства. В зависимости от конструкции деталей применяют такие виды пластической деформации, как осадку, раздачу, обжатие, вытяжку, накатку, правку и др.
Сварка и наплавка — являются самыми распространенными способа восстановления деталей. Сварку применяют при устранении механических повреждений на деталях(трещины, пробоины т. п.), а наплавку — для нанесения покрытий с целью компенсации износа рабочих поверхностей.
Пайка — авторемонтном производстве широко применяется при восстановлении герметичности в полых деталях, при устранении механических повреждений, а также как способ компенсации износа деталей.
Напыление — как способ восстановления деталей основано на нанесении распыленного металла на изношенные поверхности деталей. В зависимости от способа расплавления металла различают виды напыления: электродуговое, газопламенное, высокочастотное, плазменное, детонационное и ионноплазменное.
Восстановление деталей нанесением гальванических и химических покрытий —основано на осаждении металла на поверхности деталей из растворов солей гальваническим или химическим методом. Гальванические и химические процессы применяют при восстановлении изношенных поверхностей деталей, а также для защиты их от коррозии. В целях компенсации износа деталей наиболее часто применяют хромирование, железнение и химическое никелирование. Для защиты: деталей от коррозии применяют гальванические процессы: хромирование, никелирование, цинкование, кадмирование.
Классификация способов восстановления деталей.
Сваркой и наплавкой:
— ручной покрытыми электродами;
— в среде углекислого газа;
— неплавящимся электродом (вольфрамовым) в среде аргона;

— электроконтактной приваркой ленты (проволоки).
Источник
Основные операции ремонта и восстановления деталей подвижного состава.
Исторически последовательно сложились следующие методы ремонта: индивидуальный, агрегатный, крупноагрегатный, поточный. При этом каждый предыдущий метод является базой для организации последующего.
Индивидуальный метод предусматривает демонтаж агрегата с ПС его ремонт и установку на этот же ПС. Применяется в настоящее время при незначительной ремонтной программе и разносерийности ПС. Оказывает положительное влияние на качество и стоимость ремонта, общее техническое состояние ПС при обслуживании прикрепленными бригадами и внедрении хозрасчета. Однако время простоя ПС в ремонте повышается.
Агрегатный метод характеризуется заменой агрегата заранее отремонтированным или новым; наличием неснижаемого технологического запаса агрегатов, переходящих с одного ПС на другой с использованием принципа взаимозаменяемости. При таком методе агрегат ремонтируют в пункте ремонта ЭПС или отправляют для ремонта на другое предприятие с повышенными производственными возможностями. Таким образом может быть осуществлена индустриальная организация ремонта на базе кооперирования: специализации и концентрации.
К технико-экономическим факторам агрегатного метода ремонта, повышающим его экономическую эффективность, относятся: сокращение простоя ПС в ремонте; исключение влияния на простой ПС непостоянства объема ремонта обезличенных агрегатов; снижение эксплуатируемого парка ПС, снижение количества неисправных единиц ПС; повышение пропускной способности стойловой части депо; снижение трудоемкости ремонта агрегатов за счет применения индустриальных форм организации и технологии ремонта; повышение качества ремонта; снижение капитальных затрат на реконструкцию или постройку дополнительных площадей ремонтных предприятий при ремонте агрегатов в других организациях, к снижающим экономическую эффективность — увеличение оборотных запасов агрегатов; увеличение отчислений за основные фонды при недостаточно высокой оборачиваемости агрегатов; увеличение трудоемкости монтажных работ при неполной взаимозаменяемости агрегатов; увеличение складских помещений и затрат на хранение агрегатов; повышение транспортных расходов при централизованном ремонте агрегатов на других предприятиях; увеличение капитальных вложений при расширении баз концентрированного ремонта агрегатов.
Крупноагрегатный метод имеет организационные и производственные признаки, идентичные агрегатному, однако при этом заранее отремонтированные агрегаты монтируются в комплект и в таком виде устанавливаются на локомотив взамен изношенных (например, сцепка полностью собранных тележек, комплекты вспомогательных машин и электрических аппаратов) Пои этом наряду с изложенными выше преимуществами повышается съем продукции с единицы площади депо.
К основным операциям ремонта и восстановления деталей подвижного состава относятся
· Осмотр и очистка электроподвижного состава,
· Техническая диагностика электроподвижного состава,
· Восстановление изношенных деталей — наплавка, сварка, пайка,
· Восстановление изношенных деталей пластическим деформированием и полимерными материалами,
· Восстановление изношенных деталей гальваническими методами,
· Проектирование технологического процесса восстановления,
· Ремонт механической части,
· Ремонт рессорного подвешивания, тормозной рычажной передачи,
· Ремонт колесных пар,
· Ремонт зубчатых передач, букс, автосцепного устройства,
· Ремонт электрических машин,
· Ремонт тягового двигателя,
· Ремонт вспомогательных машин,
· Ремонт тягового трансформатора,
· Ремонт электрических аппаратов,
· Ремонт элементов, общих для всех электрических аппаратов,
· Ремонт тормозного и пневматического оборудования,
· Ремонт воздушных резервуаров, пневматической магистрали,
· Ремонт крана машиниста,
· Ремонт крана вспомогательного тормоза ,
· Ремонт блокировочного устройства ,
· Ремонт пневмоэлектрического датчика и сигнализатора отпуска тормозов 352А,
· Ремонт воздухораспределителя и тормозных цилиндров,
· Ремонт устройств автоматической локомотивной сигнализации,
· Ремонт устройств проверки бдительности машиниста
Заключение.
Качественное оборудование для технического обслуживания и ремонта железнодорожного подвижного состава играет важную роль в ритмичной работе железнодорожного транспорта.
На предприятиях вагонного и локомотивного хозяйства России и стран СНГ внедрены и обеспечивают бесперебойную работу тысячи единиц оборудования нашего производства, в том числе: автоматизированные участки, технологические комплексы для мойки тележек, колесных пар и буксовых узлов, оборудование для восстановления автосцепного устройства и др.
Список используемой литературы
1. Раков В. А. Локомотивы отечественных железных дорог (1956—1975)
2. Шишкин К. А., Гуревич А. Н., Степанов А. Д., Платонов Е. В. Советские тепловозы 1951 г.
3. Якобсон П. В. История тепловоза в СССР. — Трансжелдориздат, 1960 г.
4. Куприенко О.Г. Тепловозы. Назначение и устройство 2006 г.
5. Кузмич В.Д. Тепловозы. Основы теории 1991 г.
Источник
Надежность механической части подвижного состава — Способы восстановления и упрочнения деталей подвижного состава
Содержание материала
§ 3. Способы восстановления и упрочнения деталей подвижного состава и примеры. Завершающим этапом исследования надежности подвижного состава железных дорог является выбор оптимального варианта технологического способа повышения прочности и износостойкости и, следовательно, надежности и долговечности за счет профилактических или восстановительно-упрочняющих мероприятий. Метод упрочнения детали выбирается в соответствии с требованиями надежности ее работы в механизме, условиями ее работы и характером износа. При Этом часто необходимо восстановить определенные первоначальные размеры детали и одновременно решить вопрос об ее упрочнении.
Говоря о восстановлении нормальных условий работы того или иного узла, прежде всего следует решить задачу восстановления оптимальных условий кинематики и динамики, т. е. наметить способы компенсации избыточных зазоров, разбегов и износа, чтобы исключить перекосы, уменьшение площади контакта и удары и обеспечить правильное функционирование деталей. В процессе изготовления, ремонта, сборки и эксплуатации трущихся деталей следует добиться, чтобы итоговые остаточные напряжения имели благоприятный знак и величину, а это требует организации тщательного контроля за качеством производства.
Рассмотренные в главе III методы исследования условий работы деталей, имеющих значительное количество отказов и являющихся на определенном этапе слабым звеном, позволили, например, установить, что в качестве первоочередных мероприятий по повышению надежности и долговечности бандажей локомотивов можно рекомендовать следующие:
снижение величины относительного проскальзывания колесных пар по рельсам;
обеспечение равномерного распределения нагрузок от колесных пар на рельсы в процессе движения локомотива;
поддержание оптимальных зазоров в сопряжениях экипажа.
Как уже отмечалось, наибольшая величина проскальзывания бандажей за время одного оборота колеса наблюдается при низкой скорости в период разгона поезда, а также при езде на подъемах. Для каждой серии локомотивов желательно определить наивыгоднейшие скорости движения с точки зрения нарастания износа и уметь связывать эти факторы с требованиями графика движения поездов. В ЛИИЖТе исследуется влияние на износ характера распределения скоростей движения поездов на отдельных участках пути для определенных рабочих режимов высокоскоростных электровозов ЧС-2Т и ЧС-2М.
На основании опытных пробегов со скоростями до 200 км/ч (см. главу III) установлено, что движение на скоростях 120—140 км/ч сопровождается наибольшими амплитудами виляния колес, а частоты вертикальных колебаний, соответствующие наибольшим величинам проскальзывания колес, составляют 6—7 гц. Соответствующие условия работы будут иметь детали, сопряженные с колесными парами через систему экипажа (рессорное подвешивание, шаровые соединения и т. п.). Следовательно, первыми мероприятиями по повышению надежности до решения задач об упрочнении каких-либо деталей являются ограничения неблагоприятных колебаний систем (через оптимальные допуски на сборку в размерных цепях системы экипаж—путь) и вождение поездов на режимах, близких к оптимальным.
В ЛИИЖТе испытаны электромагнитные увеличители сцепления, предназначенные для улучшения условий сцепления колес электровоза ВЛ23 с рельсами, снижения проскальзывания колес по рельсам и износа бандажей. Во время опытных поездок наблюдалось повышение коэффициента сцепления примерно на 15—20% и соответственное увеличение силы тяги локомотива при увеличении вертикальной нагрузки примерно на 4%.
Повышение долговечности колес железнодорожного подвижного состава может быть также достигнуто методами механической обработки. Так, предложенное ЛИИЖТом торцовое фрезерование позволяет при повторных обточках бандажей и колес вагонов — сохранить слой, наклепанный в эксплуатации, а также повысить класс чистоты обработки.
Это значительно увеличивает пробег между обточками по сравнению с бандажами и колесами, обработанными точением. Торцовое фрезерование позволяет вести резание по наклепанному слою, тогда как при точении, чтобы предохранить резцы, требуется резать металл «под корку», т. е. ниже наклепанного слоя. В результате исследования фрикционных гасителей колебаний вагонов было установлено, что затяжка тарельчатой пружины с помощью корончатой гайки приводит к неопределенности усилия, что вызывает колебания втулки и преждевременный износ ее и шпинтона в зоне контакта. В этом случае прежде всего необходима правильная затяжка пружин. Это тем более важно потому, что шпинтоны могут практически не изнашиваться при пробеге до 150 тыс. км, если достаточна надежность тарельчатой пружины и обеспечено плотное сопряжение втулки и заплечика шпинтона. Кстати, тарельчатая пружина получает просадку около 15% за два года службы, что снижает ее усилие до 4 тс и ниже. Были даны также рекомендации по пробегам, при которых рационально ввести такие профилактические мероприятия, как замена резиновых и металлических колец и втулок.
Среди деталей гидравлических гасителей колебаний при пробеге вагона 100—150 тыс. км лимитирующими оказались направляющие. Исследование показало, что детали гасителей колебаний в основном обеспечивают пробег до 230 тыс. км, и только шпинтоны фрикционных гасителей и направляющие гидравлических гасителей требуют соответствующего поверхностного упрочнения, о чем будет сказано ниже.
Таким образом, были рассмотрены примеры мероприятий, которые должны предшествовать поверхностным и другим видам упрочнения деталей.
Прежде чем непосредственно перейти к методам поверхностного упрочнения деталей, целесообразно отметить ряд общих положений. Важно знать влияние распределения трех родов остаточных напряжений, которые влияют на усталостную прочность и физические качества металла. Теоретические положения упрочнения поверхностей рассматриваются в физике твердого тела (пластичность, кристаллизация, молекулярная диффузия), химии (коррозия и борьба с ней применением протекторов, пластмасс) и технологии металлов. Наиболее хорошо изучены возможности упрочнения деталей путем создания остаточных напряжений сжатия первого рода и улучшения физикомеханических свойств поверхностей деталей технологическими способами (работы С. В. Серенсена, И. В. Кудрявцева и других) [39, 40].
Наибольшее распространение получила закалка с нагревом токами высокой частоты. Сюда же относится закалка при следующих видах нагрева: контактном, в электролите, пламенно-поверхностном.
Наличие в мартенсите мелких карбидов повышает износостойкость стали. В различных условиях износа (скорости, давления, вида износа и пр.) износостойкость после закалки т. в . ч. может оказаться различной. Так, при невысоких скоростях скольжения с появлением контактного схватывания закалка т. в. ч. повышает износостойкость примерно в ·2 раза, а с увеличением скоростей и снятием явления схватывания эффект от такой закалки снижается. Эффективно применение закалки т. в. ч. для деталей трения качения. Износостойкость их повышается в 2—4 раза по сравнению с деталями, закаленными в печи. В связи с этим представляется возможным применение закалки с нагревом т. в. ч. для бандажей и цельнокатаных колес подвижного состава промышленных и городских железных дорог.
К химико-термическим методам обработки стали относится насыщение поверхностей детали углеродом (цементация), заканчивающееся термообработкой. Повышение антикоррозионности и окалиностойкости стали и чугуна достигается их насыщением алюминием (алитирование). Износостойкость и стойкость против коррозии тех же материалов повышается хромированием. При абразивном износе рекомендуется упрочнение поверхностей борированием. Для деталей, работающих в высокотемпературной среде, применяют бериллизацию.
Исследования шарнирно-болтовых соединений [51] в дорожностроительных машинах позволили эффективно использовать упрочнение поверхностей борированием (марганцовистые стали). Для предупреждения заедания и улучшения приработки рекомендуются многослойные покрытия, в которых нижние слои имеют большую износостойкость (окисные и фосфатные покрытия). В отдельных случаях для повышения износостойкости деталей могут быть заранее созданы условия атомарного переноса металлов. Интересные результаты показали хромированные поверхности, накатанные с определенным шагом; их износостойкость выше, чем после пористого хромирования и азотирования.
Все большее распространение получает метод электролитического железнения, позволяющий задавать различные свойства по глубине наносимого слоя. Этот процесс совместно с оксидированием (против схватывания) может резко снизить износ деталей. В настоящее время испытывается обработка поверхностей потоком газов высокой температуры с целью повышения износостойкости (процесс подкалки и диффундирования газов в поверхностный слой металла, состав и структура которого изменяются).
Состояние поверхностных слоев деталей определяется их механической и термической обработкой. При этом могут происходить локальные структурные изменения, вызывающие появление концентраторов напряжений, и изменения усталостной прочности.
Резкое ухудшение прочности поверхностного слоя детали может оказаться результатом неудачной доводки шлифованием. Поверхность детали ограничивает ее контуры и нарушает целостность кристаллических зерен, поэтому ее характер в значительной степени предопределяет усталостную прочность и другие показатели качества.
В настоящее время все шире применяется упрочнение наклепом (посредством дроби, роликов, шариков и т. п.). Здесь важно обеспечить условия оптимального наклепа металла, так как с повышением усталостной прочности пластичность металла падает. Упрочнение наклепом может комбинироваться с термической обработкой стальных деталей. Поверхностная твердость повышается за счет наклепа и структурных изменений, например распада остаточного аустенита в легированных сталях. По поводу повышения износостойкости высказываются различные мнения.
На основе теории дислокаций созданы методы воздействия на структуры кристаллических материалов и стабилизации достигаемых изменений в структуре, что в конечном итоге дает возможность повысить показатели прочности во много раз. В свое время легирование, термообработка и их сочетание позволили повысить прочность металлов до 10 раз. Сейчас доказана возможность получения материалов, в десятки раз превышающих по прочности применяемые металлы.
В. С. Иванова и Л. К. Гордиенко [29] сообщают о том, что получен монокристалл железа, имеющего прочность на разрыв 1-400 кГ/мм2; этот же показатель для технического железа — 30 кГ/мм2 Возможности повышения прочности таятся в более полном использовании межатомных связей в кристалле, что показано теорией дислокаций. Прочность определяется касательными напряжениями, требуемыми для сдвигов в кристалле по плоскостям наибольшей плотности упаковки атомов. Если сдвигу сопротивляются не все атомы, расположенные в плоскости скольжения, то прочность металлов снижается. Любые упрочнения имеют целью увеличить количество атомов, одновременно сопротивляющихся действию внешних сил. Упомянутые авторы приводят интересную картину (рис. 43) повышения прочности железа и сталей. 
43. Диаграмма прочности железа и сталей на разрыв: 1 — микрокристаллы железа; 2 — железо, упрочненное углеродом; 3 — железо (0,02%С) с различными размерами зерен; 4 — железо, упрочненное наклепом; 5, 6 — эвтектоидные бейнитные стали; 7 — низколегированные мартенситные стали; 8 — то же подвергнутые ТМО; 5—холодно-тянутая стальная проволока; 10 — нитевидные кристаллы железа
Повышения прочности металлов можно достичь путем получения бездефектного кристаллического строения или, наоборот, с наибольшим числом дефектов (дислокаций) методами термической,
механической или комбинированной обработок. Как уже отмечалось, наклеп и термообработка находят все большее практическое применение. Но особый интерес представляют так называемые механико-термические и термомеханические методы (МТО и ТМО). Первые преимущественно направлены на повышение жаропрочности сталей и других сплавов. При этом различают методы МТО и ВМТО. Последнее — высокотемпературное упрочнение. Для упрочнения конструкционных закаливаемых сталей и других металлов распространяется ТМО, а при высоких температурах — ВТМО, когда наклеп дается при температуре выше порога рекристаллизации в отличие от НТМО, где деформация дается при температуре ниже порога рекристаллизации (рис. 44). Обработка ТМО включает наклеп в области высокотемпературной фазы и быстрое охлаждение. При этом создается высокая плотность дислокаций и мелкоблочная структура. ТМО рекомендуется для деталей, работающих при высоких динамических и статических нагрузках в обычных температурных условиях.
И. В. Кудрявцев сообщает о широком применении упрочнения наклепом. Так, упрочняют углеродистые и легированные стали, ковкие и высокопрочные чугуны (с шаровидным графитом), алюминиевые и магниевые сплавы, латунь и т. д. Упрочняют также мягкие сплавы цветных металлов и закаленные инструментальные стали. . Этим методом ведется упрочнение осей локомотивов и вагонов, причем долговечность осей возросла в 2 раза и более. Обкатка ряда деталей после закалки уменьшает неблагоприятное влияние структурных неоднородностей, появляющихся при шлифовании, и повышает их износостойкость на 40%.
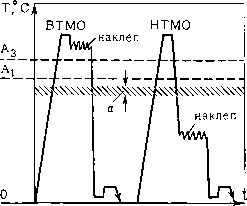
44. Принципиальная схема упрочнения ТМО:
А1—критическая температура перлитноаустенитного превращения; А3 — критическая температура конца (начала) растворения феррита в аустените; а—интервал температур рекристаллизации
На ряде заводов упрочнение шестерен поверхностной накаткой ведут совместно с термохимической обработкой или поверхностной электрозакалкой (Луганский тепловозостроительный завод). Это ведет к повышению контактной прочности и износостойкости зубьев, а также к высокому сопротивлению усталости изгиба. Сочетание наклепа с закалкой т. в. ч. объясняется возможным появлением остаточных напряжений растяжения при закалке т. в. ч. в зоне неупрочняемой галтели. Применяется закалка зубьев крупномодульных шестерен с последующей дробеструйной обработкой. Это повышает долговечность на 60%. Такая обработка была применена для шестерен тепловозов ТЭЗ. Упрочнению наклепом дробью подвергаются рессоры и пружины. В связи с этим срок их службы повышается в 2—3 раза. Ориентировочные расчеты показывают, что годовая экономия на 36 заводах от упрочнения наклепом достигает около 40 млн. руб.
При этом возможна замена высоколегированных сталей на низколегированные или углеродистые, упрочненные поверхностным наклепом. Эти меры упрочнения нашли широкое применение в социалистических странах, а также в ФРГ, Англии, США, Японии, Италии и других странах.
Перспективны разновидности химико-термической обработки высоко-нагруженных шестерен и других деталей с переменным нагружением. Сюда входят газовая цементация стали 20ХНМ, жидкостное цианирование стали 40Х, нитроцементация сталей 35Х, 40Х, а также обработка холодом. Зависимость усталостной прочности от величины остаточных напряжений на поверхности позволила оценить качество химико-термической обработки зубчатых колес. Интересны варианты упрочнения по сообщению Д. А. Свешникова и других: цементация (нитроцементация) — закалка — наклеп дробью [22, 37, 63].
Общий эффект напряженного состояния, проявляющийся в условиях динамики, при работе машин и механизмов оказывает значительное влияние на сопротивляемость материала изнашиванию. Пластическое деформирование и термическая обработка стальных деталей, рассчитанные на появление остаточных напряжений, вызовут упрочнение, если их суммирование с напряжениями, возникающими в работе, будут сжимающими. Таким образом созданы и развиваются новые методы упрочняющей термообработки, такие, как фазовый наклеп, ТМО, МТО и термомагнитный. Упрочнение металлов ведется проникающими лучами. Бомбардировка электронами дает гладкую поверхность. Можно осуществить осаждение ионов прочного материала на менее дорогие основные металлы с его последующим погружением внутрь. Термодиффузионная обработка предполагает ограничение механической обработки путем штамповки и создания верхнего высокопрочного слоя облучением. Испытывается применение ультразвука при борировании и цементации. Ускорение процессов азотирования и цементации возможно с помощью т. в. ч. Перспективен способ упрочнения нанесением тугоплавких износостойких материалов методами дугового и плазменного покрытия.
Естественно, освоение новых методов требует пристального изучения и активного применения лучших из них. Однако отдельные даже проверенные способы упрочнения внедряются весьма медленно, успех их применения значительно зависит от качества контроля за умелым выбором и правильным ведением этих процессов.
Б. И. Костецкий, суммируя ряд положений по оценке видов — износа (в своей классификации), делает основные выводы о выборе метода борьбы с ним, считая, что оценка вида износа в определенной степени может быть сделана по характеру поверхности и температурным признакам.
Так, при наличии признаков износа схватыванием I рода необходимо стремиться к такому условию соотношения скоростей схватывания и окисления: vсхв 0,56%
При обычном кодировании первая цифра шифра всегда указывает на класс детали, т. е. материал, из которого она изготавливается; вторая — на группу качества или свойства и третья — на разряд качества или свойства. В первом приближении это может отражать табл. 20, в которой использован ограниченный ряд цифр и свойство или качество регламентировано. Для машинного поиска наложением нужен полный шифр, а для поиска по справочной таблице потребуются лишь ограничивающие шифры. Примером является табл. 21, в которой указаны способы упрочнения и шифр обеспечиваемых свойств и качеств. Для этого достаточно, чтобы шифры способа упрочнения, т. е. его возможностей, легли в интервалы шифра требуемых свойств у детали, причем необходимо использовать шифры одного и того же класса. Чем точнее будет информация о том, что требуется и чем располагают ведущие поиски, тем точнее будет выбор способов упрочнения. Однако нельзя эту работу превратить в механическую операцию. Если такого способа нет, то, изменяя шифры детали (в логически допускаемых пределах), можно найти ближайший, который необходимо усовершенствовать с целью использования для конкретно поставленной задачи. Если же способов несколько, то из них нужно выбрать оптимальный на основе технико-экономических расчетов по теории игр или калькуляционными способами [69, 70]. Выбор технически пригодного способа упрочнения можно проиллюстрировать на следующем примере.
Таблица 20
С — сорбит, А — аустенит, К — карбиды, КН — карбонитриды, Гр—графит.

Таблица 21 

В таблице приведена известная из литературы ограниченная информация о свойствах деталей, упрочненных перечисленными способами (из 33 000 возможных теоретических посылок приведено ≈ 4 200), поэтому ее нужно рассматривать лишь как иллюстрацию кодирования к пояснению примера, приведенного ниже.
В качестве примера выбора способа упрочнения детали можно рассмотреть эту операцию для планок вертикальных скользунов тележек типов ЦМВ и ЦМВ-модернизированная.
Планка обычно изготовляется из стали марки Ст.3, т. е. малоуглеродистой. По классификации — класс 0. Она работает в условиях явно выраженного схватывания, которое наиболее надежно предупреждают сульфиды и фосфиды, следовательно, необходимо, чтобы они были в металле после упрочнения, — шифры 96 и 98 (табл. 20). Износ планки развивается на 6—8 мм, поэтому способ должен обеспечивать возможно большую глубину упрочнения — шифр 00—08 (табл. 20). Твердость металла планки должна быть не выше HV 500 для возможности механической обработки и рубки по приварке при замене во время регулировки зазора между надрессорным брусом и планками рамы тележки. Это требование соответствует шифрам 12—14 (табл. 20).
Практически по имеющейся информации трудно зашифровать подробнее требования к планкам после упрочнения. В какой-то степени можно только ставить вопрос о придании электрохимического потенциала поверхностному слою металла более высокого, чем у железа, т. е. — 0,44 в. Это шифруется как 74—79. Итак, окончательно можно записать шифр необходимых свойств и качеств упрочненных планок:
0.00—0.08; 0.12—0.14; 0.74—0.79; 0.96—0.98.
Если теперь сопоставить шифр — требование к детали — с шифрами — возможностями процессов упрочнения (табл. 21) — то становится ясно, что только процесс купросульфоцементации наиболее полно удовлетворяет поставленным требованиям.
Шифр этого процесса по классу 0: 0.00—0.02; 0.12—0.14; 0.40—0.47; 0.61—0.63; 0.74—0.78; 0.89; 0.94—0.97.
Накладываются подчеркнутые шифры.
Экономическое обоснование рациональности внедрения КСЦ изложено в главе V.
Источник



